
Fターム[4E081DA13]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 継手と溶接の種類 (605) | プラグ、スロット溶接 (11)
Fターム[4E081DA13]に分類される特許
1 - 11 / 11
溶接方法及び溶接装置
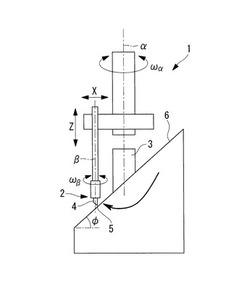
【課題】本発明は、溶接の終始端部ができるだけ少なくなるよう、少ない分割数で管台を原子炉容器の傾斜面に取り付ける溶接方法を提供することを目的とする。
【解決手段】水平方向に対して傾斜した傾斜面6を備えた容器の該傾斜面6に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材3と、の接合部を溶接する溶接方法であって、先端が一方向に傾斜し、且つ、先端の突先部5が周上にある電極4を備える溶接トーチ2を、突先部5を含む母線が傾斜面側に向くよう鉛直配置し、突先部5を含む母線が傾斜面側に向いた状態を維持しながら、管状部材3の円周に沿って傾斜上側から傾斜下側に向けて溶接ビードを形成する溶接方法。
(もっと読む)
溶接装置および溶接方法

【課題】施工にかかる手間を削減して、円筒部材を金属板上に迅速かつ簡易に溶接することが可能な溶接装置および溶接方法を提供することを目的とする。
【解決手段】本発明に係る溶接装置1は、ラッシングポット32を甲板30上に溶接する溶接装置1であって、ラッシングポット32の端部を甲板30に溶接するトーチ40と、ラッシングポット32の外周面に当接する当接部4と、トーチ40と当接部4とが設置される本体部2と、本体部2に設けられ、当接部4が常にラッシングポット32の外周面に当接するように、本体部2をラッシングポット32の外周面に沿って回転させるタイヤ3とを備える。
(もっと読む)
溶接構造
【課題】薄肉部材に薄肉部材よりも熱容量の大きな取付部材を重ねてアーク溶接しても、溶け落ちを防止できる溶接構造を得る。
【解決手段】薄肉部材1に薄肉部材1よりも熱容量の大きな取付部材2を重ね合わせてアーク溶接する。その際、薄肉部材1と取付部材2との間に、重ね合わせの面積よりも大きな板状部材4を介装すると共に、板状部材4には溶接の開始点と終了点とを板状部材4上に残して溶接箇所に応じたスリット10,12を形成する。そして、取付部材2と板状部材4とを溶接すると共に、同時にスリット10,12を介して薄肉部材1と板状部材4とを溶接する。スリット10,12は薄肉部材1と取付部材2との溶接箇所に沿って形成した。
(もっと読む)
金属部品の補修方法及び補修された金属部品
【課題】冷却孔近傍の肉盛溶接補修を行う場合でも、溶接割れを低減可能な金属部品の補修方法及び補修された金属部品を提供する。
【解決手段】高温に曝されると共に冷却のための冷却孔15を有する動翼11において、冷却孔15に近接して発生した亀裂と共に冷却孔15の一部を表面側から開先加工し、開先加工後、共金系材料のワイヤ22を用いて、冷却孔15を孔埋め加工し、孔埋め加工した部分をスムージング加工し、開先加工した部分及びスムージング加工した部分に肉盛溶接を行って、肉盛部25を形成し、ワイヤ22及び肉盛部25に当初の冷却孔15を再加工して、動翼11を肉盛溶接により補修する。
(もっと読む)
鋼製部材へのライニングプレートの固定構造
【課題】鋼製容器等の塔槽類などを構成する鋼板等の鋼製部材に直接溶融溶接できないチタン等からなるライニングプレートを密封状態で固定することができる鋼製部材へのライニングプレートの固定構造を提供する。
【解決手段】胴板1上に金属からなるライニングプレート5を固定する固定構造であって、胴板1上に配置されたライニングプレート5に開口部6が設けられ、この開口部6に鋼製の孔付きの座金7が胴板1にライニングプレート5を押え付けるように嵌合され、この座金7の貫通孔71の内周面と胴板1の表面とが溶接されることにより、胴板1にライニングプレート5が固定され、ライニングプレート5上にこのライニングプレート5と同じ金属からなる蓋部材8が座金7を覆うように配置され、この蓋部材8の外周縁部とライニングプレート5の表面とがシール溶接されている。
(もっと読む)
鋼板の溶接方法
【課題】貫通孔全体の孔径を大きくすることなく、溶接部をねらい易く、且つ溶接欠陥の発生を確実に防止することを可能にした鋼板の溶接方法を提供する。
