
Fターム[4E081CA08]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 突合せ溶接の方法 (631) | ガスシールドアーク溶接 (422) | ミグ溶接(MIG) (77)
Fターム[4E081CA08]に分類される特許
41 - 60 / 77
異材接合体及びその製造方法
【課題】アルミニウム合金材と鋼材とのT形すみ肉接合の異材接合体において、接合強度が高く実用性が優れているめっき鋼板とアルミニウム合金板との異材接合体及びその製造方法を提供する。
【解決手段】アルミニウム合金板1を水平に配置し、めっき層3が施されためっき鋼板2を垂直に配置し、このめっき層3の端面を、アルミニウム合金板1の表面に当接させる。そして、垂直めっき鋼板2と水平アルミニウム合金板1とのT形状の隅部を、アルミニウム又はアルミニウム合金からなる溶加材を使用して、ミグ溶接機により、接合する。これにより、この隅部にアルミニウム又はアルミニウム合金からなる溶着金属4が形成される。
(もっと読む)
厚肉金属加工品を溶接によって結合する方法および装置

本発明は、厚肉金属加工品を溶接によって結合するための方法に関する。溶接継手を製造するために肉厚に依存して横断面に最大3つの溶接領域が設けられ、溶接には複数の溶接法を組合せて適用され、詳細には(ルート層用の)第1の溶接領域がレーザビーム溶接またはレーザアーク複合溶接によって溶接され、第2の溶接領域がレーザアーク複合溶接によって溶接され、厚肉金属加工品の板厚に依存して場合によって必要となる第3の溶接領域がレーザアーク複合溶接またはアーク溶接によって溶接される。その都度応用される溶接法に合せられる開先加工部も本発明に含まれる。 (もっと読む)
溶接方法
【課題】スパッタの発生を確実に抑制できる消耗電極による溶接方法を提供すること。
【解決手段】溶接ワイヤ11の先端と溶接ワーク200、300との間にアークを生じさせ、このアークにより溶接ワイヤ11の先端を溶融して溶滴14を発生させて、この溶滴14を溶接ワーク200、300の表面の溶融池400に移行させることで、溶接ワーク200、300を溶接する溶接方法である。この溶接方法では、溶接ワイヤ11の先端側を溶接方向Wに沿って振動させて、この振動サイクル毎に、溶接ワイヤ11の先端に発生させた溶滴14を、溶接ワーク200、300の表面の溶融池400に接触させる。
(もっと読む)
溶接方法および溶接装置
【課題】継手角度が変化するワークであっても、シールドノズルとワークの干渉または離間を防止して自動で溶接を行うことのできる方法を提供する。
【解決手段】ワークの設計データに基づいて溶接トーチの基準軌道情報を作成するステップ(S105)と、溶接位置に実際に設置されたワークに対する溶接トーチの位置ずれ量を、ワークへのタッチセンシングにより取得するステップ(S107)と、溶接トーチの位置ずれ量に基づいて基準軌道情報を補正して実軌道情報を作成するステップ(S109)と、実軌道情報に基づいて溶接トーチの軌道を制御して溶接するステップ(S111)と、を備える。溶接は、シールドノズルを隅肉継手部に接触させながら行われ、基準軌道情報は、シールドノズルをワークに接触させながら溶接するものとして作成され、溶接トーチの位置ずれ量は、シールドノズルをワークに接触させることにより取得される。
(もっと読む)
アルミニウム材と鋼材のMIG溶接継手及びMIG溶接方法
【課題】溶接部の健全性が高められ、優れた継手強度を有するアルミニウム材と鋼材のMIG溶接継手を提供すること、並びに、材質が異なるアルミニウム材と鋼材とを重ね合わせて、それらをMIG溶接する際に、入熱が低くなるようにコントロールして、溶接部の健全性を効果的に高め得るアルミニウム材と鋼材のMIG溶接方法を提供すること。
