
Fターム[4E081BB04]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接用材料(突合せ溶接) (172) | 溶加材(フィラーメタル) (87) | 溶接ワイヤ (70) | 電極ワイヤ (26)
Fターム[4E081BB04]の下位に属するFターム
フラックス入りワイヤ (16)
Fターム[4E081BB04]に分類される特許
1 - 10 / 10
2ワイヤ溶接制御方法
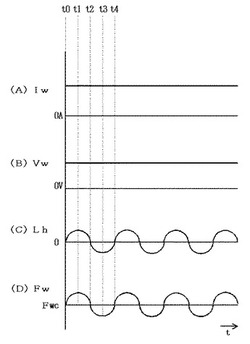
【課題】消耗電極アークにフィラワイヤを送給して溶接する2ワイヤ溶接方法において、フィラーワイヤの溶着量を増大させて溶接効率を向上させる。
【解決手段】消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを溶融池の後半部に挿入しながら溶接する2ワイヤ溶接制御方法において、フィラーワイヤを溶接方向の前後方向にウィービングして、フィラーワイヤの挿入位置の変位量Lhを正弦波状に変化させる。そして、フィラーワイヤの送給速度Fwを変位量Lhに比例させて正弦波状に変化させる。これにより、フィラーワイヤの挿入位置がウィービング中心位置よりも前側方向にあるときはフィラーワイヤの溶融を促進してフィラーワイヤの送給速度Fwを高速化し、後側方向にあるときは溶融池の冷却及び盛り上がりを押さえてハンピングビードの形成を抑制している。
(もっと読む)
溶接材料および溶接継手の製造方法
【課題】溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手が安定的に得られる溶接材料および溶接継手の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.03%、Si:0.3〜1.2%、Mn:1.5〜2.5%、P:0.02%以下、S:0.005〜0.02%、Cu:0.1〜0.5%、Ni:2.0〜3.0%、Cr:0.05〜1.0%、Mo:0.05〜1.0%、Ti:0.005〜0.3%、Nb:0.005〜0.1%、Al:0.004〜0.014%、O:0.05%以下、N:0.05%以下を含有し、残部はFeおよび不純物からなり、かつCeq:0.650以上、Pcm:0.250以上、0.00007≦C×Al≦0.00020を満たす化学組成を有する溶接材料。
(もっと読む)
亜鉛鍍金鋼板の溶接方法

【課題】通常の簡単な溶接作業で、耐久性に優れた亜鉛鍍金鋼板の溶接方法を提供できるようにする。
【解決手段】表面を亜鉛鍍金処理により亜鉛鍍金層を形成した亜鉛鍍金鋼板を突き合わせた部分を電気溶接により溶接する亜鉛鍍金鋼板の溶接方法であって、突き合わせた部分を溶接する溶接棒にステンレス鋼のアーク溶接棒によって溶接するようにした。
(もっと読む)
溶接材料ならびに溶接継手およびその製造方法
【課題】溶接時に優れた耐凝固割れ性および耐再熱割れ性を有し、特に、多層溶接時に優れた溶接性を有する溶接材料と、その溶接材料を用いて溶接した耐メタルダスティング性に優れた溶接継手およびその製造方法の提供。
【解決手段】質量%で、C:0.04〜0.5%、Si:1〜3%、Mn:2%以下、P:0.05%以下、S:0.01%以下、Cr:25〜35%、Ni:50〜70%、Al:0.005〜0.05%、N:0.001〜0.1%、Cu:1.5〜3.5%を含有し、残部はFeおよび不純物からなる化学組成を有する溶接材料。
(もっと読む)
薄鋼板の重ねすみ肉アーク溶接方法及び重ねすみ肉アーク溶接継手
【課題】板厚1〜2.6mmの薄鋼板をアーク溶接する際に、溶接変形を抑制し、かつ溶着金属のぬれ性が良好でなだらかな溶接ビード形状を達成でき、さらにスパッタが発生しないアーク溶接技術を提供する。
