
Fターム[4E081DA06]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 継手と溶接の種類 (605) | 重ね継手 (84)
Fターム[4E081DA06]に分類される特許
1 - 20 / 84
アーク溶接方法
【課題】亜鉛メッキ鋼板を溶接する場合、深い溶け込みを実現し、かつ、ピットやブローホールの発生量を抑制することを両立することは困難であった。
【解決手段】2つの電極を溶接進行方向に対して前後方向に並べて溶接を行うアーク溶接方法であって、先行電極に使用するシールドガスと後行電極に使用するシールドガスとは成分が異なっており、先行電極に使用するシールドガスは、後行電極に使用するシールドガスよりも、溶接時に発生する気体がビード内に残留し難いガスであり、先行電極用のチップと母材との間の距離が、後行電極用のチップと母材との間の距離よりも短くなるように、先行電極用のチップと後行電極用のチップを配置し、先行電極から第1のアークを発生して第1の溶融プールを形成し、後行電極から第2のアークを発生して第2の溶融プールを形成して、2電極2溶融プールの溶接を行う。
(もっと読む)
MIG溶接継手構造

【課題】アルミニウム材と鋼材との重ね隅肉部をMIG溶接して得られる継手構造において、その継手部位の健全性を高めて、継手強度を効果的に向上せしめ、また曲げ加工等の加工に際して、継手部位に割れ等の欠陥が惹起されることのない、MIG溶接継手構造を提供すること。
【解決手段】所定のアルミニウム材を、鋼材の上に重ね合わせて、その重ね隅肉部を、所定の溶加材を用いて、MIG溶接して得られる継手構造において、その溶接部位におけるビードと鋼材との接合界面に形成される金属間化合物層の最大厚さを、0.5〜10μmの範囲内とすると共に、ビード止端部位における金属間化合物層の厚さを、0.5〜3.0μmとする。
(もっと読む)
薄肉部材と取付部材との溶接構造
【課題】薄肉部材に薄肉部材よりも熱容量の大きな取付部材のフランジ部を重ねてアーク溶接しても、溶け落ちを防止できる溶接構造を得る。
【解決手段】薄肉部材1に薄肉部材1よりも熱容量の大きな取付部材2のフランジ部6を重ね合わせてアーク溶接により薄肉部材1とフランジ部6の外縁とを隅肉溶接する。その際、フランジ部6の外縁の厚さを薄肉部材1の肉厚に応じて薄くした。また、フランジ部6の外縁の厚さTを薄肉部材の肉厚tの0.5倍から2.0倍の間とした。更に、フランジ部6の外縁に沿って段部6bを形成してフランジ部6の外縁端側に薄肉部6aを設けフランジ部6の外縁の厚さを薄くした。
(もっと読む)
疲労特性に優れた重ねすみ肉アーク溶接継手およびその製造方法
【課題】 鋼板の重ね隅肉アーク溶接継手に負荷が作用した際に、溶接開始点の止端部から発生する疲労破壊及び溶接終了点のルート部から発生する疲労破壊の一方または双方を抑制した疲労特性に優れた重ね隅肉アーク溶接継手およびその製造方法を提供すること。
【解決手段】 2枚の鋼板の一部を重ね合わせて、上板鋼板と下板鋼板の隅を溶接して隅肉アーク溶接ビードを形成した重ね隅肉アーク溶接継手において、隅肉アーク溶接ビードの溶接終了点となる上板鋼板側に、上板鋼板と下板鋼板とを点溶接した溶接終了点側上板付加ビードを設け、かつ、前記隅肉アーク溶接ビードの溶接開始点止端部と一部重なり合う溶接開始点側下板付加ビードを下板鋼板に設けたことを特徴とする疲労特性に優れた重ね隅肉アーク溶接継手。
(もっと読む)
異種金属接合方法
【課題】アルミニウム合金材と鋼材の接合を、鋼材同士の接合等に最も広く採用されているTIG溶接により行え、しかも、良好なビード外観と必要な継手強度を得ることができる異種金属接合方法を提供する。