【解決手段】アルミニウム材12として、厚さ:Pが0.5〜2.0mmであるもの、鋼材14として、厚さ:Qが0.6≦Q/P≦0.8を満たすもの、溶接ワイヤ24として、直径:Lが0.8〜1.6mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、アルミニウム材12と鋼材14とを重ね合わせて、かかるアルミニウム材12の端面部位に対して、所定の直流パルスMIG溶接操作を施し、鋼材の溶込み深さを、鋼材の厚さの5%以下とした。
(もっと読む)
アルミニウム材と鋼材のMIG溶接継手及びMIG溶接方法
【課題】溶接部の健全性が高められ、優れた継手強度を有するアルミニウム材と鋼材のMIG溶接継手を提供すること、並びに、材質が異なるアルミニウム材と鋼材とを重ね合わせて、それらをMIG溶接する際に、入熱が低くなるようにコントロールして、溶接部の健全性を効果的に高め得るアルミニウム材と鋼材のMIG溶接方法を提供すること。
【解決手段】アルミニウム材12として、厚さ:Pが0.5〜2.0mmであるもの、鋼材14として、厚さ:Qが0.6≦Q/P≦0.8を満たすもの、溶接ワイヤ26として、直径:Lが0.8〜1.6mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、アルミニウム材12と鋼材14とを重ね合わせて、かかるアルミニウム材12の端面部位に対して、所定の直流パルスMIG溶接操作を施した。
(もっと読む)
MIG溶接方法
【課題】 溶け込み促進が図れて深溶け込みが可能で、安定した溶接を迅速に行えるMIG溶接方法を提供すること。
【解決手段】 純度の高い不活性ガスをシールドガスとしたMIG溶接であり、被溶接板1の溶接継手部8の表面2に活性フラックスFを塗布し、この溶接継手部8をMIG溶接する。
(もっと読む)
鉄道車両用構体及び枠部材取り付け方法
【課題】開口部の枠部材の重量を軽減させた鉄道車両用構体及び枠部材取り付け方法を提供すること。
【解決手段】側構体、屋根構体、妻構体および台枠を有し、側構体や妻構体に形成された出入口や窓の開口部に枠部材10が取り付けられたものであって、枠部材10には、取り付け状態で車体外面に沿う方向に突き出した接合突起11が形成され、開口部側には車体外面に沿う方向に突起部分111が形成され、枠部材10の接合突起11と開口部側の突起部分111との接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具1によって挟み込みながら摩擦攪拌接合するようにした鉄道車両用構体。
(もっと読む)
溶接鋼管製造用の溶接装置
【課題】主として小径溶接鋼管を製造する際の突合せ部の溶接に際して、シールドガスのシールド機能に悪影響を及ぼさずに、溶接ヒュームを効果的に吸引可能にする。
【解決手段】溶接鋼管を製造する際に、MIG又はMAG溶接等により、かつ、溶接時に発生する溶接ヒュームを吸引しつつ、突合せ部の内面溶接を行う溶接鋼管製造用の溶接装置であり、溶接ヒュームを吸引するヒューム吸引口31aを、溶接部から立ち上がり管内天井面に突き当たって左右内面側壁に沿って降りてくる溶接ヒュームを吸引するように、溶接トーチ13の左右両側に概ね上向きに設ける。ヒューム吸引口31aが上向きなので、溶接トーチ13から下向きに放出されたシールドガスの流れがヒューム吸引により乱されることはなく、シールド機能を損なうことなく溶接ヒュームを吸引できる。
(もっと読む)
アーク溶接方法
【課題】十分なビード幅及び高さを得るとともに母材に対する深い溶け込みを得て、高品質の溶接を行う。
