
Fターム[4E081EA14]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 装置(突合せ溶接) (454) | 溶接装置 (148) | 自動溶接装置 (145) | 手段 (71) | 台車を用いる装置 (43)
Fターム[4E081EA14]の下位に属するFターム
ガイド部材を用いる装置 (25)
Fターム[4E081EA14]に分類される特許
1 - 18 / 18
ガスシールドアーク溶接装置
【課題】容易にトーチの位置を調整することができるガスシールドアーク溶接装置を提供すること。
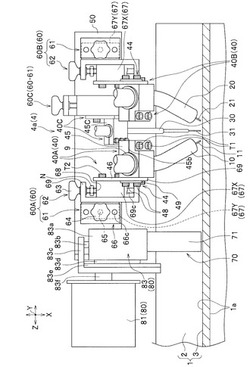
【解決手段】溶接装置Sは、電極を有する電極用トーチ(10,20)と、フィラーワイヤ31を支持するフィラーワイヤ用トーチ30と、電極用トーチ(10,20)、フィラーワイヤ用トーチ30をそれぞれ支持する各トーチクランプ45と、各トーチクランプ45が支持されるベース50と、ベース50を移動させる移動装置(100)とを有する。溶接装置Sは、電極用トーチ(10,20)、フィラーワイヤ用トーチ30をそれぞれ所定角度回動させて電極用トーチ(10,20)及びフィラーワイヤ用トーチ30の設置角度をそれぞれ調整する各角度調整機構44と、電極用トーチ(10,20)、フィラーワイヤ用トーチ30を全方向へ移動させて電極用トーチ(10,20)、フィラーワイヤ用トーチ30の位置をそれぞれ位置調整する各位置調整機構60とを有する。
(もっと読む)
揺動駆動機構

【課題】 溶接トーチの広幅揺動を低負荷で円滑におこなう。
【解決手段】 溶接方向yに延びる振り子軸22;その先端部が固定された第1振り子幹23;揺動駆動軸19;振幅調節ねじ26;振幅調節ねじの回転により上下駆動されるスライドブロック28,29;垂直方向zに分布し第1振り子幹23のガイド溝23aに進入する複数の倣いローラ32,33を装備した回転アーム31;溶接方向yに延びる軸廻りに振り子回動する第2振り子幹34;機体に固定され揺動方向xに延びるレール15;該レールで支持され揺動方向xに移動可能なキャリッジ24;該キャリッジに固定され揺動方向xに延びる揺動アーム5;および、キャリッジに固定され第2振り子幹34の振り子ローラ36で振り子駆動される振り子25;を備える。
(もっと読む)
サブマージアーク溶接装置および片面溶接装置
【課題】溶接の状況と装置の状況を同時に記録することにより、溶接不具合の原因の追跡および解析が容易となるサブマージアーク溶接装置および片面溶接装置を提供する。
【解決手段】サブマージアーク溶接装置は、溶接トーチ25と、溶接走行台車20と、走行レール10と、溶接電源27と、センサ26と、溶接制御手段21と、走行駆動手段22と、倣い駆動手段23とを備え、溶接制御手段21が、走行駆動手段22に対して溶接走行台車20の開先長さ方向への駆動を指示するとともに、センサ26が検出した開先位置に従って倣い駆動手段23に対して溶接走行台車20の開先幅方向への駆動を指示する駆動指示部212と、走行距離と溶接電流および溶接電圧の測定値とを関連付けて書き込むとともに、走行距離と倣い位置とを関連付けて書き込む書き込み部215と、を備える。
(もっと読む)
鋼管矢板用ガスシールドアーク溶接装置
【課題】鋼管矢板の本管と連結継手とのガスシールドアーク溶接装置において、トーチ周りのスペースが狭くても健全な溶接部が得られると共に本管長手方向に変形が生じない鋼管矢板を高能率に溶接することができる鋼管矢板用ガスシールドアーク溶接装置を提供する。
【解決手段】鋼管矢板の本管と連結継手とを溶接するガスシールドアーク溶接装置であって、複数の走行台車のそれぞれに設置した1対の2電極溶接トーチを備え、先行電極の前方および後行電極の後方に、シールドガスの噴出し口が扁平形状のシールドガスノズルを有することを特徴とする鋼管矢板用ガスシールドアーク溶接装置。
