
Fターム[4E081DA02]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 開先形状、寸法 (88) | 狭開先 (26)
Fターム[4E081DA02]に分類される特許
1 - 20 / 26
ガスシールドアーク溶接方法及び装置
【課題】狭い開先内でも、開先端部での溶け込みを確保した良好な溶接を無理なく行えるようにする。
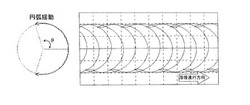
【解決手段】溶接トーチ20を揺動させながらガスシールドアーク溶接を行うに際して、溶接トーチ20の溶接ワイヤ24送給方向に垂直な平面において、溶接トーチ20先端を、180度超360度未満の旋回角度で、溶接進行方向の前方点を基準に反転円弧揺動させると共に、溶接トーチ20先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動条件を設定する。
(もっと読む)
鋼材の突合わせ溶接方法

【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
溶接装置
【課題】溶接トーチによる溶接金属の狙い位置を固定することができ、溶接欠陥が生じることを防止し、さらにノズルの冷却を行って溶接金属がノズルの内部に付着することを確実に防止することができる溶接装置及びこれを用いた溶接方法を提供する。
【解決手段】2枚の被溶接板8を開先溶接する溶接装置において、前記開先9に沿ってスライド可能な裏当材3であって、前記開先9をまたいで前記2枚の被溶接板8と接する基板6と、該基板6の一端から前記開先9内に突出する突出部7とを有する、裏当材3と、前記基板6上方の前記開先9内に溶接金属を供給する溶接トーチ2とを備え、前記溶接トーチ2は、前記突出部7を通過するノズル5とを有する。
(もっと読む)
溶接方法および溶接装置
【課題】部材間に隙間が大きい場合や部材間の段差が大きい場合であっても、両部材を好適に溶接することができる溶接方法を提供する。
【解決手段】第一の部材P1と第二の部材P2の端面同士を溶接する溶接方法であって、端面同士を互いに一定距離離間させて配置させる位置決め工程と、端面同士を溶接ワイヤWにより溶接する溶接工程と、を備え、溶接工程では、溶接ワイヤを軸線C3方向の先端側に送り出す送り出し工程と、溶接ワイヤが第一の部材および第二の部材の少なくとも一方に接触した短絡位置と、溶接ワイヤが第一の部材および第二の部材から離間した離間位置と、の間を往復するように溶接ワイヤを移動させる距離調節移動工程と、短絡位置と離間位置とを結ぶ方向に交差する交差方向Zに溶接ワイヤを往復移動させる交差移動工程と、第一の部材および第二の部材と溶接ワイヤとの間に電圧を印加する給電工程と、をそれぞれ同時に行う。
(もっと読む)
横向溶接法及びそのための接合構造
【課題】横向溶接法及びそれに適した接合構造を提供する。
【解決手段】 2つの部品間に溶接接合部を形成する方法であって、本方法は、第1の部品(100)と第2の部品(200)を整列させて、第1の部品(100)と第2の部品(200)の間に、第1の部品(100)の突出部(122)と第2の部品(200)の陥凹部(222)とを含む接合部(300)であって、突出部(122)と陥凹部(222)とが相補的な形状を有する接合部(300)を形成するステップと、各々の主軸線(140,240)が縦向きに配向されるように第1の部品(100)と第2の部品(200)を配向するステップと、接合部(300)に沿って位置した略横向配向根元開口部(310)で第1の部品(100)と第2の部品(200)を溶接するステップ(730)とを含む。
(もっと読む)
立向姿勢溶接装置
【課題】生産効率の向上を実現し、高張力鋼板の突合せ溶接にも適用可能としたうえで、溶接金属に酸化やブローホールなどの欠陥を生じさせることなく立向姿勢での突き合わせアーク溶接を行い得る立向姿勢溶接装置を提供する。
