
Fターム[4E081CA17]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 突合せ溶接の方法 (631) | エレクトロガスアーク溶接 (13)
Fターム[4E081CA17]に分類される特許
1 - 13 / 13
溶接装置
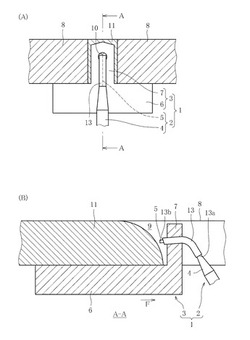
【課題】溶接トーチによる溶接金属の狙い位置を固定することができ、溶接欠陥が生じることを防止し、さらにノズルの冷却を行って溶接金属がノズルの内部に付着することを確実に防止することができる溶接装置及びこれを用いた溶接方法を提供する。
【解決手段】2枚の被溶接板8を開先溶接する溶接装置において、前記開先9に沿ってスライド可能な裏当材3であって、前記開先9をまたいで前記2枚の被溶接板8と接する基板6と、該基板6の一端から前記開先9内に突出する突出部7とを有する、裏当材3と、前記基板6上方の前記開先9内に溶接金属を供給する溶接トーチ2とを備え、前記溶接トーチ2は、前記突出部7を通過するノズル5とを有する。
(もっと読む)
アーク溶接時における溶接開始アークを発生させるためのタップピース

【課題】アーク溶接時における溶接開始のためのアークを発生させ、溶接部位の開始部分に付着して使用されるタップピースを提供する。
【解決手段】非伝導性材質からなるボディー41と、ボディーと結合可能な形状を有するが、一側がボディーに結合され、他側を露出させて、アーク溶接時における溶接開始アークを発生させるための伝導性材質からなるアーク発生部43とを備える。
(もっと読む)
T字型完全溶込み溶接構造体の脆性き裂伝播停止性能の品質管理方法
【課題】T継手溶接部に沿って伝播する脆性き裂の伝播を精度良く停止できる品質管理方法を提供する。
【解決手段】溶接構造体は、突合せ溶接継手によって接合された鋼板Aと、前記突合せ溶接継手と交差するように完全溶込み溶接で接合された鋼板Bと、からなり、前記鋼板Aの突合せ溶接継手における下端部近傍はCO2溶接部を形成している。本発明の品質管理方法は、前記鋼板Aの表面に生じる延性破壊領域および脆性破壊を生じない領域を有する解析モデルに基づき、前記CO2溶接部の表層部の脆性破面遷移温度、CO2溶接長、及び前記鋼板Bの脆性き裂伝播停止性能の関係式を求める第1の工程と、前記関係式に基づき、溶接構造体の脆性き裂伝播停止に有用な、前記脆性破面遷移温度等の範囲を決定する第2の工程と、を含んでいる。
(もっと読む)
エレクトロガスアーク溶接方法
【課題】開先の開先深さ方向の全幅の範囲でアークを発生させることができるために、開先の開先深さ方向の全幅の範囲にわたって溶接ワイヤの充分な溶け込みを確保することができるエレクトロガスアーク溶接方法を提供する。
【解決手段】被溶接材である鋼板の突き合わせ継手に開先を形成し、前記開先の一面側に上方に摺動する水冷銅板を当てるとともに他面側に裏当材を当て、前記水冷銅板、裏当材及び被溶接材で囲まれた開先内で溶接トーチから送給された溶接ワイヤをアークによって溶融させながら、前記水冷銅板と溶接トーチを同行して上進させることで、前記溶融した溶融ワイヤが下方から順次凝固して溶接継手を形成していくエレクトロガスアーク溶接方法において、前記溶接トーチを前記開先内で前記鋼板の板厚方向に沿って円弧状の往復運動をさせ、前記開先内手前及び奥の両端部においても、溶接ワイヤのアークによる溶融を行うことができるようにした。
(もっと読む)
厚鋼板の溶接構造体
【課題】大入熱突合せ溶接された、板厚が50mmを超える厚鋼板からなる厚鋼板の溶接構造体に発生して進展する脆性亀裂を、確実に停止させることができ、十分な疲労強度を有し、しかも作業性、経済性に優れた厚鋼板の溶接構造体を提供する。
【解決手段】何れも板厚が50mmを超える厚鋼板から構成され厚鋼板の溶接構造体WSの第1厚鋼板1の突合せ溶接部1cの端部が交差する第2厚鋼板2の平面であって、かつこの第2厚鋼板2の第1厚鋼板1の板厚の外側の少なくとも一方側に、長手方向が第1厚鋼板1の平面に沿い、かつ第2厚鋼板2を貫通する長穴4を設ける。
(もっと読む)
厚鋼板の突合せ溶接継ぎ手
【課題】大入熱突合せ溶接された、50mmを超える板厚の50mm厚鋼板の突合せ溶接継ぎ手の突合せ溶接部で発生して進展する脆性亀裂を、この突合せ溶接部付近で確実に停止させることができ、十分な疲労強度を有し、しかも作業性、経済性に優れた厚鋼板の突合せ溶接継ぎ手を提供する。
【解決手段】厚鋼板の突合せ溶接継ぎ手WSの突合せ溶接部3の長手方向の途中に溶接不連続部4を形成すると共に、この溶接不連続部4の形成位置に、第1厚鋼板1と第2厚鋼板2との表裏面のそれぞれに当接し、中央部にボルト挿通穴が設けられてなる一対の添接部材5を、ボルト挿通穴に共通ししたボルト6、およびこのボルト6のネジ部6aに螺着したナット7により固定する。
(もっと読む)
耐脆性破壊亀裂伝播停止特性に優れたT型溶接継手構造
【課題】万が一大入熱溶接部で脆性破壊が発生した場合においても、確実に脆性亀裂の伝播を妨げることのできる耐脆性破壊亀裂伝播停止特性に優れたT型溶接継手構造を提供する。