【解決手段】タングステン電極5を、鋼材2側に35°以上60°未満傾けると共に、タングステン電極5の先端部を、アルミニウム合金材1の表面から2.0mm以上4.5mm未満垂直に離れた位置に配置し、タングステン電極5の中心軸の延長線がアルミニウム合金材1の表面と交わる位置を、アルミニウム合金材1の端縁から1.0mm以上3.0mm未満アルミニウム合金材1側の範囲とし、アーク7を照射してアルミニウム合金材1と鋼材2をすみ肉溶接する。
(もっと読む)
異種金属接合方法
【課題】アルミニウム合金材と鋼材との異種金属接合を、鋼材同士の接合等に最も広く採用されているTIG溶接により行うことができ、しかも、良好なビード外観と必要な継手強度を得ることができる異種金属接合方法を提供する。
【解決手段】タングステン電極5をアルミニウム合金材1側に5°超35°未満傾けた状態で、タングステン電極5の先端部を、アルミニウム合金材1の端縁から0mm以上3.5mm未満アルミニウム合金材1側の範囲の位置で、且つ、アルミニウム合金材1の表面位置から、2.0mm以上4.5mm未満垂直に離れた位置に配置して、アルミニウム合金材1と鋼材2をすみ肉溶接する。
(もっと読む)
第1の長尺部材と第2の長尺部材の接合部材及び長尺部材間の接合方法
【課題】位置合わせのためのエッジ部等の構造を設ける必要がなく、且つ溶接不良の低減及び歩留まり向上が可能な接合構造及び接合方法を提供する。
【解決手段】U状断面の下部板部材5の一方の下部側板部7の外面7aと、U状断面の上部板部材10の他方の上部側板部13の内面13aとを近接または接触させ、他方の下部側板部8の内面8aと一方の上部側板部12の外面12aとを近接又は接近させた重なり状態にする。続いて、下部板部材5の下部底板部6に形成した第1挿通孔9から位置決め用治具15を挿入し上部板部材10の上部底板部11に形成した第2挿通孔14に位置決め用治具15の先端部18を挿入した組付状態とする。この組付状態で、一方の下部側板部7の外面7aと他方の上部側板部13の端面13bとを溶接し、一方の上部側板部12の外面12aと他方の第1側板部8の端面8bとを溶接する。
(もっと読む)
鉄道車両用電気品収容用の筐体構造を構成する薄板及びこれを用いた鉄道車両用電気品収容用の筐体、鉄道車両用電気機器
【課題】溶接スパンと溶接ピッチに対するケガキ作業を行うことなく、各溶接箇所の箇所と長さを簡単に把握できるようにするとともに、断続的に突出する溶接ビードの発生を防止して、十分な溶接強度の確保と鉄道車両用筐体構造の品位向上を可能にする。
【解決手段】一方の薄板の端部を折り曲げることにより形成した立ち上がり部と他方の薄板の表面とを、互いに対向して接触するよう位置決めし、この立ち上がり部の端面に沿って、断続的な隅肉溶接により接合を行うことにより、鉄道車両用電気品を収容する筐体構造を構成する薄板において、立ち上がり部の端面に、断続的な隅肉溶接を行う箇所に対応して、ビードを内部に収容する切り欠き部を形成した。
(もっと読む)
亜鉛系めっき鋼板の重ね継手アークスポット溶接方法
【課題】 亜鉛系めっき鋼板の重ね継手アークスポット溶接において、ピットやブローホールおよびビード止端部の切り欠き欠陥の発生を抑制することが可能な亜鉛系めっき鋼板の重ね継手アークスポット溶接方法を提供する。
【解決手段】 亜鉛系めっき鋼板の重ね継手のアークスポット溶接方法において、下部鋼板1に厚み方向に重ね合せた、一方向xに延びる溶接対象端部に該一方向と直交する方向yに突出する突出部3が所定ピッチで形成された上部鋼板2の、該突出部3をアークスポット溶接することを特徴とする。前記アークスポット溶接は非消耗電極を用いる。
(もっと読む)
溶接方法
【課題】本発明は、溶接作業時におけるスペース効率が向上すると共に、溶接作業の効率が向上する溶接方法を提供する。
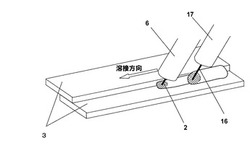