【解決手段】溶接トーチ14をウィービングにより周回させて、上板の第1部材30と第2部材32との境界34に沿って+Z方向に向かって溶接を行う。1周期のウィービングは、教示点P1、P2、P3及びP4で指定される一巡経路である。ウィービングの1周期の間で、最初の第1移動区間40aでは直流、次の第2移動区間40bでは交流、第3移動区間40cでは交流、及び最後の第4移動区間40dでは交流となるように電流を切り替えながら溶接を行う。
(もっと読む)
溶接鋼管製造用溶接装置
【課題】小径溶接鋼管を製造する場合における突合せ部の内面溶接を実際的に可能にする。
【解決手段】外径約200〜300mmの小径溶接鋼管を製造する際に、MIG又はMAG溶接等で突合せ部の内面溶接を行う溶接鋼管製造用溶接装置であり、管状材(溶接前のものを指す)2の後端側から挿入したブーム18の前端部に溶接トーチ13を取り付けるとともに、この溶接トーチ13のトーチ角度θを50〜70°とし、かつ、溶接トーチを後退させる後退法で突合せ部の溶接を行う。
(もっと読む)
溶接方法および溶接物
【課題】通常のアーク溶接機器以外に、追加の機器や加工工程を必要とすることなく、溶接部におけるブローホールの発生を抑える。
【解決手段】アルミニウム鋳物材1とアルミニウム展伸材3とからなるワーク相互を、ワイヤ7を用いて溶接接合する際に、ワイヤ7とワークとの間に印加する電圧の極性を切り換えて交流アーク溶接を行う溶接方法であって、ワイヤ7が正の極性となる電流の時間積分値をA、ワイヤ7が負の極性となる電流の時間積分値をBとしたときに、|B|/(A+|B|)=0.128以上とした状態で、交流アーク溶接を行い、これにより、アルミニウム鋳物材1に対する溶接時の入熱量を67.8J/mm2以下とする。
(もっと読む)
極厚鋼板の溶接方法
【課題】極厚鋼板の溶接を高い作業効率で行なって高品質の極厚鋼板溶接接合材を製造するための溶接方法の提供。
【解決手段】490N/mm2以上の引張り強度を有する極厚鋼板の低入熱高効率溶接方法であって、突き合わせた際に開先部Bとこの開先部に続くテーパー付のナローギャップ部Aとが形成されるようした二つの極厚鋼板部材1,2を直交もしくは並べて配置し、該ナローギャップAの底面には裏当金3を配置し、該ナローギャップ部を底から回転アーク溶接を行なった後、該開先部をサブマージアーク溶接することを特徴とする極厚鋼板の溶接方法。
(もっと読む)
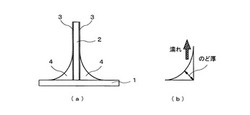
接合構造体
【課題】ミグ溶接時に、冷却後の接合界面に脆弱なAl−Fe二元合金層が生成することを抑制し、接合強度を向上させた鋼/アルミニウムの接合構造体を提供する。
【解決手段】
下地鋼板5の表面に溶融アルミニウムめっき層4が形成された溶融アルミニウムめっき鋼板1に、アルミニウム又はアルミニウム合金材2をミグ溶接にて重ね隅肉溶接した接合構造体である。溶融アルミニウムめっき層4がSi:3乃至12質量%、Fe:0.5乃至5質量%、残部がAl及び不可避的不純物の組成を有する。また、鋼板と溶接金属部との接合界面に占めるAl−Fe二元合金層7の割合が面積比95%以下であり、下地鋼板5と溶融アルミニウムめっき層4との界面に生じているAl−Fe−Si三元合金層6と前記接合界面のFe−Al二元合金層7との間に合金層消失域9が存在している。
(もっと読む)
容器材料用クロム含有鋼およびその溶接方法、ならびに、容器材料
【課題】溶接部の耐食性と靭性を確保し、容器用素材としてコスト面でも最適なクロム含有鋼を提供する。
【解決手段】0.01〜200質量ppmのハロゲン化合物イオンを含有するpH3〜12の水相を含んでなる水性塗料を保管する容器材料に用いるクロム含有鋼であって、前記鋼が、質量%で、Cr:9〜19%、N:0.008%以上でC+N:0.03%以下、Al:0.002〜0.2%、S:0.01%以下、を含有し、さらに、TiおよびNbを単独または複合して含有し、前記C+N含有量をx(質量%)とすると、Tiの含有量y(質量%)、および、Nbの含有量z(質量%)は、それぞれ単独で含有する場合は、8x≦y≦0.6、18x≦z≦0.6、であり、複合して含有する場合は、1<(y/8x)+(z/18x)、かつ、y+z≦0.6であり、残部がFeおよび不可避的不純物からなることを特徴とする容器材料用クロム含有鋼。
