
Fターム[4E081DA58]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 溶接条件 (353) | シールドガス流量の設定と調整 (12)
Fターム[4E081DA58]に分類される特許
1 - 12 / 12
バックシールド溶接方法およびこれを用いた溶接構造物
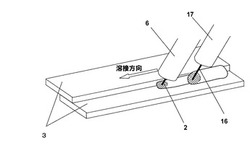
アーク溶接方法
【課題】亜鉛メッキ鋼板を溶接する場合、深い溶け込みを実現し、かつ、ピットやブローホールの発生量を抑制することを両立することは困難であった。
【解決手段】2つの電極を溶接進行方向に対して前後方向に並べて溶接を行うアーク溶接方法であって、先行電極に使用するシールドガスと後行電極に使用するシールドガスとは成分が異なっており、先行電極に使用するシールドガスは、後行電極に使用するシールドガスよりも、溶接時に発生する気体がビード内に残留し難いガスであり、先行電極用のチップと母材との間の距離が、後行電極用のチップと母材との間の距離よりも短くなるように、先行電極用のチップと後行電極用のチップを配置し、先行電極から第1のアークを発生して第1の溶融プールを形成し、後行電極から第2のアークを発生して第2の溶融プールを形成して、2電極2溶融プールの溶接を行う。
(もっと読む)
MIG溶接継手構造

【課題】アルミニウム材と鋼材との重ね隅肉部をMIG溶接して得られる継手構造において、その継手部位の健全性を高めて、継手強度を効果的に向上せしめ、また曲げ加工等の加工に際して、継手部位に割れ等の欠陥が惹起されることのない、MIG溶接継手構造を提供すること。
【解決手段】所定のアルミニウム材を、鋼材の上に重ね合わせて、その重ね隅肉部を、所定の溶加材を用いて、MIG溶接して得られる継手構造において、その溶接部位におけるビードと鋼材との接合界面に形成される金属間化合物層の最大厚さを、0.5〜10μmの範囲内とすると共に、ビード止端部位における金属間化合物層の厚さを、0.5〜3.0μmとする。
(もっと読む)
鋼管杭の溶接方法
【課題】 鋼管杭施工地での鋼管杭の溶接方法として、溶接時間を短縮するとともに溶接欠陥を低減することができる鋼管杭の炭酸ガスシールドアーク溶接方法を提供する
【解決手段】 鋼管杭施工地での鉛直方向に配置された鋼管杭同士を炭酸ガスシールドアーク溶接で溶接する鋼管杭の溶接方法において、開先形状をルートフェイス3mm以下、開先角度25°〜35°、ルートギャップ1mm以下のレ形開先とし、シールドガス流量/ノズル内径を6〜12L/min・mm2、溶接電流を350〜450Aとすることを特徴とする鋼管杭の炭酸ガスシールドアーク溶接方法。
(もっと読む)
疲労特性に優れた重ねすみ肉アーク溶接継手およびその製造方法
【課題】 鋼板の重ね隅肉アーク溶接継手に負荷が作用した際に、溶接開始点の止端部から発生する疲労破壊及び溶接終了点のルート部から発生する疲労破壊の一方または双方を抑制した疲労特性に優れた重ね隅肉アーク溶接継手およびその製造方法を提供すること。
【解決手段】 2枚の鋼板の一部を重ね合わせて、上板鋼板と下板鋼板の隅を溶接して隅肉アーク溶接ビードを形成した重ね隅肉アーク溶接継手において、隅肉アーク溶接ビードの溶接終了点となる上板鋼板側に、上板鋼板と下板鋼板とを点溶接した溶接終了点側上板付加ビードを設け、かつ、前記隅肉アーク溶接ビードの溶接開始点止端部と一部重なり合う溶接開始点側下板付加ビードを下板鋼板に設けたことを特徴とする疲労特性に優れた重ね隅肉アーク溶接継手。
(もっと読む)
溶接方法及び装置
【課題】溶加棒なしでも溶接を行うことが可能となる溶接方法及び装置を提供すると共に溶接作業及び作業工程にかかる費用のコストダウンを図る。
【解決手段】開先を突き合わせた2つの筒状の被溶接部材の一端を固定でき、且つ、回転機構を有した被溶接部材の回転機構と、もう一端に2つの被溶接部材の開先突き合わせ部に力を付加する軸力の付加機構を取り付け、被溶接部材の反トーチ側の溶接部近傍を把持し、被溶接部材トーチ側及び反トーチ側の溶接部に、シールドガスを密封する空間を作る圧力壁を形成し、圧力壁内の圧力をPID制御しつつ、溶接を行う。
(もっと読む)
溶接材料および溶接継手の製造方法