(もっと読む)
サブマージアーク溶接方法
【課題】容易に裏波ビードの酸化を防止可能な立向き姿勢のサブマージアーク溶接方法を提供する。
【解決手段】所定のギャップ31を備えて相対させた一対の鋼板1,2を立向き姿勢で溶接するサブマージアーク溶接方法であって、被覆部材32によって溶接箇所22の裏側を覆い、溶接箇所22の裏面に面してフラックスを滞留させる空間33を形成し、溶接箇所22の表面に供給するフラックスの一部を溶接箇所22の上方でギャップ31を通過させて当該空間33に供給しつつ、溶接トーチ12により溶接箇所22をアーク溶接する。
(もっと読む)
立向姿勢溶接装置
【課題】I形開先内における溶接アークの詳細な観察を行うことが可能な立向姿勢溶接装置を提供する。
【解決手段】立向姿勢にある一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先内に溶接ワイヤ2を送出する溶接トーチ3と、I形開先Wbに沿って溶接トーチ3を移動させる台車5,スライドユニット6と、これらにより溶接トーチ3を上下動させると共にワイヤ送出量を制御することで、溶接トーチ3から送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で往復動させて、溶接金属2Aを順次積層させる制御手段20と、I形開先Wb内において台車5とともに移動するミラー10と、台車5とともに移動してミラー10を介してI形開先Wb内の溶接ワイヤ2の先端部分2aを撮影するCCDカメラ11と、CCDカメラ11で撮影した溶接ワイヤ2の先端部分2aを再生可能に映し出すモニタ12を備えた。
(もっと読む)
溶接の方法
【課題】水素脆化を避けてルートパス溶接の良好な溶け込みが得られる、自動ガスタングステンアーク溶接方法を提供する。
【解決手段】面取りされた工作物12を前準備し;溶接収縮による工作物間の有害圧縮応力を避ける最小寸法と隙間の溶加ワイヤ貫通を避ける最大寸法とを有する開かれた隙間を、それらの隣接したルート先端間に伴い、前準備されている工作物接合部分を置き;1乃至10%の水素及び釣り合わされた不活性ガスを含む遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用したルートパス溶接で、隣接した工作物12の開かれているルート領域を融接し;次に、水素を含まない遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用し、ルートパス領域に少なくとも1つの追加の溶加溶接パスを重ねる。
(もっと読む)
隅肉溶接装置
【課題】被溶接部材に対して溶接装置を高い位置精度で且つ簡単に位置決めすることができる隅肉溶接装置を提供する。
【解決手段】底板100上に角棒101が横置配置され、角棒101の上方に平行に配置されるガイドレール2と、ガイドレール2に沿って走行移動可能な走行台車4と、角棒101の側方に位置し台車4に固定された溶接トーチ5とを備えるとともに、ガイドレール2の両端部に吊設され溶接装置1を位置決めする位置決め機構20を備えており、該位置決め機構20はガイドレール2の下面にホルダを介して取り付けられ、角棒101の軸方向断面より僅かに大である凹状切欠部26を有する位置決め治具25を備え、該位置決め機構20が、ホルダをガイドレール2の軸方向に移動させて角棒の軸方向の位置決めを行う第1の位置決め手段と、凹状切欠部26にて角棒の横方向の位置決めを行う第2の位置決め手段とを備える。
(もっと読む)
ワークの水平型自動溶接装置及びこれを用いたワークの溶接方法
【課題】 円筒状に曲げ加工した直径の大きいワークをマンドレルにセットする際に、一人の作業員でもってワークをマンドレルに簡単且つ容易にセットすることができると共に、ワークを突合せ溶接する際に穴開き等の溶接欠陥のない溶接を行えるようにする。
