
Fターム[4E081DA27]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 施工内容 (430) | 準備作業及び前処理 (92)
Fターム[4E081DA27]に分類される特許
1 - 20 / 92
バックシールド溶接方法およびこれを用いた溶接構造物
溶接装置
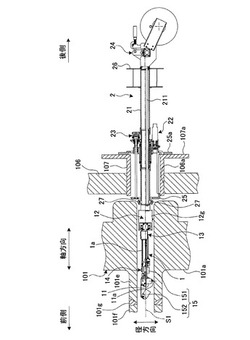
【課題】比較的細径の管内部の溶接を行うことのできる溶接装置を提供すること。
【解決手段】管の内部に挿入される挿入部1と、管の外部に配置されて挿入部1を管の内部に配置する非挿入部2と、挿入部1に設けられ、管の内部に配置された状態で管の内面に溶接を行う溶接トーチ11と、挿入部1に設けられ、溶接トーチ11の先端部11aが向く管の径方向に溶接トーチ11を移動させる溶接トーチ移動機構12と、非挿入部2に設けられ、先端に挿入部1が取り付けられて管に挿入される支持ロッド21を、当該支持ロッド21の軸S1廻りに回転移動させる回転移動機構22と、非挿入部2に設けられ、支持ロッド21を、当該支持ロッド21の軸S1の延在方向に沿って移動させる軸方向移動機構23と、非挿入部2に設けられ、溶接トーチ11に至り溶接ワイヤを供給する溶接ワイヤ供給機構24と、を備える。
(もっと読む)
薄肉部材と取付部材との溶接構造

【課題】薄肉部材に薄肉部材よりも熱容量の大きな取付部材のフランジ部を重ねてアーク溶接しても、溶け落ちを防止できる溶接構造を得る。
【解決手段】薄肉部材1に薄肉部材1よりも熱容量の大きな取付部材2のフランジ部6を重ね合わせてアーク溶接により薄肉部材1とフランジ部6の外縁とを隅肉溶接する。その際、フランジ部6の外縁の厚さを薄肉部材1の肉厚に応じて薄くした。また、フランジ部6の外縁の厚さTを薄肉部材の肉厚tの0.5倍から2.0倍の間とした。更に、フランジ部6の外縁に沿って段部6bを形成してフランジ部6の外縁端側に薄肉部6aを設けフランジ部6の外縁の厚さを薄くした。
(もっと読む)
角度調整装置
【課題】パイプの側部に別のパイプの端部を溶接する際に高度な溶接技能が必要とされない角度調整装置を提供する。
【解決手段】角度調整装置10は、被溶接物50を保持するパイプ保持部20と、回転軸A1を中心にパイプ保持部20を回転させて第1パイプ51の向きを漸次変化させる第1調整機構30と、第1パイプ51の中心線A2を中心にパイプ保持部20を回して第2パイプ52の向きを変化させる第2調整機構40とを備えている。第2調整機構40は、第1パイプ51の向きが縦向きの配置及び横向きの配置うちの一方の配置から他方の配置へ漸次変化するのに伴って、前記縦向きの配置のときよりも前記横向きの配置のときの方が第2パイプ52の向きが水平方向Hに近くなり、かつ前記一方の配置から他方の配置までの変化中に第2パイプ52の向きを一方向に漸次変化させる。
(もっと読む)
疲労特性に優れた重ねすみ肉アーク溶接継手およびその製造方法
【課題】 鋼板の重ね隅肉アーク溶接継手に負荷が作用した際に、溶接開始点の止端部から発生する疲労破壊及び溶接終了点のルート部から発生する疲労破壊の一方または双方を抑制した疲労特性に優れた重ね隅肉アーク溶接継手およびその製造方法を提供すること。
【解決手段】 2枚の鋼板の一部を重ね合わせて、上板鋼板と下板鋼板の隅を溶接して隅肉アーク溶接ビードを形成した重ね隅肉アーク溶接継手において、隅肉アーク溶接ビードの溶接終了点となる上板鋼板側に、上板鋼板と下板鋼板とを点溶接した溶接終了点側上板付加ビードを設け、かつ、前記隅肉アーク溶接ビードの溶接開始点止端部と一部重なり合う溶接開始点側下板付加ビードを下板鋼板に設けたことを特徴とする疲労特性に優れた重ね隅肉アーク溶接継手。
