
Fターム[4E081BA44]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接対象物(突合せ溶接) (827) | 形状、組み合せ (473) | 帯材 (3)
Fターム[4E081BA44]に分類される特許
1 - 3 / 3
帯状ワークの突合せ接合装置に用いる切断装置
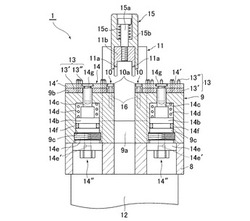
【課題】 ピッチの異なるパイロット孔を夫々形成した数種類の帯状ワークに対応することができ、各帯状ワークを正確且つ容易に切断できると共に、取扱性や作業性、経済性等に優れた切断装置を提供する。
【解決手段】 パイロット孔Waを形成した帯状ワークWを切断して突合せ用溶接する帯状ワークWの突合せ接合装置に用いる切断装置1に於いて、切断装置1は、挿入穴9aを形成した雌型本体9と、雌型本体9の挿入穴9a内周縁部に着脱自在に取り付けた角柱形状の左右の切断下刃10と、挿入穴9a内に上下動自在に挿入れ、左右の切断下刃10との協働作用により帯状ワークWを切断する左右の切断上刃11aを備えた雄型11とから成り、各切断下刃10は、長手方向の四個所の稜線部が全て切断刃10aに形成されていると共に、各切断刃10aが左右の切断上刃11aに対向できるようにその向きを変えて雌型本体9に着脱自在に取り付けられる構成とする。
(もっと読む)
スパイラルパイプの製造方法及び装置

【課題】 鋼帯幅が必ずしも一定でない鋼帯を素材としてスパイラル鋼管を製造するときに適切な溶接ギャップを確保して健全な溶接部を有するスパイラル鋼管を製造する手段を提供する。
【解決手段】 鋼帯をサイドトリミングした後スパイラル状に成形し、エッジ部を突合せて内面次いで外面を溶接するスパイラル鋼管の製造方法において、内面溶接点より少なくとも2D分(Dは製造されるスパイラル鋼管の外径)上流側の帯鋼幅の変動を連続的に測定するとともに、該帯鋼幅の変動に応じて内面溶接点において所定の溶接ギャップが得られるように案内する。
(もっと読む)
帯状金属薄板の突合せ接合装置
【課題】 帯状金属薄板の幅等に関係なく先行帯状金属薄板と後行帯状金属薄板の突合せ溶接を高精度で行えるようにする。
【解決手段】 先行帯状金属薄板W1の後端部を支持する先行側作業テーブル3と、後行帯状金属薄板W2の先端部を支持し、両帯状金属薄板W1,W2の走行方向及び幅方向へ移動調整可能な後行側作業テーブル4と、両帯状金属薄板W1,W2の突合せ部近傍を挾持するクランプ機構5と、先行帯状金属薄板W1後端及び後行帯状金属薄板W2先端の位置決めを行うセンタープレート6と、両帯状金属薄板W1,W2の突合せ部を溶接するTIG溶接装置7とを備え、前記両作業テーブル3,4に、先行帯状金属薄板W1の後端部及び後行帯状金属薄板W2の先端部を吸着保持する電磁石2を配設し、又、TIG溶接装置7の溶接用電極棒27の先端をシャープな円錐形状に形成すると共に、突合せ溶接時に於けるアーク長を磁気吹きが生じない長さに設定する。
(もっと読む)
1 - 3 / 3
[ Back to top ]