【解決手段】 フレーム本体1に水平姿勢で支持されたマンドレル2に円筒状に曲げ加工した金属板製のワークWを支持させ、ワークWの円周方向両端を突合せた状態でクランプ機構9によりマンドレル2の上面側に設けたバックバー3上へ押圧固定し、その突合せ部を溶接装置10により突合せ溶接するようにしたワークWの水平型自動溶接装置に於いて、前記マンドレル2の周囲に、マンドレル2にセットされる直径の大きなワークWを水平姿勢で支持して円筒状に保持するワーク保持装置5を配設する。
(もっと読む)
円形溶接用トーチ駆動装置、これを備えた溶接装置、及び溶接方法
【課題】従来、車両運搬船の車両搭載甲板へのラッシングポットの取り付けは、手作業で行われており、ラッシングポットの個数が多く、多くの工数を要するというという問題がある。
【解決手段】固定台と、固定台の内側に回転台支持用ベアリングを介して設けられた回転台と、回転台の上部に取り付けられ、トーチを回転台の回転軸心から偏心して支持するトーチ支持台と、回転台の中央に差込金物支持用ベアリングを介して設けられた差込金物とを備えた円形溶接用トーチ駆動装置を採用した。これにより、差込金物を車両搭載甲板のラッシンクポット等の、溶接面が円形の金物内に挿入することにより簡単に円形溶接用トーチ駆動装置を位置決めすることができ、確実に車両搭載甲板の上面と溶接面が円形の金物との接合部の溶接作業を行うことができる。
(もっと読む)
自動溶接装置
【課題】杭頭定着筋(ひげ筋)方式の溶接においては、例え熟練した溶接作業者であっても劣悪な作業環境下において極めて複雑な作業を長時間に亘って溶接の質を落とすことなく行うことは困難であることを解消する。
【解決手段】本発明の自動溶接装置1は、鉄筋Iを把持して鋼管杭Pに装着するための固定部2(固定手段)と、溶接トーチTを溶接すべき箇所に対して位置調整可能に支持する支持部4(支持手段)と、溶接トーチTを振幅させる振幅部5(振幅手段)と、昇降させる昇降部3(昇降手段)と、この昇降部3と振幅部5を連動制御する制御部6(制御手段)と、を備えた。
【効果】溶接トーチを溶接すべき箇所に対して適切な位置とした状態で昇降手段及び振幅手段が連動するから溶接は確実なものとなる。また、溶接作業が、経験から全て定量化されるから、溶接後の仕上げ形状やビードの内部性状について予測が可能となる。
(もっと読む)
立向自動溶接装置
【課題】 フェイスプレートとウエブとから成る立向きのロンジと立向きのトランスとの交差部を、1台で立向きに自動溶接できる立向自動溶接装置を提供すること。
【解決手段】 フェイスプレートFとウエブWとから成る立向きのロンジLと、このロンジLと交差するように立向きに設けられたトランスTとの交差部Cを立向きに溶接する立向自動溶接装置1として、前記立向きに設けられたロンジLまたはトランスTに固定する固定部2と、この固定部2に支持されて立向きに延びるガイド部3と、このガイド部3に案内されて昇降する走行台車部4と、この走行台車部4の先端で前記交差部Cを溶接する溶接部5とを備えさせ、前記ガイド部3を、前記固定部2を前記ロンジLのウエブWに固定した状態でこのガイド部3が前記フェイスプレートFと当接しない距離Dに設ける。
(もっと読む)
溶接鋼管製造用溶接装置
【課題】小径溶接鋼管を製造する場合における突合せ部の内面溶接を実際的に可能にする。
【解決手段】外径約200〜300mmの小径溶接鋼管を製造する際に、MIG又はMAG溶接等で突合せ部の内面溶接を行う溶接鋼管製造用溶接装置であり、管状材(溶接前のものを指す)2の後端側から挿入したブーム18の前端部に溶接トーチ13を取り付けるとともに、この溶接トーチ13のトーチ角度θを50〜70°とし、かつ、溶接トーチを後退させる後退法で突合せ部の溶接を行う。
(もっと読む)
溶接鋼管製造用の溶接装置
【課題】主として小径溶接鋼管を製造する際の突合せ部の溶接に際して、シールドガスのシールド機能に悪影響を及ぼさずに、溶接ヒュームを効果的に吸引可能にする。