(もっと読む)
鉄道車両用電気品収容用の筐体構造を構成する薄板及びこれを用いた鉄道車両用電気品収容用の筐体、鉄道車両用電気機器
【課題】溶接スパンと溶接ピッチに対するケガキ作業を行うことなく、各溶接箇所の箇所と長さを簡単に把握できるようにするとともに、断続的に突出する溶接ビードの発生を防止して、十分な溶接強度の確保と鉄道車両用筐体構造の品位向上を可能にする。
【解決手段】一方の薄板の端部を折り曲げることにより形成した立ち上がり部と他方の薄板の表面とを、互いに対向して接触するよう位置決めし、この立ち上がり部の端面に沿って、断続的な隅肉溶接により接合を行うことにより、鉄道車両用電気品を収容する筐体構造を構成する薄板において、立ち上がり部の端面に、断続的な隅肉溶接を行う箇所に対応して、ビードを内部に収容する切り欠き部を形成した。
(もっと読む)
亜鉛系めっき鋼板の重ね継手アークスポット溶接方法
【課題】 亜鉛系めっき鋼板の重ね継手アークスポット溶接において、ピットやブローホールおよびビード止端部の切り欠き欠陥の発生を抑制することが可能な亜鉛系めっき鋼板の重ね継手アークスポット溶接方法を提供する。
【解決手段】 亜鉛系めっき鋼板の重ね継手のアークスポット溶接方法において、下部鋼板1に厚み方向に重ね合せた、一方向xに延びる溶接対象端部に該一方向と直交する方向yに突出する突出部3が所定ピッチで形成された上部鋼板2の、該突出部3をアークスポット溶接することを特徴とする。前記アークスポット溶接は非消耗電極を用いる。
(もっと読む)
溶接方法
【課題】本発明は、溶接作業時におけるスペース効率が向上すると共に、溶接作業の効率が向上する溶接方法を提供する。
【解決手段】溶接方法であって、主吸引口15を有する吸着治具12に、主貫通孔19が形成された少なくとも一つの有孔被溶接物17を、主吸引口15と主貫通孔19とを対応させた姿勢で載置する工程と、有孔被溶接物17に更に閉塞被溶接物18を重ねて主吸引口15及び主貫通孔19を塞ぐ工程と、有孔被溶接物17に重ねられた閉塞被溶接物18を主吸引口15によって吸着した状態で、有孔被溶接物17と閉塞被溶接物18とを溶接する工程と、を実行する。
(もっと読む)
アーク溶接方法及びアーク溶接装置
【課題】各第一端子と各第二端子との溶接品質を安定させることが可能なアーク溶接方法及びアーク溶接装置を提供する。
【解決手段】アーク溶接方法は、各第一端子1と各第二端子2との対向方向に対して傾斜した斜面にて構成される複数のクランプ部16を有するクランプ手段11を用い、各クランプ部16を各第二端子2に前記対向方向外側から対向させた状態で、クランプ手段11を前記対向方向内側へ移動させることによって、各第二端子2を各クランプ部16に当接させて、各クランプ部16により各第二端子2の前記並列方向の位置決めを、各第二端子2と、各第一端子1との前記並列方向の位置が合うように行うと共に、各クランプ部16により、各第二端子2を前記対向方向内側へ押圧して、各第一端子1に接触させる工程を有する。
(もっと読む)
溶接ロボットシステム
【課題】溶接部位検出器を使用せずにギャップ長GLを算出する溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、第1上部電極位置算出回路LC1が、スポット溶接を行うために上部電極1aを母材Wに接触させたときに第1上部電極位置を算出する。電流指令値生成回路ICが加圧力設定値に基づいてサーボモータMを駆動し、上部電極1aが加圧して上部板が下部板に接触したときに、第2上部電極位置算出回路LC2が、第2上部電極位置を算出する。ギャップ長算出回路GCが、第1上部電極位置と第2上部電極位置とからギャップ長GLを算出し、スポット溶接電源SPSが電力を供給する。これらを有するスポット溶接ロボットSRと、スポット溶接を行った位置のギャップ長GLを入力して、溶接条件を変更してアーク溶接を行うアーク溶接ロボットARとを備える。
