
Fターム[4E081EA12]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 装置(突合せ溶接) (454) | 溶接装置 (148) | 自動溶接装置 (145)
Fターム[4E081EA12]の下位に属するFターム
Fターム[4E081EA12]に分類される特許
1 - 4 / 4
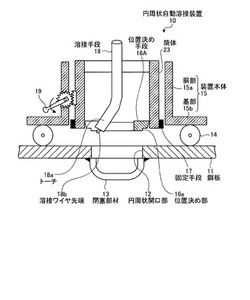
円周状自動溶接装置及び円周状自動溶接方法
【課題】車両甲板の溶接部材の溶接を簡易に行い、溶接品質を向上させると共に、溶接工数の低減を図る円周状自動溶接装置及び円周状自動溶接方法を提供する。
【解決手段】本実施例に係る円周状自動溶接装置10は、鋼板11に形成された円周状開口部12を閉塞する閉塞部材13を溶接する円周状自動溶接装置であって、鋼板11上を走行可能な走行手段14を備えた装置本体15と、該装置本体15に設けられ、円周状開口部12に対し、溶接位置の位置決めを行う位置決め手段16Aと、該位置決め手段16Aによって装置本体15の位置決めを行った後、装置本体15を固定する固定手段17と、装置本体15に設けられ、鋼板11と閉塞部材13との間を周溶接する溶接手段18とを有する。従来のように半自動溶接トーチを用いて手動で溶接施工する場合よりも溶接時間を短縮すると共に、良好な外観の溶接ビードが得られ、溶接品質を向上させる。
(もっと読む)
溶接装置及びその方法

【課題】この発明は、簡便にして容易に高能率な溶接作業を実現したうえで、高品質な突合せ溶接を実現することにある。
【解決手段】突合せ配置される直管13及びエルボ管14を管受け台15及び継ぎ手管受け台16に装着し、その直管13内に管芯出し・保持装置40を内挿して、該管芯出し・保持装置40の走行ユニット44を管内に移動させて位置調整すると共に、そのヘッド部43の油圧機構436を駆動してクランプ爪435を伸縮調整し、管内の突合せ部位に圧接させて芯出し保持した状態で、相互の開先の複数箇所を仮付け溶接し、エルボ管14の突合せ部位近傍の外部に、予熱装置30を装着して加熱した後、上記管芯出し・保持装置40のヘッド部43の油圧機構436の温度変動を冷却機構437により熱制御すると共に、直管13及びエルボ14を回転させ、溶接トーチ12により管の突合せ部位の全周に亘って開先下向き溶接を施すように構成した。
(もっと読む)
管端自動シール溶接方法
【課題】管端シール溶接する際に、最適条件でシール溶接が行える管端自動シール溶接方法を提供する。
【解決手段】 鉛直に設けられた管板4の各管穴に伝熱管5を挿入し、その管穴41回りに溶接トーチ23を回転させてTIG溶接する管端自動シール溶接方法において、伝熱管回りの溶接ゾーンを複数に分割し、その分割ゾーン毎に溶接条件を設定してシール溶接する。
(もっと読む)
波形ウェブ桁の溶接方法
【課題】良好な溶接ビード外観を、簡便に得る。
【解決手段】波形ウェブ桁10の波形ウェブ板12とフランジ板14の接合部を隅肉溶接するための波形ウェブ桁の溶接方法において、2台の自動溶接手段22、24の溶接トーチ23、25を、波形ウェブの平行部の略中央の同じ位置に向けて配置し、同時に溶接を開始して、同じ溶融池から各々反対方向に進行させ、各々の溶接アークを停止させることなく、円弧部、傾斜部及び次の円弧部を経て、次の平行部Eまで溶接する。
(もっと読む)
1 - 4 / 4
[ Back to top ]