
Fターム[4E081DA81]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 溶接部 (81) | 溶接金属 (57) | 余盛 (14) | 裏波ビード (10)
Fターム[4E081DA81]に分類される特許
1 - 10 / 10
溶接方法、溶接装置及び鋼床版
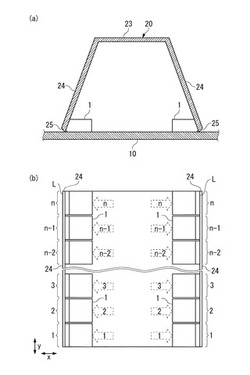
【課題】応力集中を回避する裏波ビードを形成することのできる溶接方法を提供することを目的とする。
【解決手段】当て金1をU字状リブ20の長手方向yの全長をn等分した長さにし、U字状リブ20の長手方向yにn個の当て金1を配置する。そして、領域1を溶接する場合には、この領域1に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印1で示すように押し付ける。領域1の溶接が終了すると、次に領域2の溶接が行なわれる。そうすると、領域2に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印2で示すように押し付ける。領域1から領域2に溶接が移行すると、領域1における当て金1の押し付けは解除される。以上の手順が領域nの溶接が終了するまで繰り返されることで、U字状リブ20のデッキプレート10への溶接を完了する。
(もっと読む)
鋼板の隅肉アーク溶接方法

【課題】本発明は、鋼板の重ね隅肉溶接継手において、ルート部起因の疲労破壊強度を高めることを課題とし、それを解決し得る溶接方法、およびその成果としての溶接継手を提供することを目的とする。
【解決手段】上板と下板を重ね合わせ、当該重ね合わせ部分が溶接金属に溶け込むように溶接し、上板端面と下板の上板側表面が溶接金属を介して接続され、また下板端面と上板の下板側表面も前記溶接金属を介して接続される鋼板の重ね隅肉溶接方法であって、上板と下板の重ね合わせ部の鋼板長手方向の長さである重ね代(重ね合わせ長さ)が以下の式を満足することにより得られる。
−0.26×t12+2×t1−2.4 ≦ 重ね代 ≦ 0.1×t13−1.1×t12+4.3×t1−2.7
ここでt1:上板の板厚
(もっと読む)
作業機械のアタッチメント及びその溶接方法
【課題】作業機械のアタッチメントを製造する際に、開先加工を行うことなく、十分な強度を持
った隅肉溶接を行う。
【解決手段】一対の縦板2,3における一対の平板4,5に対する各突き合わせ部11の少なくとも一部の角部12を開先を加工することなく直角を保ったまま縦板2,3の外面に対して内側に鋭角だけ折り曲げ、折り曲げられた各突き合わせ部11の角部12を平板4,5に当接させ、各突き合わせ部11と平板4,5の突き合わせ部11側の面との間に形成された外側隅角部13を、内側隅角部14に裏波ビード16が形成されるように溶接する。
(もっと読む)
片面サブマージアーク溶接用裏当てフラックス及びこれを用いた片面サブマージアーク溶接方法
【課題】裏当てフラックスと被溶接鋼板の開先裏面との良好な密着性を確保することにより、形状、外観が安定し、健全な裏ビードを得ることができる片面サブマージアーク溶接用裏当てフラックス、及びこれを用いた片面サブマージアーク溶接方法を提供すること。
【解決手段】裏当てとして銅板とともに使用され、銅板上に一定厚さで散布された状態で該銅板とともに被溶接鋼板の開先裏面に押し当てられ、開先表面側から裏ビードを形成しながら溶接を行う片面サブマージアーク溶接法に用いられる片面サブマージアーク溶接用裏当てフラックスにおいて、粉化率が、3.0〜10.0%であることを特徴とする片面サブマージアーク溶接用裏当てフラックスである。また、当該裏当てフラックスを用いた片面サブマージアーク溶接方法である。
(もっと読む)
裏当装置および片面溶接装置
【課題】被溶接部材を突き合わせた開先線の裏側へのフラックス押し当てが容易で、異なる裏当方式に対応する2つの裏当部を備えても裏当装置全体が大型化せず、設備コストが低価な裏当装置を提供する。また、裏当装置を備える片面溶接装置においても、片面溶接装置全体が大型化せず、設備コストが低価な片面溶接装置を提供する。