(もっと読む)
差込溶接式管継手用構造材
【課題】 溶接入熱の少しのバラつきでも、十分な溶込みが得られる差込溶接式管継手を提供する。
【解決手段】 差込口に配管が差し込まれ、すみ肉溶接される差込溶接式管継手用構造材であって、差込口の端面の内径側周囲に、すみ肉溶接時の溶接入熱で溶融する微小突起部を備え、当該微小突起部の先端部の内径側周囲には、差込口に配管が差し込まれた場合に配管の表面と離隔する離隔部が備わることを特徴とする。
(もっと読む)
溶接ロボットシステム
【課題】非接触式センサの溶接部位検出器を使用せずにギャップ長を算出することができる溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、スポット溶接ロボットSRの上部電極基準位置算出回路4が、スポット溶接を行う前に上部電極1aを下部電極1bに接触させたときの上部電極基準位置を算出し、ギャップ長検出時上部電極位置算出回路5が、下部電極1bの上に母材Wを置いてスポット溶接を行うときに、上部電極1aを母材Wに接触させたときのギャップ長検出時上部電極位置を算出し、ギャップ長算出回路10が板厚と上部電極基準位置とギャップ長検出時上部電極位置とからギャップ長GLを算出し、スポット溶接を行う。アーク溶接ロボットARがギャップ長GLに対応して溶接条件を変更してアーク溶接を行う。仮付けと同時にギャップ長GLを算出することができる。
(もっと読む)
金属リングの製造方法
【課題】溶接部の表面硬度の低下を防止した金属リングの製造方法を提供すること。
【解決手段】金属板11を丸めて周方向の両端面を突き合わせ当該両端面同士を溶接する溶接工程と、その溶接工程を経て得られた金属リング13の表面をバレル研磨するバレル工程と、金属リング13を窒化処理する窒化工程とを有するものであって、前記溶接工程は、両端面を突き合わせて溶接する金属板11の両端部が溶接部以外の部分よりも肉厚な状態で溶接されるようにしたものであり、溶接工程とバレル工程との間には、溶接工程で溶接された肉厚の溶接部に存在する凸部255を削り取る溶接部研磨工程を有する金属リングの製造方法。
(もっと読む)
裏置きビード溶接法
【課題】立て板側においても滑らかな止端部で脚長を有すると共に寸法の大きい裏ビードを形成し、溶接歪みが小さく、特性の良好なT字継ぎ手を形成できる裏置きビード溶接法を提供する。
【解決手段】裏置きビードを付けた第一溶接母材と、これと溶接する第二溶接母材とを裏置きビード溶接法によってT字継ぎ手状に接合するに際し、前記裏置きビードの幅をW(mm)、高さをH(mm)としたとき、これらの比(W/H)が3.0以下となるように裏置きビードを形成して操業を行う。
(もっと読む)
重ね継手用の板状部材
【課題】 コーナ部の溶込み不足が発生し難い重ね継手用の板状部材を提供する。
【解決手段】 2つの板状部材の端部を重ねて、溶接用のトーチの先端が、一方の板状部材の端面と他方の板状部材の側面とがなすコーナ部へ向けて進入してすみ肉溶接される重ね継手に用いられる板状部材であって、溶接される板状部材の端面は傾斜面であることを特徴とする重ね継手用の板状部材。
(もっと読む)
造管設備に適用される鉄板ストリップ接合装置
【課題】厚板ストリップの接合熔接を速かに遂行しながらも熔接部の品質を向上させることができる鉄板ストリップ接合装置を提供する。