【解決手段】薄鋼板の重ねすみ肉アーク溶接方法において、アーク溶接電源として、溶接ワイヤの送給を前進及び後退させる機能を有し、溶接ワイヤと被溶接材の間にアークを発生させる期間、溶接電流値を低くして溶接ワイヤを前進させ先端を被溶接材に接触させる期間、溶接ワイヤ先端と被溶接材が接触している状態で溶接ワイヤを通電し発熱させる期間、及び、溶接電流値を低くして溶接ワイヤを後退させ被溶接材から引き離す期間を制御することができるアーク溶接電源を用い、CO2シールドガス中で、低熱膨張溶接材料を用いて溶接することを特徴とする薄鋼板の重ねすみ肉アーク溶接方法。
(もっと読む)
タンデム揺動溶接方法
【課題】溶接能率を向上させるとともに、揺動端部での溶接欠陥を抑制し、良好なビード形状で安定した積層溶接が可能なタンデム揺動溶接方法を提供する。
【解決手段】先行電極と後行電極による溶融池が1プールとなるように、電極間の溶接方向の前後極間距離及び開先幅方向の左右極間距離を保持し、先行電極と後行電極を、同じ位相かつ同じ振幅で、開先幅方向に揺動させるとともに、開先幅または前層ビード幅に応じて、揺動幅と左右極間距離を制御して多層盛溶接を行う。
(もっと読む)
鋼板のガスシールドアークブレージング方法
【課題】鋼板のアークブレージング方法において、アークの不安定現象に起因するスパッタの発生やアークの過度な集中によるビード不整の発生、ビード表面の酸化によるビードの変色並びにシワの発生を防止すると共に、ギャップや狙いズレ発生による溶け落ちや溶け分れを防止することを目的とする。
【解決手段】シールドガスとして、酸素ガスが0.03〜0.3体積%、残部がアルゴンからなる混合ガスを使用し、3回以上のパルス溶滴移行と1回の短絡溶滴移行を1周期として周期的に繰り返し、ピーク電流からベース電流までのパルス立ち下がり時間を3.1〜8.4msとしてアークブレージングする。
(もっと読む)
重ね隅肉溶接継手の継手疲労強度を向上するプラズマアークハイブリッド溶接方法
【課題】ガスシールドアーク溶接法を先行極とし、プラズマアーク溶接法を後行極として組み合わせて、自動車足回り部品の製造における重ね隅肉溶接において、足回り部品の継手疲労強度を向上する溶接法を提供する。
【解決手段】ガスシールドアーク溶接法を先行極7とし、プラズマアーク溶接法を後行極8として組み合わせて、プラズマ溶接法およびガスシールドアーク溶接法ともに正極とし、かつガスシールドアーク溶接法の電極7とプラズマ溶接法の電極8との溶接線方向の間隔を25mm以下とし、溶接ビード下板側止端部のフランク角を135°以上,曲率半径を0.45mm以上として上板2の板厚が6mm以下の重ね隅肉溶接を行なう。
(もっと読む)
消耗電極アーク溶接方法
【課題】 板厚の異なる板材から形成される継手を消耗電極アーク溶接方法によって高品質に溶接する。
【解決手段】 本発明は、溶接トーチをウィービングさせ、ウィービング中の溶接トーチ位置Ptが予め定めた溶接法切換位置p1を第1の境界として厚板側にあるときは電極プラス極性直流アーク溶接を行い、ウィービング中の溶接トーチ位置Ptが前記第1の境界よりも薄板側にあるときは電極マイナス極性直流アーク溶接を行い、ウィービング中の溶接トーチ位置Ptが前記溶接法切換位置p1又は予め定めた送給速度切換位置p2を第2の境界として厚板側にあるときは送給速度Frを予め定めた電極プラス極性送給速度Frpにし、ウィービング中の溶接トーチ位置Ptが前記第2の境界よりも薄板側にあるときは送給速度Frを予め定めた電極マイナス極性送給速度Frnにする消耗電極アーク溶接方法である。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法
【課題】 水平固定管のルートパスの溶接速度を大幅に向上することが可能な消耗電極式ガスシールドアーク溶接方法を提供する。
【解決手段】 固定管1,2の突き合わせ部に開先を形成して固定管1,2の開先突き合わせ部3aの初層溶接を行なう際に、開先突き合わせ部3aの裏面側に裏当金属材4を当接させるとともに、電極ワイヤの送給速度をWFS(m3/分)とし、溶接速度をVs(m/分)としたときに下記(1)式が成立する条件で溶接を行なうことを特徴とする消耗電極式ガスシールドアーク溶接方法を採用する。
WFS=3.2×10−6Vs+b(b=5.6×10−6〜8.6×10−6) (1)
(もっと読む)
1 - 10 / 10
[ Back to top ]