
Fターム[4E081EA28]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 装置(突合せ溶接) (454) | 溶接装置 (148) | 自動溶接装置 (145) | 用途 (70) | 管製造溶接装置 (31) | スパイラル管の製造用 (4)
Fターム[4E081EA28]に分類される特許
1 - 4 / 4
スパイラル鋼管の製造方法およびスパイラル鋼管
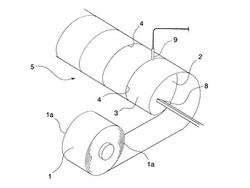
【課題】高い生産性が得られる内外面連続溶接を用いて効率よく製造でき、十分な靭性を有する溶接金属部を備えたスパイラル鋼管を提供する。
【解決手段】鋼帯1をスパイラル状に巻きながら鋼帯の幅方向端面同士を内外面のうち一方の面に対する溶接により先行溶接金属部4を形成した後、連続して他方の面に対する溶接により後続溶接金属部を形成し、所定の化学組成である溶接金属部を有する管状体5を形成する工程と、溶接金属部を1000℃以上1150℃以下に5秒以上20分以下の間加熱する加熱工程と、加熱工程の後、900℃から500℃の間の前記溶接金属部を平均冷却速度10℃/秒以上で冷却する工程と、溶接金属部を300℃以上600℃以下の温度で板厚25.4mm当たり5分以上90分以下の時間加熱保持して焼き戻し処理する工程とを備えるスパイラル鋼管の製造方法とする。
(もっと読む)
フラックス再利用装置

【課題】スパイラル鋼管のサブマージアーク溶接に使用したフラックスを循環利用でき、高品質のスパイラル鋼管を製造可能なフラックス再利用装置を提供する。
【解決手段】スパイラル鋼管11をサブマージアーク溶接して造管するに際し、余剰のフラックスを回収して循環利用するためのフラックス再利用装置10であり、サブマージアーク溶接が終了した箇所から吸引回収される湿潤状態の使用済みフラックス中の磁性体を除去する磁力選別機19と、この下流側に配置され、磁性体が除去された使用済みフラックスから、スラグ及びダストを除去して湿潤状態のフラックスを回収する粒径選別機22と、この下流側に配置され、湿潤状態のフラックスをサブマージアーク溶接に再利用可能な状態まで乾燥処理する乾燥機23と、乾燥処理したフラックスを溶接箇所16へ供給する搬送手段25とを有する。
(もっと読む)
スパイラルパイプの製造方法及び装置
【課題】 鋼帯幅が必ずしも一定でない鋼帯を素材としてスパイラル鋼管を製造するときに適切な溶接ギャップを確保して健全な溶接部を有するスパイラル鋼管を製造する手段を提供する。
【解決手段】 鋼帯をサイドトリミングした後スパイラル状に成形し、エッジ部を突合せて内面次いで外面を溶接するスパイラル鋼管の製造方法において、内面溶接点より少なくとも2D分(Dは製造されるスパイラル鋼管の外径)上流側の帯鋼幅の変動を連続的に測定するとともに、該帯鋼幅の変動に応じて内面溶接点において所定の溶接ギャップが得られるように案内する。
(もっと読む)
溶接鋼管の製造方法
【課題】大掛かりな設備改造を行なうことなくスパイラル鋼管の製造に簡単に適用でき、その能率を大幅に向上させることができる溶接鋼管の製造方法を提供する。
【解決手段】本発明の溶接鋼管の製造方法では、スパイラル状に曲げられた熱延鋼帯の幅方向突合せ部を、まず、内面溶接機により内面溶接位置P1において内面側でサブマージアーク(SAW)溶接を実施した後、鋼管を溶接線に沿って約1周半した下流側に位置する高周波加熱コイル30に通電して外面溶接前の鋼帯突合せ部の予熱を行ない、しかる後、外面溶接機により外面溶接位置P2で外面側のSAW溶接を実施する。この場合、SAW溶接前の鋼板の幅方向端面突合せ部の表面温度は400℃以上にすることが好ましい。
(もっと読む)
1 - 4 / 4
[ Back to top ]