【解決手段】立向姿勢にある一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先Wb内に溶接ワイヤ2を送出する溶接トーチ3と、I形開先Wbに沿って溶接トーチ3を移動させる台車5,スライドユニット6と、これらにより溶接トーチ3を上下動させると共にワイヤ送出量を制御することで、溶接トーチ3から送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で往復動させて、溶接金属2Aを順次積層させる制御手段20と、I形開先Wbの外側からI形開先Wb内にシールドガスを供給するノズル8と、溶接トーチ3に装着されて溶接トーチ3から積層した溶接金属2AまでのI形開先Wbを覆うガス受け10を備えた。
(もっと読む)
鋼管杭の現場溶接用防風設備及び該防風設備を用いた鋼管杭の現場溶接方法
【課題】鋼管杭の現場溶接において、防風対策を確実に行なうことができると共に取り扱いが容易な鋼管杭の現場溶接用防風設備及び該防風設備を用いた現場溶接方法を提供する。
【解決手段】本発明に係る鋼管杭の現場溶接用防風設備1は、鋼管杭3の周囲をその全周あるいは一部を囲むように配置可能な棒状のリング部材5と、リング部材5を支持する複数の柱部材7とを備えた自立可能な骨組材9と、上端部がリング部材5に支持されて骨組材9の周囲を覆う防風シート11とを備えてなることを特徴とするものである。
(もっと読む)
立向姿勢溶接装置
【課題】I形開先内における溶接アークの詳細な観察を行うことが可能な立向姿勢溶接装置を提供する。
【解決手段】立向姿勢にある一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先内に溶接ワイヤ2を送出する溶接トーチ3と、I形開先Wbに沿って溶接トーチ3を移動させる台車5,スライドユニット6と、これらにより溶接トーチ3を上下動させると共にワイヤ送出量を制御することで、溶接トーチ3から送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で往復動させて、溶接金属2Aを順次積層させる制御手段20と、I形開先Wb内において台車5とともに移動するミラー10と、台車5とともに移動してミラー10を介してI形開先Wb内の溶接ワイヤ2の先端部分2aを撮影するCCDカメラ11と、CCDカメラ11で撮影した溶接ワイヤ2の先端部分2aを再生可能に映し出すモニタ12を備えた。
(もっと読む)
回転サブマージアーク溶接方法
【課題】サブマージアーク溶接におけるビード形状や溶け込みの制御を可能として、アンダカットを防止しつつ、大脚長を得ることを可能とし、条件裕度を高め、ビード外観を向上する。
【解決手段】粒状フラックス20下で溶接ワイヤ22と母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してサブマージアーク溶接を行う際に、溶接ワイヤ先端を前進方向に向かって時計方向又は反時計方向に回転させることにより、母材間に形成される溶接ビード28を、前進方向に対する溶接ワイヤ回転方向と逆方向に偏向させる。
(もっと読む)
嵌込み溶接方法
【課題】クランプ治具を用いることなく、又全周溶接による多層溶接を可能とした嵌込み溶接方法を提供し、作業性を向上すると共に溶接品質の向上を図る。
【解決手段】被溶接体1に孔3を穿設し、該孔に溶接物2を嵌入して全周溶接する嵌込み溶接方法に於いて、前記被溶接体と前記溶接物間に開先8が形成され、前記溶接物は前記開先のルート部が締り嵌め状態となる様に前記孔に嵌入され、前記溶接物が前記孔に拘束された状態で前記開先を多層溶接する。
(もっと読む)
突き合わせガスシールドアーク溶接継手および方法