【課題】溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手が安定的に得られる溶接材料および溶接継手の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.03%、Si:0.3〜1.2%、Mn:1.5〜2.5%、P:0.02%以下、S:0.005〜0.02%、Cu:0.1〜0.5%、Ni:2.0〜3.0%、Cr:0.05〜1.0%、Mo:0.05〜1.0%、Ti:0.005〜0.3%、Nb:0.005〜0.1%、Al:0.004〜0.014%、O:0.05%以下、N:0.05%以下を含有し、残部はFeおよび不純物からなり、かつCeq:0.650以上、Pcm:0.250以上、0.00007≦C×Al≦0.00020を満たす化学組成を有する溶接材料。
(もっと読む)
鋼板の隅肉アーク溶接方法
【課題】本発明は、鋼板の重ね隅肉溶接継手において、ルート部起因の疲労破壊強度を高めることを課題とし、それを解決し得る溶接方法、およびその成果としての溶接継手を提供することを目的とする。
【解決手段】上板と下板を重ね合わせ、当該重ね合わせ部分が溶接金属に溶け込むように溶接し、上板端面と下板の上板側表面が溶接金属を介して接続され、また下板端面と上板の下板側表面も前記溶接金属を介して接続される鋼板の重ね隅肉溶接方法であって、上板と下板の重ね合わせ部の鋼板長手方向の長さである重ね代(重ね合わせ長さ)が以下の式を満足することにより得られる。
−0.26×t12+2×t1−2.4 ≦ 重ね代 ≦ 0.1×t13−1.1×t12+4.3×t1−2.7
ここでt1:上板の板厚
(もっと読む)
溶接方法および溶接装置
【課題】溶接金属部の溶け込みを深くして被溶接物を確実に溶接すること。
【解決手段】被溶接物2と、被溶接物2の表面側に配設された電極4と、の間にアーク3を発生させることによって、被溶接物2の溶接端部2a同士を溶接する溶接方法であって、不活性ガスからなるシールドガス5を被溶接物2の表面側から電極4を囲むように供給するとともに、不活性ガスに酸素ガスが添加されてなるバックシールドガス9を被溶接物2の裏面側から供給する溶接方法を提供する。
(もっと読む)
亜鉛めっき鋼板のアーク溶接方法及びアーク溶接継手
【課題】亜鉛めっき鋼板どうしの溶接継手において、ブローホールやピットの発生を低減させ、信頼性の高い溶接継手を提供することを目的とする。
【解決手段】亜鉛めっき鋼板のアーク溶接において、前記アーク溶接が低入熱・高溶着な溶接方法であり、溶接ワイヤの供給量あたりの投入エネルギーPwが0.4以上、0.65以下であり、鋼板の板厚当たりの溶接ワイヤの溶着金属量Ftが2.5以上、6.0以下であり、さらに前記アーク溶接のシールドガス中の成分がAr、CO2、O2からなり、O2≦6体積%で且つ30体積%≦CO2+5×O2≦100体積%の関係を満たすことを特徴とする亜鉛めっき鋼板のアーク溶接方法。
ここで,
P Pw=溶接電流Iw [A] × 溶接電圧Vw[V] / 溶接ワイヤ供給量Vf[mm/min]
Ft=溶接ワイヤ供給量Vf[mm/min] / 溶接速度Vt[mm/min] / 鋼板の板厚[mm] である。
(もっと読む)
溶接の方法
【課題】水素脆化を避けてルートパス溶接の良好な溶け込みが得られる、自動ガスタングステンアーク溶接方法を提供する。
【解決手段】面取りされた工作物12を前準備し;溶接収縮による工作物間の有害圧縮応力を避ける最小寸法と隙間の溶加ワイヤ貫通を避ける最大寸法とを有する開かれた隙間を、それらの隣接したルート先端間に伴い、前準備されている工作物接合部分を置き;1乃至10%の水素及び釣り合わされた不活性ガスを含む遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用したルートパス溶接で、隣接した工作物12の開かれているルート領域を融接し;次に、水素を含まない遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用し、ルートパス領域に少なくとも1つの追加の溶加溶接パスを重ねる。
(もっと読む)
デッキプレートの補強方法、および補強構造
【課題】大電流パルスMAG溶接方法を用いて、Uリブ等の閉断面構造の補強材とデッキプレートとの溶接を完全溶け込み溶接とする技術を提案し、溶接部分における疲労強度の向上を図ること。
【解決手段】閉断面構造のリブをデッキプレートに溶接することによって前記デッキプレートを補強するデッキプレートの補強方法において、前記リブの止端部と前記デッキプレートとは裏波完全溶け込み溶接方法によって溶接する。リブの止端部は大電流パルスMAGによるガウジングレス完全溶込み溶接方法で溶接する。
(もっと読む)
1 - 12 / 12
[ Back to top ]