
Fターム[4E081BA26]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接対象物(突合せ溶接) (827) | 形状、組み合せ (473) | 管との組み合せ (168)
Fターム[4E081BA26]の下位に属するFターム
Fターム[4E081BA26]に分類される特許
1 - 11 / 11
缶体の製造装置およびその製造装置を用いた缶体の製造方法
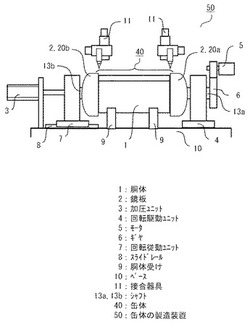
【課題】缶体の製造時、胴体と鏡板との接合部の仮止め溶接を不要とし、接合部を密に当接した状態を保持し、溶接器具配置の空間を充分に備えた製造装置を提供する。
【解決手段】胴体1の両側に設けた鏡板2に配置された各矯正用リング21の段付き部21aに、鏡板2の立ち上げ部後面2bを当接し、鏡板2の立ち上げ部前面2cと胴体1の立ち上げ部前面1bとを加圧ユニット3の加圧力により密に突き合わせ、矯正用リング21を横方向駆動ユニット22により突き合わせ部12から離脱後、回転駆動ユニット4により、胴体1、鏡板2、各矯正用リング21を一体的に回転する。
(もっと読む)
シリンダ装置

【課題】良好な接合状態を維持可能なシリンダ装置の提供。
【解決手段】筒状のシリンダ101と、シリンダ101の端部側に内に圧入される端部部材102と、シリンダ101と端部部材102とを溶接にて固定する溶接部103とを有し、端部部材102の周方向に、シリンダ101に接する当接部108と切欠部107とを交互に設け、切欠部107が、溶接部103と、シリンダ101の内部空間114を連通する。これにより溶接部103にブローホールが発生することを抑制する。
(もっと読む)
挿し口突部形成素材の押圧装置
【課題】金属管の挿し口の外周面に溶接される突部形成素材を、挿し口の軸方向に的確に位置決めできるようにすることである。
【解決手段】鋳鉄管41の挿し口42を、突部形成素材44よりも幅の広い外周溝43が形成され、この外周溝43の底に突部形成素材44が押圧ローラ5で押圧されるものとし、押圧ローラ5の一端側に突部形成素材44の片側の側端面に当接される大径段差部5aを設け、この押圧ローラ5の大径段差部5aで、突部形成素材44を外周溝43の一端側の側壁に押し付ける押し付け手段を設けることにより、鋳鉄管41の挿し口42の外周面に溶接される突部形成素材44を、挿し口42の軸方向に的確に位置決めできるようにした。
(もっと読む)
溶接用治具、溶接構造物、溶接方法及び溶接用治具の除去方法
【課題】メンテナンスの作業負担を軽減することができる溶接用治具、溶接構造物、溶接方法及び溶接用治具の除去方法を提供することを目的とする。
【解決手段】昇華性、水溶性あるいは油溶性の消失材料で所要ギャップの厚みに形成されたスペーサ4a,4bをソケット1の突出環部1cと配管2a,2bとの対向端面間のそれぞれ介設し、スペーサ4a,4bの厚み分の所要ギャップをソケット1の突出環部1cと配管2a,2bとの対向端面間に確保する。この状態で、ソケット1の両端部と配管2a,2bの外周面とを溶接する。
(もっと読む)
差込溶接式管継手用構造材
【課題】 溶接入熱の少しのバラつきでも、十分な溶込みが得られる差込溶接式管継手を提供する。
【解決手段】 差込口に配管が差し込まれすみ肉溶接される差込溶接式管継手用構造材であって、差込口の端面の内径側周囲に、すみ肉溶接時の溶接入熱で溶融する微小突起部を備える。
(もっと読む)
鋼管矢板とその製造方法
【課題】鋼管矢板の管端部の真円度を確保しつつ、更に、管端部の平面度にも優れた鋼管矢板とその製造方法を提供すること。
【解決手段】その外周上に鋼管同士を接続するための鋼管1の長手方向に溶接された爪2を有する鋼管矢板において、前記鋼管矢板の管端部の内周部に、少なくとも爪が溶接された最も熱収縮の影響を受ける部位と、それ以外の熱収縮の影響を受けない部位とを互いに固定するリブ3を接合したことを特徴とする鋼管矢板。また、鋼管矢板の製造方法は、リブを鋼管矢板の原管となる鋼管の管端部に取り付け、次に、前記原管の管端部内周面における前記リブの接合位置方向に前記爪を仮付け溶接し、その後、前記爪を本溶接することよりなる。
(もっと読む)
管端シール自動溶接装置
