
Fターム[4E081DA06]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 継手と溶接の種類 (605) | 重ね継手 (84)
Fターム[4E081DA06]に分類される特許
81 - 84 / 84
プラズマ溶接方法

【課題】 複数のワークを安定して良好に接合するプラズマ接合方法を提供する。
【解決手段】 プラズマアークが直接に照射される板状接合部を有し、該板状接合部にプラズマアーク照射方向へ窪む凹部が形成された第1ワークを用意し、前記凹部の底部が第2ワークの板状接合部に所定の位置決め状態で当接するように少なくとも前記第1ワークと第2ワークの板状接合部どうしを重ね合わせ、前記重ね合わせ状態で前記凹部に向かってプラズマアークを照射し、前記凹部内にフィラーを供給して該凹部を埋めることにより、複数のワークをプラズマアークを用いて接合する。
(もっと読む)
アルミニウムアキュームレータの溶接構造および溶接方法ならびに熱交換器

【課題】溶接不良を低減でき、冷凍機油の円滑な流れが可能となるアルミニウムアキュームレータ溶接構造および溶接方法ならびに熱交換器を提供する。
【解決手段】ビーディング加工部3を有したアルミニウムパイプ4と、アルミニウムアキュームレータ5と、ステンレススリーブ8とから構成され、アルミニウムパイプ4の端部にはステンレススリーブ8の端面がアルミニウムパイプ4の端面と一致するように挿入され、アルミニウムパイプ4はビーディング加工部3までアルミニウムアキュームレータ5へ挿入され、アルミニウムパイプ4とアルミニウムアキュームレータ5とステンレススリーブ8を重なり合うつなぎ部12で溶接することにより溶接不良を低減でき、冷凍機油の流れを円滑にできる。
(もっと読む)
ラップ部溶込み継手のガスメタル埋もれアーク溶接
【課題】
【解決手段】連続的又は断続的なラップ部溶込み継手を溶接する方法であって、ガスメタル埋もれアーク(GMBA)溶接工程を用いる。第1部材(22)は、その下にある第2金属部材(24)にGMBA溶接で接合されるもので、電極(26)から第1部材(22)へ金属を沈積させ、第1部材(22)から第2部材(24)まで広がる溶融金属池(10)を生成する。第1部材(22)と第2部材(24)の界面における溶接部の幅が、第1部材と第2部材のうち厚さが薄い方の部材の厚さ以上となるように、溶融池金属を凝固させて溶接部(30)を形成する。アーク(28)の少なくとも一部は第1部材の厚さ部分に埋め込まれ、所望の継手位置の方向に移動させられて、継手が形成される。
(もっと読む)
トランスペアレンシーによって生成される少なくとも1つの溶接コードからなる部品組立手段
本発明は、トランスペアレンシーにより生成され、少なくとも2つの部品2、4を相互に接続するために用いられる、少なくとも1つの溶接コード(106)からなる部品組立手段(101)に関する。溶接コード(106)の各々は、開始端部(114)と終止端部(126)とを有する。本発明によれば、少なくとも1つの溶接コード(106)は、その内部領域に溶接コード(106)の開始端部(114)及び終止端部(126)の少なくとも一方が位置する内部領域(117、125)を画定する少なくとも1つの閉止線(116、124)を定義する。本発明は、自動車のボディーシェルの一部である要素を組み立てるために用いることができる。
図2 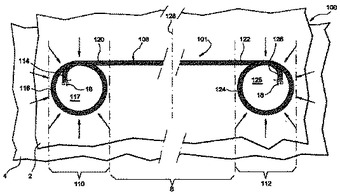 (もっと読む)
(もっと読む)
81 - 84 / 84
[ Back to top ]