【解決手段】 本発明に係る鋼板の溶接方法は、重ねられた第1鋼板1と第2鋼板2のうち、第1鋼板1に貫通孔3を形成し、貫通孔3に溶加材5を挿入し溶融してこれらの鋼板を接合する鋼板の溶接方法である。第1鋼板1は、溶加材5の挿入側に配置される第1主面1aと、第2鋼板2と接触する第2主面1bとを備える。貫通孔3は、第1主面1aに位置する第1開口3a、及び第2主面1bに位置する第2開口3bを有する。貫通孔3の孔径は、第2開口3bから第1開口3aに向かって漸次広がっている。
(もっと読む)
管状体の製造方法及び管状体
【課題】製造過程での部材の変形がなく、加工時間の短縮が図れ、また、管軸方向の位置によって管径が異なるレジューサ(異径管)や絞り管等の様々な管状体に対応することができる管状体の製造方法及びその製造方法によって製造される管状体を提供する。
【解決手段】管状体本体21を断面円形状に形成し、間仕切り部材31を、管状体本体21とほぼ同じ長さで、管状体本体21の内径に応じた幅の板状体に形成する。次に、管状体本体21の、管壁の相対向する位置で、間仕切り部材31の側端部が当接する箇所に、貫通孔41を、列状に穿設する。間仕切り部材31を、その側端部が貫通孔41の列の位置と一致するように挿入し、管状体本体21の外側から貫通孔41を埋めるように溶接して、間仕切り部材31を固着する。
(もっと読む)
熱風炉の応力腐食割れ防止方法
【課題】熱風炉の応力腐食割れを確実に防止する。
【解決手段】鉄皮11の内側を、フェライト系のステンレス12で覆う(内張り)。すなわち、鉄皮11とキャスタブル13との間に、ステンレス13を介装している。これを、燃焼室2、蓄熱室3、熱風本管5の全てに実施する。施工方法は、ステンレス12に所定間隔で複数の穴12aを設け、このステンレス12を鉄皮11に重ねた状態で、各穴12aを塞ぐようにしてプラグ溶接を行う。
(もっと読む)
円周状自動溶接装置及び円周状自動溶接方法
【課題】車両甲板の溶接部材の溶接を簡易に行い、溶接品質を向上させると共に、溶接工数の低減を図る円周状自動溶接装置及び円周状自動溶接方法を提供する。
【解決手段】本実施例に係る円周状自動溶接装置10は、鋼板11に形成された円周状開口部12を閉塞する閉塞部材13を溶接する円周状自動溶接装置であって、鋼板11上を走行可能な走行手段14を備えた装置本体15と、該装置本体15に設けられ、円周状開口部12に対し、溶接位置の位置決めを行う位置決め手段16Aと、該位置決め手段16Aによって装置本体15の位置決めを行った後、装置本体15を固定する固定手段17と、装置本体15に設けられ、鋼板11と閉塞部材13との間を周溶接する溶接手段18とを有する。従来のように半自動溶接トーチを用いて手動で溶接施工する場合よりも溶接時間を短縮すると共に、良好な外観の溶接ビードが得られ、溶接品質を向上させる。
(もっと読む)
車両構体
【課題】構体質量の増加を極力抑えながら、構体の曲げ剛性を向上することによって、鉄道車両の良好な乗心地性能を提供する。
【解決手段】屋根構体1、側構体2、台枠3、妻構体4から成る鉄道車両構体10の長手方向中央部の屋根構体1の車内側に強度板7を貼り付けする。強度板7の鉄道車両構体10の長手方向の貼り付け範囲は2つの枕梁6の間であり、屋根構体1の左右方向の貼付範囲は屋根構体1の左右方向の長さの半分程度である。強度板7の板厚は、屋根構体1の上下方向の高さが高くなるに従って厚くなっている。かかる構造においては、多大な変形が生じる鉄道車両構体10の長手方向中央部の屋根構体1の変形を抑えられるので、鉄道車両構体10の曲げ剛性を効率的に向上できる。すなわち、鉄道車両の上下方向の曲げ振動を抑制できるので、良好な乗心地性能を提供できる。
(もっと読む)
パイプの継手構造
【課題】 本発明は、四角パイプまたは丸パイプを段差および偏向傾斜なしに突合わせ接続することのできるパイプの継手構造を新規に提供するものである。
【解決手段】 本発明は、向き合わせた四角パイプをつなぎ角パイプを内にして圧嵌突合わせ接続する継手構造において、該つなぎ角パイプの外面に半球体形をした1乃至複数個の突起を設け、該つなぎ角パイプの一半に一方の四角パイプを圧嵌して溶接止めしたから、該つなぎ角パイプの他半に他方の四角パイプを圧嵌して該半球体突起の四角パイプへの圧接にて両四角パイプ間を段差および偏向傾斜なしに突合わせ接続するようにした四角パイプの継手構造にある。
(もっと読む)
1 - 11 / 11
[ Back to top ]