【解決手段】溶接方法であって、主吸引口15を有する吸着治具12に、主貫通孔19が形成された少なくとも一つの有孔被溶接物17を、主吸引口15と主貫通孔19とを対応させた姿勢で載置する工程と、有孔被溶接物17に更に閉塞被溶接物18を重ねて主吸引口15及び主貫通孔19を塞ぐ工程と、有孔被溶接物17に重ねられた閉塞被溶接物18を主吸引口15によって吸着した状態で、有孔被溶接物17と閉塞被溶接物18とを溶接する工程と、を実行する。
(もっと読む)
オーステナイト系ステンレス鋼及びオーステナイト系ステンレス鋼溶接方法
【課題】再熱割れを防止可能で、かつ安価に製作可能な粗粒組織からなるオーステナイト系ステンレス鋼を提供する。
【解決手段】本発明に係るステンレス管は、ニオブ又はチタンを含むステンレス鋼から形成されている。このステンレス鋼のビッカーズ硬度は200以下である。ニオブを含むステンレス管は、オーステナイト結晶粒度番号で1以上7未満の粗粒組織から構成されている。また、チタンを含むステンレス管は、オーステナイト結晶粒度番号で3以上6未満の粗粒組織から構成されている。このように形成されたニオブ又はチタンを含むステンレス管は、500℃以上800℃以下の温度範囲で長期間にわたって使用しても、溶接部の近傍に再熱割れを生じることはない。
(もっと読む)
溶接ロボットシステム
【課題】溶接部位検出器を使用せずにギャップ長GLを算出する溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、第1上部電極位置算出回路LC1が、スポット溶接を行うために上部電極1aを母材Wに接触させたときに第1上部電極位置を算出する。電流指令値生成回路ICが加圧力設定値に基づいてサーボモータMを駆動し、上部電極1aが加圧して上部板が下部板に接触したときに、第2上部電極位置算出回路LC2が、第2上部電極位置を算出する。ギャップ長算出回路GCが、第1上部電極位置と第2上部電極位置とからギャップ長GLを算出し、スポット溶接電源SPSが電力を供給する。これらを有するスポット溶接ロボットSRと、スポット溶接を行った位置のギャップ長GLを入力して、溶接条件を変更してアーク溶接を行うアーク溶接ロボットARとを備える。
(もっと読む)
差込溶接式管継手用構造材
【課題】 溶接入熱の少しのバラつきでも、十分な溶込みが得られる差込溶接式管継手を提供する。
【解決手段】 差込口に配管が差し込まれ、すみ肉溶接される差込溶接式管継手用構造材であって、差込口の端面の内径側周囲に、すみ肉溶接時の溶接入熱で溶融する微小突起部を備え、当該微小突起部の先端部の内径側周囲には、差込口に配管が差し込まれた場合に配管の表面と離隔する離隔部が備わることを特徴とする。
(もっと読む)
円周溶接工法および円周溶接構造並びに密閉型圧縮機
【課題】融合不良部を円周溶接の内部に含まないようにし、疲労寿命の向上を得ることができる円周溶接工法を提供することにある。
【解決手段】第1管体10の端部に第2管体20が挿入され、円周方向に溶接開先に相当する円周方向隅部31が形成された状態において、円周方向隅部31から所定の距離だけ離れた第2管体20の外面21上の位置Aにおいて、溶接を開始し、円周方向Rに向かいながらで徐々に円周方向隅部31に近づく方向に溶接して予熱溶接ビード32を形成する工程と、予熱溶接ビード32が円周方向隅部31に到達した位置Bからは、円周方向Rに向かって溶接して円周溶接ビード33を形成する工程と、円周溶接ビード33が位置Bを通過して位置Cに到達したところで、溶接を終了し、溶接ラップ部34を形成する工程と、を有している。
(もっと読む)
自動溶接システムおよび自動溶接方法
【課題】作業時間の短縮を図るとともに、溶接品質を維持することのできる自動溶接システムを提供する。