【課題】溶接トーチ本体と、被シール溶接位置との間の距離を常に一定にして自動的にシール溶接することができる管端シール自動溶接装置を提供する。
【解決手段】本体ケース12内に装着されたモータにより回転する回転筒13と、本体ケース12内から前方外部に延設する回転筒13の外側にブラケット14を介して保持される溶接トーチ本体15と、この前方に設けられ、回転筒13と軸芯を一致するように設けられている管芯出し金具17を有する管端シール自動溶接装置10において、溶接トーチ本体15と被シール溶接位置との間の距離を、溶接トーチ本体15のアーク長に比例するアーク電流値と、設定アーク長に比例する基準アーク電流値との差で検出せしめるアーク電流制御装置23と、アーク電流制御装置23の指示に基づいて溶接トーチ本体15を前、後動せしめる駆動装置24を具備する。
(もっと読む)
円周溶接用内治具装置及びこれを用いた円周溶接方法
【課題】 密閉型のドラム缶等を外方から円周溶接する際に、余分な熱を吸収して溶接による溶接部の熱歪を抑制し、又、ビードの溶け落ちや穴あき等を防止する。
【解決手段】 一端が注入口aを有する蓋体Waにより閉塞された胴体Wbの他端に蓋体Wcを突き合せてその突合せ部を外方から円周溶接する際に用いる円周溶接用内治具装置であり、円周溶接用内治具装置は、胴体Wb内に着脱自在に装着される内張り治具11と、内張り治具11に支持され、胴体Wbと蓋体Wcの突合せ部の内周面に面接触状態で圧接して突合せ部の内周面側にシールドガスを流す環状の裏当て治具12と、先端が裏当て治具12に連結され、基端が注入口aから引き出された索条13とから成り、前記裏当て治具12を、溶接時に胴体Wbと蓋体Wcの突合せ部を内方から保持する環状に保持される環状形態と、溶接終了後に略直線状になって蓋体Waの注入口aから取り出される棒状形態とに亘って変形可能に構成する。
(もっと読む)
耐高温腐食Ni基合金溶接構造体および熱交換器
【課題】高温腐食環境下で高い耐食性を発揮する高Si−耐高温腐食Ni基合金同士の溶接部およびその近傍の耐高温腐食性を高め、高温腐食環境下で長期間の使用可能な耐高温腐食Ni基合金溶接構造体を提供する。
【解決手段】Ni:45〜57wt%、Cr:23〜35wt%、Mo:1〜5wt%、Si:3〜6wt%、C:0.05〜0.5wt%を含有し、残部がFeおよび不可避的不純物から成る高Si−耐高温腐食Ni基合金によって形成された複数の要素部材同士が溶接接合されて成る耐高温腐食Ni基合金溶接構造体であって、前記溶接された溶接部は、その溶着金属が、一部は前記高Si−耐高温腐食Ni基合金より靭性の高い第一の溶着金属WM1であり、残りは前記高Si−耐高温腐食Ni基合金と同じ組成の第二の溶着金属WM2であり、高温腐食雰囲気に曝される面に前記第二溶着金属WM2が露呈していることを特徴とする。
(もっと読む)
ボイラ火炉及びボイラ火炉用パネルの製造方法
【課題】肉盛溶接に伴うボイラ火炉用パネルの変形を抑制して変形の修正作業時間の短縮を図ることができ、しかも、鋼管の熱効率の低下の抑制が可能なボイラ火炉及びボイラ火炉用パネルの製造方法を提供することを目的とする。
【解決手段】上記課題は、鋼管と平鋼の溶接継手部を隅肉溶接して隅肉溶接部を形成し、火炉内面側の当該鋼管と平鋼の表面に耐食性材料を肉盛溶接して肉盛溶接部を形成したボイラ火炉用パネルを使用したボイラ火炉において、火炉外面側にのみ前記隅肉溶接部を形成したボイラ火炉とする構成によって達成する。
(もっと読む)
パイプなどの金属板部材を特に排気システム用のハウジングポートなどの金属鋳物部材に接合する方法
金属板部材(3)を金属鋳物部材(5)に接合するための方法が開示されている。本発明の方法によれば、金属板部材(3)と他の部材(5)はパルス溶接プロセスで互いに溶接される。前記方法は特に金属板のパイプ(3)が金属鋳物ハウジング(13)のポート(12)に溶接されることを可能にする。前記利点は排気マニホールド(3)及び、ターボチャージャ(5)などの排気ユニットを備えた排気システムのために用いることができる。 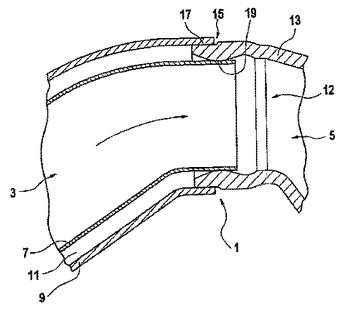 (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]