
Fターム[4E081DA32]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 施工内容 (430) | 母材の搬送、位置ぎめ、芯出し作業 (10)
Fターム[4E081DA32]の下位に属するFターム
反転 (1)
Fターム[4E081DA32]に分類される特許
1 - 9 / 9
第1の長尺部材と第2の長尺部材の接合部材及び長尺部材間の接合方法
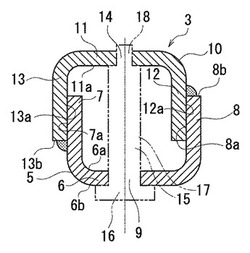
【課題】位置合わせのためのエッジ部等の構造を設ける必要がなく、且つ溶接不良の低減及び歩留まり向上が可能な接合構造及び接合方法を提供する。
【解決手段】U状断面の下部板部材5の一方の下部側板部7の外面7aと、U状断面の上部板部材10の他方の上部側板部13の内面13aとを近接または接触させ、他方の下部側板部8の内面8aと一方の上部側板部12の外面12aとを近接又は接近させた重なり状態にする。続いて、下部板部材5の下部底板部6に形成した第1挿通孔9から位置決め用治具15を挿入し上部板部材10の上部底板部11に形成した第2挿通孔14に位置決め用治具15の先端部18を挿入した組付状態とする。この組付状態で、一方の下部側板部7の外面7aと他方の上部側板部13の端面13bとを溶接し、一方の上部側板部12の外面12aと他方の第1側板部8の端面8bとを溶接する。
(もっと読む)
ステータ製造方法

【課題】径方向に並ぶ複数の接合部位のそれぞれに対し、接合する先端部同士を一対の電極で挟持してTIG溶接する場合でも、接合部位をより確実に溶接して接合することができるステータの製造方法を提供する。
【解決手段】ステータ製造方法は、捻り工程では、直線部A1,A2のスロット内導線Sを捻って先端部Mが成形されていること、及び溶接するときの先端部Mの配置位置として、反時計回り方向に捻られた先端部Mと時計回り方向に捻られた先端部とが、円周方向に、間隙tを介して隣り合う位置に捻り成形されていること、溶接工程では、溶接電源から給電可能な一対のアース電極50a,50bにより、反時計回り方向に捻られた先端部Mと、時計回り方向に捻られた先端部Mとを、互いに近接する向きに挟持し、間隙tが小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接する。
(もっと読む)
管材の突合せ接合方法
【課題】短時間で接合すべき管材の端部の断面形状を簡単に揃えることができて、接合不良や接合品質低下を改善することのできる管材の突合せ接合方法を提供する。
【解決手段】管材TA、TBの端部T1同士を突合せ接合するに当たり、内周面を管材の外周面に対向させて管材の外周に配置されるリング状のケーシング11と、外周面を管材の内周面に当接させて管材の内周に配置される内周側ローラ12と、ケーシングの内周面と管材の外周面との間に圧接力を作用させることでケーシングの内周面を矯正型面として管材を塑性変形させる押圧手段と、管材と内周側ローラとを管材の軸線回りに相対的に回転させる回転手段とを備えた管材矯正装置を使用して、加工条件を揃えることにより、管材の接合すべき端部の断面形状を同一形状に整形し、その上で、同一断面形状に整形された管材の端部同士を突合せ接合する。
(もっと読む)
長大鋼板の製造方法および開先加工装置
【課題】シャー切断された圧延鋼板を接合して長大鋼板を能率よく製造する。
【解決手段】シャー切断された圧延鋼板MPの長辺部を突合せ溶接して胴板BPを形成するに際し、複数枚の圧延鋼板MPを、切断整形時と同一の姿勢となるように作業台11上に配置するとともに、圧延鋼板MPの長辺部間にルート間隔をあけて固定し、圧延鋼板MP上を走行自在な開先加工装置により、ルート間隔に沿って走行させ両長辺部の表面コーナ部をそれぞれ切断して一度の走行でY型開先部12を形成し、そのままの状態で、溶接機SWによりY型開先部12を所定方向に先行溶接して複数の圧延鋼板MPを接合することにより胴板BPを形成し、胴板BPを反転して作業台11上に配置した後、Y型開先部12の溶接部の裏面に沿って後行溶接を先行溶接と同一方向に行う。