【解決手段】予め、開先形状等に係る情報等に基づいて、各層毎のトーチ基準位置や基準供給電力等を演算する。溶接対象ワーク1を回転テーブル11に載置する。回転テーブル11を一回転させ、位置検出センサ18により距離R0(θ)を検出し、距離R1(θ),距離R2(θ)を演算する。位置検出終了後、溶接トーチ21,31を配置する。回転テーブル11を回転させ、R1,R2に基づいた径方向位置制御および溶接ビード断面均一維持制御をおこないながら溶接する。回転テーブル11が一回転すると、1層目の溶接が完了し、2層目の溶接を開始する。このように複数層の溶接を繰り返して開先深さまで埋まることにより、第1溶接位置において内輪2と静翼リング3とを接合し、同時に、第2溶接位置において静翼リング3と外輪4とを接合する。
(もっと読む)
溶接ロボットシステム
【課題】非接触式センサの溶接部位検出器を使用せずにギャップ長を算出することができる溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、スポット溶接ロボットSRの上部電極基準位置算出回路4が、スポット溶接を行う前に上部電極1aを下部電極1bに接触させたときの上部電極基準位置を算出し、ギャップ長検出時上部電極位置算出回路5が、下部電極1bの上に母材Wを置いてスポット溶接を行うときに、上部電極1aを母材Wに接触させたときのギャップ長検出時上部電極位置を算出し、ギャップ長算出回路10が板厚と上部電極基準位置とギャップ長検出時上部電極位置とからギャップ長GLを算出し、スポット溶接を行う。アーク溶接ロボットARがギャップ長GLに対応して溶接条件を変更してアーク溶接を行う。仮付けと同時にギャップ長GLを算出することができる。
(もっと読む)
差込溶接式管継手用構造材
【課題】 コーナ部の溶込み不足が発生し難いソケット溶接継手を提供する。
【解決手段】 略中空円筒状の差込口に配管が差し込まれ、溶接用のトーチの先端が、差込口の端面と配管の外面とがなすコーナ部へ向けて進入してすみ肉溶接される差込溶接式管継手用構造材であって、差込口の内径側の角部は、面取りされていない。
(もっと読む)
重ね継手用の板状部材
【課題】 コーナ部の溶込み不足が発生し難い重ね継手用の板状部材を提供する。
【解決手段】 2つの板状部材の端部を重ねて、溶接用のトーチの先端が、一方の板状部材の端面と他方の板状部材の側面とがなすコーナ部へ向けて進入してすみ肉溶接される重ね継手に用いられる板状部材であって、溶接される板状部材の端面は傾斜面であることを特徴とする重ね継手用の板状部材。
(もっと読む)
鋼板の隅肉アーク溶接方法
【課題】本発明は、鋼板の重ね隅肉溶接継手において、ルート部起因の疲労破壊強度を高めることを課題とし、それを解決し得る溶接方法、およびその成果としての溶接継手を提供することを目的とする。
【解決手段】上板と下板を重ね合わせ、当該重ね合わせ部分が溶接金属に溶け込むように溶接し、上板端面と下板の上板側表面が溶接金属を介して接続され、また下板端面と上板の下板側表面も前記溶接金属を介して接続される鋼板の重ね隅肉溶接方法であって、上板と下板の重ね合わせ部の鋼板長手方向の長さである重ね代(重ね合わせ長さ)が以下の式を満足することにより得られる。
−0.26×t12+2×t1−2.4 ≦ 重ね代 ≦ 0.1×t13−1.1×t12+4.3×t1−2.7
ここでt1:上板の板厚
(もっと読む)
異材接合方法
【課題】アルミニウム合金材と鋼材との異材接合にTIG溶接を適用するに際して、「湯別れ」を防止して、高い接合強度を有する異材溶接継手(異材接合部)が得られる異材接合方法を提供することにある。
【解決手段】アルミニウム合金材11と鋼材12とをTIG溶接にて異材接合するに際し、先端部が電極中心軸6に対して斜め切りされた先端面2を有するタングステン電極1を用い、このタングステン電極の前記先端面2の側をアルミニウム合金材11側に向かわせるとともに、その先端2aが鋼材側に尖るように、アルミニウム合金材11の上方側から溶接線に向かわせ、このタングステン電極先端2aからのアーク3が鋼材12側に指向するようにする。
(もっと読む)
1 - 20 / 84
[ Back to top ]