
Fターム[4E081BB03]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接用材料(突合せ溶接) (172) | 溶加材(フィラーメタル) (87) | 溶接ワイヤ (70)
Fターム[4E081BB03]の下位に属するFターム
Fターム[4E081BB03]に分類される特許
1 - 7 / 7
SR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管およびその製造方法
【課題】SR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管およびその製造方法を提供する。
【解決手段】溶接鋼管であって、その母材部は、Al、Ti、Caを含有し、更にCu、Ni、Cr、Mo、Nb、Vの中から選ばれる1種以上を含み、Ceqを0.28以上、PHICを1.00以下、ACRを1.0〜4.0とし、前記母材の管厚中央部の組織は、平均粒径10〜40μmかつ平均アスペクト比2.0以下のポリゴナルフェライトおよび擬似ポリゴナルフェライトを80〜95体積%、硬質第2相を5〜20体積%含み、また、前記溶接鋼管の溶接金属部は母材と共金とし、Pcmが0.12以上、PSRが0.025以下であることを特徴とするSR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管。
(もっと読む)
SR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管およびその製造方法
【課題】SR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管およびその製造方法を提供する。
【解決手段】溶接鋼管であって、その母材部は、Al、Ti、Caを含有し、更にCu、Ni、Cr、Mo、Nb、Vの中から選ばれる1種以上を含み、Ceqを0.28以上、PHICを1.00以下、ACRを1.0〜4.0とし、前記母材の管厚中央部の組織は、平均粒径40μm以下かつ平均アスペクト比2.0以下のポリゴナルフェライトおよび擬似ポリゴナルフェライト並びに硬質第2相を含み、前記ポリゴナルフェライトと硬質第2相との硬度差をHv20〜100とし、また、前記溶接鋼管の溶接金属部は母材と共金とし、Pcmが0.12以上、PSRが0.025以下であることを特徴とするSR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管。
(もっと読む)
薄鋼板の隅肉アーク溶接方法
【課題】 溶接速度80cm/min超でも、溶接止端部形状が良好で、溶接継手の疲労特性を向上させることのできる、薄鋼板の隅肉アーク溶接方法を提供する。
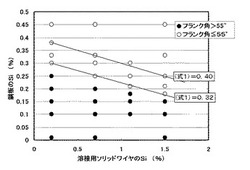
【解決手段】 1.6〜6mm厚の鋼板の隅肉アーク溶接を、ソリッドワイヤを用いた溶接速度80cm/min超150cm/min以下のガスシールドアーク溶接で行う際、前記鋼板を、C=0.001〜0.15%、Si=0.2〜2.0%、Mn=0.5〜2.5%を含有し、残部鉄及び不可避不純物からなる、TS280〜600MPa級の鋼板とし、前記ソリッドワイヤを、C=0.03〜0.15%、Si=0.2〜2.0%、Mn=0.5〜2.5%、Cu≦0.5%を含有し、残部鉄及び不可避不純物からなるソリッドワイヤとし、更に、前記鋼板とアーク溶接用ソリッドワイヤとを、{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるように組み合わせることを特徴とする。
(もっと読む)
ガスシールドアーク溶接方法

【課題】厚鋼板を狭開先(すなわち開先角度50°以下)で突合せ溶接する際に安定した溶け込みが得られ、初層の高温割れを防止し、かつ溶接ビードの外観が良好なガスシールドアーク溶接方法を提供する。
【解決手段】溶接トーチをオシレートさせながら溶接を行なうガスシールドアーク溶接方法において、オシレートの溶接線に平行な成分が10〜45mmの範囲内で毎分30〜150回オシレートさせながら開先角度50°以下のガスシールドアーク溶接を行なう。
(もっと読む)
管寄/スタッブ管溶接構造体ならびにそれを備えたボイラ装置
【課題】管寄とスタッブ管との溶接部の割れが有効に防止できる管寄/スタッブ管溶接構造体を提供する。
【解決手段】W、Mo、Nb、V含有の9Cr〜12Cr鋼からなる管寄2に同一材質のスタッブ管3を植え込み溶接し、スタッブ管3とレグチューブ5をトランジションピース4を介して接続した管寄/スタッブ管溶接構造体において、スタッブ管3、トランジションピース4、レグチューブ5の内径を略同一とし、スタッブ管3の肉厚をレグチューブ5の肉厚より1.2〜3.0倍に大きくしたことを特徴とする。
(もっと読む)
消耗電極式溶接方法及び溶接装置
【課題】半自動溶接等のCO2溶接等においても、スパッタの発生を抑制できる消耗電極式溶接方法及び溶接装置を提供する。
【解決手段】本発明の消耗電極式溶接方法においては、溶接ワイヤWに振動周波数が500Hz以上、振幅が0.01乃至0.5mmの振動を与えながら溶接する。この振動の方向は、溶接ワイヤWの送給方向に交差する方向である。また、本発明方法においては、前記溶接トーチの強制振動若しくは共振又は溶接ワイヤ自身の共振を利用して、溶接ワイヤの先端で、前記振動条件を付与する。
(もっと読む)
亜鉛めっき鋼板のMAG溶接用シールドガスおよびこのシールドガスを使用した溶接方法
【課題】亜鉛めっき鋼板のMAG溶接法による重ね隅肉溶接に際して、溶接部にブローホールやピットが発生しないようにするためのシールドガスを得る。
【解決手段】亜鉛めっき鋼板を重ね隅肉溶接により、炭素鋼ソリッドワイヤを用いてMAG溶接する際のシールドガスとして、酸素ガス8〜15容量%、好ましくは8.5〜12容量%と、炭酸ガス20〜30容量%と、残部がアルゴンからなる3種混合ガスを用いる。
(もっと読む)
1 - 7 / 7
[ Back to top ]