(もっと読む)
シャー切断鋼板の突合せ両面サブマージアーク溶接方法
【課題】鋼板の不揃いなシャー切断エッジを突合せて両面溶接する。
【解決手段】定盤10上に配置した一対の鋼板11のシャー切断エッジ13の間に、カットワイヤ15を配置し、鋼板11を接近させてシャー切断エッジ13間にカットワイヤ15を挟み込み、不揃いなルート空間14に効果的にカットワイヤ15を充填して均し表面溶接し、反転した後、ルート空間14にカットワイヤ15を補充して均した後、裏面溶接する。
(もっと読む)
ワークの水平型自動溶接装置及びこれを用いたワークの溶接方法
【課題】 円筒状に曲げ加工した直径の大きいワークをマンドレルにセットする際に、一人の作業員でもってワークをマンドレルに簡単且つ容易にセットすることができると共に、ワークを突合せ溶接する際に穴開き等の溶接欠陥のない溶接を行えるようにする。
【解決手段】 フレーム本体1に水平姿勢で支持されたマンドレル2に円筒状に曲げ加工した金属板製のワークWを支持させ、ワークWの円周方向両端を突合せた状態でクランプ機構9によりマンドレル2の上面側に設けたバックバー3上へ押圧固定し、その突合せ部を溶接装置10により突合せ溶接するようにしたワークWの水平型自動溶接装置に於いて、前記マンドレル2の周囲に、マンドレル2にセットされる直径の大きなワークWを水平姿勢で支持して円筒状に保持するワーク保持装置5を配設する。
(もっと読む)
帯状ワークの突合せ接合装置
【課題】 帯状ワークの突合せ溶接時にアーク光を遮蔽し、又、帯状ワークの溶接開始位置や帯状ワークの溶接部の圧延開始位置が帯状ワークの幅に関係なく常時一定位置になり、然も、帯状ワークの溶接部の圧延加工を確実且つ良好に行える。
【解決手段】 先行及び後行の帯状ワークW1,W2を挾持固定してその端面同士を突き合せる左右のテーブル2,2と、両帯状ワークW1,W2を同時に切断する切断装置3と、両帯状ワークW1,W2を突合せ溶接する溶接装置5と、両帯状ワークW1,W2の溶接部を圧延加工する圧延装置6とから成る帯状ワークの突合せ接合装置であって、溶接装置5は、前後方向へ往復移動自在な上部フレーム35と、上部フレーム35に配設され、帯状ワークW1,W2の幅方向へ往復移動自在なトーチ走行台38と、トーチ走行台38に上下動自在に支持された溶接用トーチ39と、トーチ走行台38に溶接用トーチ39を覆う状態で取り付けられ、アーク光を遮蔽するトーチカバー42とを備えている。
(もっと読む)
スパイラルパイプの製造方法及び装置
【課題】 鋼帯幅が必ずしも一定でない鋼帯を素材としてスパイラル鋼管を製造するときに適切な溶接ギャップを確保して健全な溶接部を有するスパイラル鋼管を製造する手段を提供する。
【解決手段】 鋼帯をサイドトリミングした後スパイラル状に成形し、エッジ部を突合せて内面次いで外面を溶接するスパイラル鋼管の製造方法において、内面溶接点より少なくとも2D分(Dは製造されるスパイラル鋼管の外径)上流側の帯鋼幅の変動を連続的に測定するとともに、該帯鋼幅の変動に応じて内面溶接点において所定の溶接ギャップが得られるように案内する。
(もっと読む)
ホイール溶接ライン
【課題】 フルフェイスホイールとコンベンショナルホイールに共用可能な、ホイール溶接ラインの提供。
【解決手段】 溶接トーチ11を有する溶接ステーション10と、
仮付け溶接されたフルフェイスホイール2A用リム・ディスクまたは本嵌入されたコンベンショナルホイール2B用リム・ディスクからなるワーク2を溶接ステーション10に向かって送る搬入ライン40および溶接ステーション10で溶接されたリム・ディスクからなるワーク2を溶接ステーションから送り出す搬出ライン45と、
ワークを搬入ラインから溶接ステーション10に搬入し溶接済のワークを溶接ステーションから搬出ライン45に搬出し、傾斜、回転が可能な軸芯を有するロボットハンド21を備えた汎用ロボット20と、
ロボットハンド21に取り付けられワーク2を掴むチャッキング機構30と、
を備えた、フルフェイスホイールとコンベンショナルホイールに共用可能な、ホイール溶接ライン。
(もっと読む)
1 - 9 / 9
[ Back to top ]