(もっと読む)
発泡金属部材の溶接方法
【課題】発泡金属部材同士を溶接接合するに際し、溶融プールを安定に形成し維持することができて、発泡金属部材同士の溶接接合を容易に行うことができるようにした、発泡金属部材の溶接方法を提供すること。
【解決手段】一対の発泡金属部材1,1の端面同士を突き合わせて突き合せ線を形成し、前記突き合せ線上に前記発泡金属部材1,1と少なくとも主成分が同一成分からなる金属製板状溶加材2を載置し、MIGアークにより前記金属製板状溶加材と前記突き合せ端面同士とを溶融させ溶け込みを得て、前記一対の発泡金属部材1,1を溶接接合する。
(もっと読む)
鉄道車両の構体材溶接接合方法とそれに用いる継手構造
【課題】構造を複雑化することなく、軽量化も特に損なわないで、十分な強度が長期に確保できるようにする。
【解決手段】アルミニウム系の押出し形材よりなりダブルスキン構造を有した構体材対1、2の側縁1a、2a間において、内面板1c、2cどうしの突き合せ部と、外面板1b、2bどうしの突き合わせ部とを、溶接して接合し構体を形成するのに、外面板1b、2bどうしおよび内面板1c、2cどうしの突合せ部が形成する溶接のグルーブ17まわりにおける溶接後の強度弱点域30に対応する部分を通常値よりも増厚しておき、突合せ部を溶接し接合する。
(もっと読む)
レーザー回転アークハイブリッド溶接装置およびその方法
本発明は、レーザー回転アークハイブリッド溶接装置およびこれを用いた溶接方法に関する。本発明のレーザー回転アークハイブリッド溶接装置は、溶接部位に対してアークを放電するアーク放電部(2)と、溶接部位に対してレーザーを照射するレーザー発生部(4)と、前記アーク放電部(2)を回転させる回転装置(24)とを含んでなる。このレーザー回転アークハイブリッド溶接装置を用いた溶接方法では、複数の母材を溶接位置に整列させ、溶接部位に対してレーザーアークハイブリッド溶接装置を位置させた後、アーク放電部を所定の回転半径で回転させながらアーク放電を行い、これに連続してレーザー発生部によってレーザーを照射する。 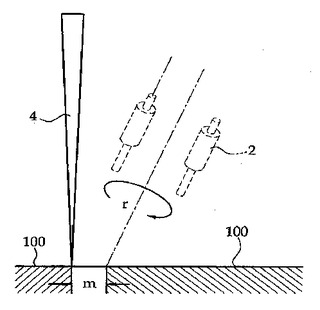 (もっと読む)
(もっと読む)
ステンレス鋼の溶接継手
【課題】継手疲労強度に優れる薄肉材のステンレス鋼の溶接継手を提供する。
【解決手段】溶接継手、好ましくはフェライト系またはマルテンサイト系ステンレス鋼の板厚が8mm以下におけるビードが、断面形状においてビード端部が下方に向かって凸状をなし、ビード止端部より0.3mm以上離れた位置に最小曲率半径を有する滑らかな曲線で構成され、前記ビード止端部は止端半径0.5mm以上で、溶接金属中の未変態オーステナイト率が室温において5〜85%とする。
(もっと読む)
高温強度と靭性に優れた耐火構造用溶接継手
【課題】 溶接方法によらず、溶接継手全体として、700〜800℃までの温度における耐火性に優れ、かつ、構造物の安全性を確保し得る靭性を有する耐火構造用溶接継手を提供する。
【解決手段】 鋼材と溶接金属の化学組成を適正範囲に限定した上で、溶接金属の化学組成について、Nb当量=Nb%+0.47Mo%+0.25W%+0.65V%+0.4Ta%+0.2Zr%の式で定義されるNb当量を0.05〜1%とし、かつ、固溶Nbと固溶Vとの合計量を0.005〜0.1%とすることにより、溶接継手全体として、700〜800℃までの高温強度と低温靱性とを同時に確保する。
(もっと読む)
41 - 60 / 77
[ Back to top ]