【解決手段】本発明のT型溶接継手構造、高強度鋼板を突き合わせ溶接した垂直部材と、高強度鋼板を突き合わせ溶接した水平部材を溶接によって接合してなるT型溶接継手構造において、前記垂直部材と水平部材の溶接線を一致させない構造とし、且つ前記水平部材を構成する高強度鋼板は、下記(1)および(2)の特性を満足するものである。
(1)アレスト特性を示すKca値が、−10℃で7000N/mm3/2以上である、
(2)板厚方向1/2部の−100℃での平均吸収エネルギー値が70J以上である。
(もっと読む)
鉄骨ボックス柱の製造方法及び製造装置
【課題】角筒状に突き合わせたボックス部材を垂直に保持して、四隅の突き合わせ部を、それぞれ下方から上方へ移動する4個の溶接装置により溶接するボックス柱の製造に際し、それぞれの溶接装置が、他の溶接装置からの拘束力を受けることなく適正、かつ、円滑に所定の位置を上昇できるようにする。
【解決手段】ボックス部材の四隅の突き合わせ部に配置される溶接装置2を、電磁石10によるフランジ鋼板3との間の非吸着状態による一体性と、台車7の側面に設けたサイド車輪13をフランジ鋼板3の端縁に係合させることにより、それぞれ独立してフランジ鋼板3の所定位置で上昇できるように装着する。
(もっと読む)
エレクトロガスアーク溶接方法
【課題】溶接単位長さ当りの入熱を従来よりも低減し、かつ従来以上の安定した溶接速度を可能にするエレクトロガスアーク溶接方法を提供する。
【解決手段】板厚が45mm以上、75mm以下の2枚の鋼板を対向し、これらを1本の溶接ワイヤで1パス立向突合せ溶接する1電極エレクトロガスアーク溶接方法において、溶接ワイヤ径を2mm未満、溶接ワイヤの突出し長さを70mm以上とし、また開先体積当りの入熱が16〜27kJ/cm3を満足することを特徴とするエレクトロガスアーク溶接方法。
(もっと読む)
耐脆性き裂発生特性に優れた大入熱溶接継手
【課題】大入熱溶接により作製される溶接構造体の溶接部にスリット状の未溶着が存在する場合でも、耐脆性き裂発生特性が高い溶接継手を提供する。
【解決手段】溶接構造体を形成する溶接継手において、JIS Z 2244に準拠して測定した溶接金属の硬さHV(WM)、溶接熱影響部の硬さHV(HAZ)、母材の硬さHV(BM)が次式の関係を満足することを特徴とする耐脆性き裂発生特性に優れた溶接継手。
HV(WM)+HV(BM)−2・HV(HAZ)<90、かつ
HV(WM)≧0.9・HV(BM)
(もっと読む)
エレクトロガスアーク溶接方法
【課題】板厚50mm以上の厚肉鋼板の溶接に好適なエレクトロガスアーク溶接方法を提供する。
【解決手段】溶着量増加用のホットワイヤを溶融池に直接供給する。溶接装置は、溶接電源と溶接ワイヤ送給装置、電極トーチ、および溶接ワイヤで構成され、溶接電源の片極が電極トーチに、他極は被溶接部材に接続されている。溶着量を増大させるためのホットワイヤ供給機構として、通電加熱電源、ホットワイヤ送給装置、通電トーチ、およびホットワイヤからなる構成が溶接装置と独立して配置されている。アークを発生させ、溶融池を形成せしめる溶接ワイヤと被溶接部材の開先面の間に、ホットワイヤ送給装置、通電トーチを通して供給されるホットワイヤを送給するように配置する。
(もっと読む)
角筒コラムのエレクトロガス溶接用バッキング材と、それを使用した角筒コラムのエレクトロガス溶接方法
【課題】 角筒体をコラム材として使用して仕口部材をエレクトロガス溶接により製作する際に使用するバッキング材と、それを使用した溶接方法を提供する。
【解決手段】 断面を矩形に形成した単位小片7を複数並置して構成した直線部被覆小片群9と断面を台形に形成した単位小片8を複数並置して構成したコーナー部被覆小片群10とを所定の間隔を隔てて交互に配置し、この直線部分被覆小片群9とコーナー部被覆小片群10の裏面側を可撓性を有する金属テープ11で連結接続してバッキング材6をクローラ式に構成した。
(もっと読む)
耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法および船舶用溶接構造体
【課題】70mm以上の板厚の鋼板であっても、万一、溶接継手に脆性き裂が発生した場合に、溶接部にて脆性き裂の伝播を防止して船舶用溶接構造体の破断を防止できる船舶用溶接構造体の溶接方法および船舶用溶接構造体を提供する。
【解決手段】溶接継手に発生した脆性き裂の伝播を妨げる耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法であって、
前記船舶の垂直部材の溶接継手と水平部材の溶接継手が交差する領域の一部あるいは全部の領域、および/または前記船舶の突合せ溶接継手に対し、当該領域の一部をガウジング、あるいは機械加工により除去した後、当該部分に破壊靭性の優れた溶接材料で補修溶接を実施することを特徴とする耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法および船舶用溶接構造体。
(もっと読む)
1 - 13 / 13
[ Back to top ]