【解決手段】先行鉄板ストリップの後端部を切断する第1切断ユニットと;後行鉄板ストリップの先端部を切断する第2切断ユニットと;第1切断ユニットを前後進移送する第1移送手段と;第2切断ユニットを前後進移送する第2移送手段と;第1切断ユニットと第2切断ユニットの間に配置される熔接ユニットとを含んでなる鉄板ストリップ接合装置であって、第1上部刃と前記第2上部刃が互いに対向方向に傾いて設置されることにより、前記両鉄板ストリップの端部が互いに突き合わせられてV字形を成すようにした状態で、前記熔接ユニットによって熔接を実施する装置。
(もっと読む)
管材の突合せ接合方法
【課題】短時間で接合すべき管材の端部の断面形状を簡単に揃えることができて、接合不良や接合品質低下を改善することのできる管材の突合せ接合方法を提供する。
【解決手段】管材TA、TBの端部T1同士を突合せ接合するに当たり、内周面を管材の外周面に対向させて管材の外周に配置されるリング状のケーシング11と、外周面を管材の内周面に当接させて管材の内周に配置される内周側ローラ12と、ケーシングの内周面と管材の外周面との間に圧接力を作用させることでケーシングの内周面を矯正型面として管材を塑性変形させる押圧手段と、管材と内周側ローラとを管材の軸線回りに相対的に回転させる回転手段とを備えた管材矯正装置を使用して、加工条件を揃えることにより、管材の接合すべき端部の断面形状を同一形状に整形し、その上で、同一断面形状に整形された管材の端部同士を突合せ接合する。
(もっと読む)
ガスメタルアーク溶接方法
【課題】ガウジング工程を要することなく、かつ、開先面内に継手拘束のための仮付け溶接が必要な長尺継手に対しても、高温ワレのない完全溶込みの両面溶接継手を得ることができるガウジングレス完全溶込み溶接を図るガスメタルアーク溶接方法を提供する。
【解決手段】先行溶接と後行溶接とにより両面開先継手をガウジングなしで完全溶込み溶接するガスメタルアーク溶接において、継手拘束のために初層溶接の先行側の開先面内に仮付け溶接を行い、先行溶接側の溶接アークが開先ルートフェイスを貫通せず、かつ、開先ルート部が溶融するような溶接条件で先行側初層を溶接する。
(もっと読む)
溶接鋼管の製造方法
【課題】溶接部の品質性に優れていると共に生産効率性を向上し得る溶接鋼管の製造方法を提供する。
【解決手段】鋼帯1を連続的に管状に曲成して直線シーム素管2を成形し、素管のシーム部を溶接して溶接鋼管を製造する製造方法において、素管のシーム部の内面側における素管の肉厚の1/2〜1/8の部位だけを高周波溶接3し、その溶接直後に溶接部の内面溶接ビード30及び外面溶接ビード31を切削して除去する。次いで、シーム部の外側面をサブマージアーク溶接で溶接4する。
(もっと読む)
溶接方法
【課題】円筒部材への品質要求を満たしつつ、連結部材により円筒部材同士を簡単に仮接合することができる溶接方法を提供する。
【解決手段】第1材料からなる第3円筒部材9と第4円筒部材10とを軸方向に突き合わせて形成される開先部K5を挟んで、第3円筒部材9および第4円筒部材10に、第1材料からなる溶加材を用いて肉盛溶接を行うことにより、第3円筒部材9および第4円筒部材10に第1肉盛部21および第2肉盛部22を形成する肉盛溶接工程と、連結板35の一方の端部と第1肉盛部21とを、第2材料からなる第1当て板25を介して接合すると共に、連結板35の他方の端部と第2肉盛部22とを、第2材料からなる第2当て板26を介して接合することで、連結板35を第3円筒部材9および第4円筒部材10に仮接合する連結板接合工程と、を備えた。
(もっと読む)
1 - 20 / 92
[ Back to top ]