【解決手段】開先線の裏側にフラックスを押し当てる裏当部11と、裏当フレーム17と、架台フレーム21と、フラックス回収手段22とを備える裏当装置10であって、裏当部11は、フラックス保持部と、支持板と、1本のエアーホースと、エアーホースの幅方向の両側で長手方向に所定間隔で配置される昇降ガイド部材を有する昇降ガイド14とを備え、昇降ガイド14は、各昇降ガイド部材の一端部が、支持板に固定され、各昇降ガイド部材が、裏当フレーム17に形成されたガイド穴を挿通して、ガイドされるように形成される。
(もっと読む)
溶接用裏当て装置及びこれを用いた裏波溶接装置
【課題】装置自体が大掛かりとならず、ガスを略均一に開口部から噴射させて不活性ガスを経済的に使用でき、かつ溶接部位との位置合わせが容易となる溶接用裏当て装置、及び溶接装置と裏当て装置との位置合わせが容易となる裏波溶接装置を提供する。
【解決手段】溶接用裏当て装置は、突き合わせた板材の溶接部位に裏側から不活性ガスを噴射する溶接用裏当て装置10であって、前記溶接部位に前記不活性ガスを噴射するためかつ前記溶接部位よりも大きい開口部12を有する箱型の箱型本体11と、この箱型本体内部に不活性ガスを供給する不活性ガス供給部13と、前記不活性ガス供給部により前記箱型本体内部に供給した不活性ガスを分散して前記開口部から略均一に噴射するための、前記箱型本体に設けた分散構造とを有する。
(もっと読む)
アーク溶接品質検査方法
【課題】ビート形状の計測誤差が小さく、しかも、レーザー変位計により照射されるレーザー光線の照射方向が母材表面に対して傾いていても高精度な溶接品質検査を可能とするアーク溶接品質検査方法を提供する。
【解決手段】本発明のアーク溶接品質検査方法は、表面形状を測定するための3次元変位計としての3次元レーザー変位計を用いて、2つの母材5a,5bが突き合わされ溶接接合されたビード8を含む部分の表面変位zを測定し、この変位zにより溶接品質を検査するものであって、3次元レーザー変位計により得られたビード8を含む部分の表面変位データに基づいて、溶接母材5a,5bの表面形状データと、ビード8の表面形状データとを取得して、母材5aまたは母材5bの表面をビード8側に外挿した仮想面(仮想直線L)を特定して、この仮想面(仮想直線L)からビード8表面までの変位zに基づいて溶接品質検査の合否を判定する。
(もっと読む)
金属溶接管製造用内面シールド治具
【課題】大径の金属溶接管を製造する際であっても、気密性に優れ、少量のシールドガスの使用により管内の溶接部の酸化を確実に防止でき、かつ耐久性に優れた内面シールド治具を提供する。
【解決手段】オープンパイプ状に成形した金属帯又は金属溶接管1の内周面に接触する入側シール材4、出側シール材5、その両者間に、かつロッド3上にスプリング6を介して配置された、四方の側壁面及び底壁面が閉じられて上面に開口部を有するガスシールボックス7からなり、当該ガスシールボックス7内の底部に、溶接点2より出側の位置で折り返す冷却水循環用水路、及び前記ガスシールボックス内で開口するシールドガス供給路を配設したもの。
(もっと読む)
デッキプレートの補強方法、および補強構造
【課題】大電流パルスMAG溶接方法を用いて、Uリブ等の閉断面構造の補強材とデッキプレートとの溶接を完全溶け込み溶接とする技術を提案し、溶接部分における疲労強度の向上を図ること。
【解決手段】閉断面構造のリブをデッキプレートに溶接することによって前記デッキプレートを補強するデッキプレートの補強方法において、前記リブの止端部と前記デッキプレートとは裏波完全溶け込み溶接方法によって溶接する。リブの止端部は大電流パルスMAGによるガウジングレス完全溶込み溶接方法で溶接する。
(もっと読む)
裏波溶接方法
【課題】
狭い開先底部の裏面側に裏ビード形成が必要な開先継手に対して、非消耗性のタングステン電極によるパルスアーク溶接又は直流アーク溶接の適正施工によって裏面側に凹みのない凸形状でほぼ均一な裏ビード幅を良好に形成し得る。
【解決手段】
パルスアーク溶接のピーク電流,ベース電流,ピーク電圧又は平均アーク電圧又はアーク長,溶接速度又は走行速度のいずれか1つ以上の条件値、あるいは前記条件値の他に、ピーク電流時間中かベース電流時間中のワイヤ送り速度又は両時間中のワイヤ送り速度の値を含むいずれか1つ以上の条件値を調整又は制御し、あるいは前記直流アーク溶接の平均電流,平均アーク電圧又はアーク長,溶接速度又は走行速度,ワイヤ送り速度のいずれか1つ以上の条件値を調整又は制御し、裏面側の溶融プール幅又はこの溶融プール近傍の裏ビード幅が特定値である4〜6mmの範囲に形成する。
(もっと読む)
1 - 10 / 10
[ Back to top ]