【課題】本発明は、海底パイプラインの現地敷設工事などで適用される、鋼管端部どうしの突き合わせガスシールドアーク溶接のルートパス溶接において、鋼管のグレード(材質)によらず、溶接速度を現状以上の1.5m/min以上で行っても高温割れを発生させず、かつ上向き姿勢で平滑な溶接ビードとなり、安定した溶接品質となるような溶接方法および溶接装置を提供することを目的とする。
【解決手段】鋼管どうしの突合せガスシールドアーク溶接のルートパス溶接において、突き合わせ部の開先部分の開先角度を3度以上5度以下、ルートフェイスを1.0mm以上1.5mm以下、開先ルート部の幅を3.5mm以上4.7mm以下としたU字開先形状とし、溶接後の裏波ビード幅が4.5mm以上となり、溶接ビードの断面形状における溶接ビードの全高さに対する裏波側からのデンドライト組織の高さの比が0.5以上とする。
(もっと読む)
厚板の鋼板や鋼管の狭開先溶接方法
【課題】開先加工に従来のガス切断やプラズマ切断を使い、機械加工を必要とせず、厚板の鋼板や鋼管においても狭開先溶接施工を可能にする溶接技術を提供すること。
【解決手段】被溶接物である2枚の鋼板又は鋼管の狭開先溶接において、ガス切断又はプラズマ切断で開先加工する工程と、継手部に矩形状インサートをはさみ仮付溶接を行い継手部を構成する工程と、開先内の矩形状インサート開先内表面に深溶け込み活性剤を塗布した工程と、継手部をアーク溶接する工程からなる。
(もっと読む)
狭開先溶接方法及び狭開先溶接装置
【課題】立向き溶接等に適用されて反復オシレートを行う狭開先ガスシールドアーク溶接において、円弧状運動によるスパッタや融合不良を防止または抑制する。
【解決手段】狭開先の幅方向中心位置を起点に一方の開先端部近傍まで上向きにオシレートする上進第1工程Paと、一方の開先端部近傍で所定時間だけオシレートを停止する上昇第1工程Pbと、一方の開先端部近傍を起点に狭開先の幅方向中心位置まで下向きにオシレートする下進第1工程Pcと、狭開先の幅方向中心位置を起点に他方の開先端部近傍まで上向きにオシレートする上進第2工程Pdと、他方の開先端部近傍で所定時間だけオシレートを停止する上昇第2工程Peと、他方の開先端部近傍を起点に狭開先の幅方向中心位置まで下向きにオシレートする下進第2工程Pfとで1サイクルとされ、オシレートの速度は、鉛直方向下向きのオシレート速度が鉛直方向上向きのオシレート速度より増速される。
(もっと読む)
ガスシールドアーク溶接方法
【課題】先行電極をストリンガ運棒とし、後行電極を高速回転または高速揺動とすることによって、狭開先継手に対して高温割れおよび開先ルート部の溶込み不足を生じることなく完全溶込みの溶接が可能となり、かつアークセンサによる倣い制御を可能とするガスシールドアーク溶接方法を提供する。
【解決手段】溶接進行方向の前後に所定間隔で配置された先行電極11と後行電極12とにより1つの溶融池15を形成しながら狭開先継手の初層溶接を行うガスシールドアーク溶接方法であって、前記先行電極は、トーチ運棒をストリンガ運棒とするとともに、狙い位置を開先ルートとし、前記後行電極は、トーチ運棒を高速回転または高速揺動とするとともに、前記先行電極および前記後行電極のアークセンサ信号により溶接線倣い制御を行う。
(もっと読む)
格子状構造物の溶接装置
【課題】人の手溶接による施工が不可能である溶接を自動溶接により可能とし、特に長尺で狭隘な格子の内側を、遠隔で自動制御により、確実かつ高精度で、しかも安全に自動隅肉溶接することができるようにする。
【解決手段】狭隘かつ長尺な格子状空間を形成した組立体を、前記格子状空間の内側にて隅肉溶接して格子状構造物とする溶接装置であって、前記組立体を外周側から支持するワーク支持装置と、このワーク支持装置に支持された前記組立体の格子状空間内にその長さ方向端部から挿入可能および同方向に沿って進退動作可能なマニプレータと、このこのマニプレータの挿入先端側に設けられた溶接トーチと、この溶接トーチおよび前記マニプレータを遠隔操作する遠隔操作装置とを備える。