【解決手段】溶接鋼管を製造する際に、MIG又はMAG溶接等により、かつ、溶接時に発生する溶接ヒュームを吸引しつつ、突合せ部の内面溶接を行う溶接鋼管製造用の溶接装置であり、溶接ヒュームを吸引するヒューム吸引口31aを、溶接部から立ち上がり管内天井面に突き当たって左右内面側壁に沿って降りてくる溶接ヒュームを吸引するように、溶接トーチ13の左右両側に概ね上向きに設ける。ヒューム吸引口31aが上向きなので、溶接トーチ13から下向きに放出されたシールドガスの流れがヒューム吸引により乱されることはなく、シールド機能を損なうことなく溶接ヒュームを吸引できる。
(もっと読む)
隅肉溶接方法および装置
【課題】 開口がある隅肉溶接の全自動化。溶接位置精度,信頼性の向上。
【解決手段】 下板Xと、下端面に開口A,Bがある立板Yによって形成されるコーナを溶接する隅肉溶接において、溶接方向yに、前方から第1の開口検知手段S1,溶接トーチ8および第2の開口検知手段S2をこの順に配置し、開口幅をL1、S1/溶接トーチ間距離をL2、S2/溶接トーチ間距離をL3、とすると、L2≧L1かつL3≦L1として、S1,S2および溶接トーチの組体を、S1を先頭に、y方向に駆動し、S2の開口始端検出に基づくタイミングYcで駆動を停止して溶接スタート処理を行い、その後に組体を再駆動しアークを継続して隅肉溶接する第1行程と、S1の開口終端検出に基づくタイミングYdで駆動を停止しクレータ処理を行い、その後にアークを停止する第2行程と、を含む隅肉溶接方法。
(もっと読む)
溶接装置
【課題】 一対の溶接トーチによる横板上面と縦板下端との間の両コーナー部分の隅肉溶接に際しての機能性を高めた溶接装置を提供する。
【解決手段】 この溶接装置は、横板(1)の上面と縦板(2)下端との間の左右両コーナー部分(3)(4)の隅肉溶接を連続的に行わせる連続溶接と、両コーナー部分(3)(4)の隅肉溶接を間欠的に行わせるタック溶接の双方を可能にしている。
(もっと読む)
傾斜登り隅肉溶接方法およびその自動隅肉溶接装置
【課題】 水平に対し傾斜した隅肉継手の溶接品質を向上することができる傾斜登り隅肉溶接方法と、その傾斜隅肉継手を簡易に能率よく自動溶接できる傾斜登り自動隅肉溶接装置を提供する。
【解決手段】 下板1上を走行し、溶接線倣い手段を有する走行台車20と、下板1と立板2とで形成される、水平に対し傾斜した傾斜溶接線3を隅肉溶接する溶接トーチ11と、溶接トーチ11を揺動させるトーチ揺動手段と、トーチ軸を中心に前記トーチ揺動手段を回転して溶接トーチの揺動方向を水平方向に調節する揺動方向調節手段とを備えた傾斜登り自動隅肉溶接装置により、溶接トーチ11の揺動方向を水平方向に調節して傾斜溶接線3を上進溶接する。
(もっと読む)
全姿勢自動溶接ヘッドとその動作方法
【課題】狭隘な間隙であっても溶接ヘッドのトーチ部分を、被溶接チューブの外周部の円周方向と上下移動方向に容易に移動できる溶接ヘッドを提供すること。
【解決手段】トーチ7を支持するトーチ台10を先端部に設け、被溶接チューブ22の中心軸と一致させてチューブ22の外周を回転するトーチ回転用リング1と該リング1の内側でリング1と同心円上に配置されたトーチ上下移動用リング2と、リング1をチューブ22の回りに回転駆動させる第1の歯車群及び第1の歯車群と並列配置され、リング2をチューブ22の回りに回転駆動させる第2の歯車群及び前記2組の歯車群を共に駆動させる駆動軸27と該駆動軸27を駆動させるトーチ回転用モータ4と、リング2をチューブ22の回りに回転駆動させ、かつトーチ7を上下移動させるために第1の歯車群と等速又は第1の歯車群より高速又は低速で、リング1に対して同方向又は逆方向に回転しながらリング2を駆動可能な第2の歯車群と該第2の歯車群を駆動させるトーチ上下移動用モータ5とを備えた溶接ヘッドである。
(もっと読む)
1 - 18 / 18
[ Back to top ]