(もっと読む)
ガスシールドアーク溶接方法
【課題】厚鋼板を狭開先(すなわち開先角度50°以下)で突合せ溶接する際に安定した溶け込みが得られ、初層の高温割れを防止し、かつ溶接ビードの外観が良好なガスシールドアーク溶接方法を提供する。
【解決手段】溶接トーチをオシレートさせながら溶接を行なうガスシールドアーク溶接方法において、オシレートの溶接線に平行な成分が10〜45mmの範囲内で毎分30〜150回オシレートさせながら開先角度50°以下のガスシールドアーク溶接を行なう。
(もっと読む)
立向姿勢溶接方法
【課題】厚板鋼板であってもコスト増を抑え且つ小入熱化により強度維持を図りながら効率よく高品質な溶接を実現可能な立向姿勢溶接方法を提供する。
【解決手段】立向姿勢の一対の厚板鋼板の端縁間に所定の狭開先ギャップを有したI形開先を形成し、定電圧特性を有するアーク溶接機の溶接トーチから突き出した溶接ワイヤを厚板鋼板の板厚方向に対し斜め上方からI形開先内に挿入する。そして、溶接トーチを上下に揺動させることで該溶接トーチの先端から送出される溶接ワイヤの先端をI形開先内で板厚方向に往復動させるが、この際、溶接電流Iwが目標値となるよう溶接ワイヤの送給速度Vfを可変させつつ溶接ワイヤの溶接トーチからの突き出し量Lを伸長または短縮させ、さらに溶接トーチの揺動方向に応じて溶接ワイヤの送給速度Vfを加減算補正する(実線)。
(もっと読む)
アーク溶接装置
【課題】 ウィービング溶接を精度よく行うことができ、溶接トーチの構造が単純なアーク溶接装置を提供する。
【解決手段】 電極棒19は、トーチ角変位軸線L1に対して傾斜して配置される。トーチ揺動駆動手段24によって、電極棒19の先端部19dは、トーチ角変位軸線まわりに揺動角変位する。電極棒19の先端部19dを揺動させた状態で、ロボット30によって基部21を接合方向Xに移動させることで、ウィービング溶接を行うことができる。電極棒19を揺動させた場合でも、電極棒19とトーチ角変位軸線L1との交点P1は、揺動方向に移動せずに留まる。したがって開先幅が狭くても、溶接トーチ22および電極棒19が被接合物18に接触することを防いでウィービング溶接を精度よく行うことができる。また溶接トーチ22に対して電極棒19を揺動移動させる構成ではないので、構造を簡単化することができる。
(もっと読む)
ステンレス鋼管の多層溶接方法及び多層溶接物
【課題】溶接後のステンレス鋼管の内表面に残留する応力を、簡便な設備かつ簡単な方法で、圧縮応力にすることができるステンレス鋼管の多層溶接方法及び多層溶接物を提供すること。
【解決手段】ステンレス鋼管の端面同士を突き合わせ、円周方向に沿って開先溶接する溶接パスを複数回行い、該端面同士を溶接するステンレス鋼管の多層溶接方法であって、溶接前、前記ステンレス鋼管の端面同士の間に形成する開先を狭開先とし、溶接開始後、前記ステンレス鋼管の肉厚の38%〜45%まで溶接する溶接パスにおいては大入熱溶接を行い、以降の溶接パスにおいては、前記大入熱溶接時よりも低い入熱量で低入熱溶接を行い、多層溶接終了時、前記ステンレス鋼管の内表面の熱影響部に残留する応力を圧縮応力とする。
(もっと読む)
極厚鋼板の溶接方法
【課題】極厚鋼板の溶接を高い作業効率で行なって高品質の極厚鋼板溶接接合材を製造するための溶接方法の提供。
【解決手段】490N/mm2以上の引張り強度を有する極厚鋼板の低入熱高効率溶接方法であって、突き合わせた際に開先部Bとこの開先部に続くテーパー付のナローギャップ部Aとが形成されるようした二つの極厚鋼板部材1,2を直交もしくは並べて配置し、該ナローギャップAの底面には裏当金3を配置し、該ナローギャップ部を底から回転アーク溶接を行なった後、該開先部をサブマージアーク溶接することを特徴とする極厚鋼板の溶接方法。
(もっと読む)
1 - 20 / 26
[ Back to top ]