
Fターム[4E081EA44]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 装置(突合せ溶接) (454) | 治具、周辺機器 (167) | 拘束装置 (28) | クランプによるもの (10)
Fターム[4E081EA44]に分類される特許
1 - 10 / 10
アーク溶接方法及びアーク溶接装置
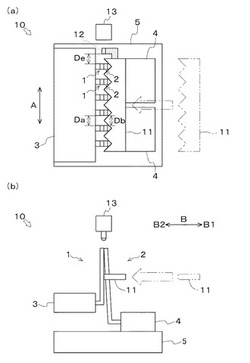
【課題】各第一端子と各第二端子との溶接品質を安定させることが可能なアーク溶接方法及びアーク溶接装置を提供する。
【解決手段】アーク溶接方法は、各第一端子1と各第二端子2との対向方向に対して傾斜した斜面にて構成される複数のクランプ部16を有するクランプ手段11を用い、各クランプ部16を各第二端子2に前記対向方向外側から対向させた状態で、クランプ手段11を前記対向方向内側へ移動させることによって、各第二端子2を各クランプ部16に当接させて、各クランプ部16により各第二端子2の前記並列方向の位置決めを、各第二端子2と、各第一端子1との前記並列方向の位置が合うように行うと共に、各クランプ部16により、各第二端子2を前記対向方向内側へ押圧して、各第一端子1に接触させる工程を有する。
(もっと読む)
溶接方法及び装置

【課題】溶加棒なしでも溶接を行うことが可能となる溶接方法及び装置を提供すると共に溶接作業及び作業工程にかかる費用のコストダウンを図る。
【解決手段】開先を突き合わせた2つの筒状の被溶接部材の一端を固定でき、且つ、回転機構を有した被溶接部材の回転機構と、もう一端に2つの被溶接部材の開先突き合わせ部に力を付加する軸力の付加機構を取り付け、被溶接部材の反トーチ側の溶接部近傍を把持し、被溶接部材トーチ側及び反トーチ側の溶接部に、シールドガスを密封する空間を作る圧力壁を形成し、圧力壁内の圧力をPID制御しつつ、溶接を行う。
(もっと読む)
造管設備に適用される鉄板ストリップ接合装置
【課題】厚板ストリップの接合熔接を速かに遂行しながらも熔接部の品質を向上させることができる鉄板ストリップ接合装置を提供する。
【解決手段】先行鉄板ストリップの後端部を切断する第1切断ユニットと;後行鉄板ストリップの先端部を切断する第2切断ユニットと;第1切断ユニットを前後進移送する第1移送手段と;第2切断ユニットを前後進移送する第2移送手段と;第1切断ユニットと第2切断ユニットの間に配置される熔接ユニットとを含んでなる鉄板ストリップ接合装置であって、第1上部刃と前記第2上部刃が互いに対向方向に傾いて設置されることにより、前記両鉄板ストリップの端部が互いに突き合わせられてV字形を成すようにした状態で、前記熔接ユニットによって熔接を実施する装置。
(もっと読む)
溶接用治具
【課題】第1の管材の一端面と、第2の管材の一端面とを溶接接合する際の作業能率を向上させることができ、設備を削減することができるとともに、作業スペースの限られた工場等でも採用することができる溶接用治具を提供すること。
【解決手段】第1の管材11の一端面と、第2の管材12の一端面とを、周方向に沿って本溶接する際に用いられる溶接用治具10であって、ポジショナ21を構成する回転板22に固定されて、回転板22の回転軸線Cまわりに回転板22とともに回転するベースプレート13と、ベースプレート13から、回転軸線Cと平行になるとともに、回転板22と反対の側に延びるアーム14と、アーム14の先端部に固定されて、第1の管材11の他端部を支持するクランプ15と、を備えているとともに、クランプ15に支持された第1の管材11の長手方向軸線と、回転軸線Cとが一致するように構成されている。
(もっと読む)
水平型自動溶接装置
【課題】 円筒状に曲げ加工したワークの円周方向両端を正確且つ確実に突合せることができ、また、溶接済みのワークの取り出しを容易に行え、ワークの取り出し時に於けるマンドレル及びクランプ板等の消耗、ワークの損傷等を防止でき、更に、クランプ板の下降位置をワークの厚さに応じて自由に設定できる。
【解決手段】 マンドレル2に支持された円筒状のワークWの円周方向両端部をクランプ機構6により突合せ状態でクランプし、この状態でワークWの突合せ部を溶接するようにした水平型自動溶接装置に於いて、前記クランプ機構6は、弾性体19により下方へ附勢されてワークWの円周方向の両端部上面に傾斜姿勢で当接し得る対向状の一対のクランプ板18を備えており、当該一対のクランプ板18がモータ駆動型の駆動装置21によりマンドレル2に対して昇降動する構成とする。
(もっと読む)
コイル材接続方法及びコイル材接続装置
【課題】生産ライン内で先後のコイル端部同士を溶接接合しても溶接接合部を境に曲がりを生じさせることがないコイル材接続の方法及び装置を提供する。
【解決手段】先行コイル9aと後行コイル9bの端部同士を接続するに際して、生産ライン内に送り込まれている先行コイル9aの帯材終端91と後行コイル9bの帯材始端92との端部同士を突合せ、突合せ部の前後で帯材90をクランプ機構32により保持し且つ突合せ部の裏側に耐熱性セラミックからなる裏当て材6を配置させ、この突合せ部の表側からアーク溶接のトーチ31を走行させて突合せ部を溶接接合する。
(もっと読む)
鋼管のMIG溶接装置および溶接方法
【課題】クラッド鋼管を含むオーステナイト系ステンレス鋼管のMIG溶接方法を提供する。
【解決手段】溶接対象とする鋼管6同士を固定し、鋼管芯合わせを行い、バックシールドガス供給機能およびバックシールドガスの気密機能を持つクランプ装置7は、溶接開先11の背面に平行に銅製裏当て21を配置し、溶接開先11の背面と銅製裏当て21との間隔を0.1〜0.5mmの間隔に固定し、溶接開先11の背面と、銅製裏当て21および管内壁面をクランプし、鋼管芯合わせを行う鋼製クランプシュー26により構成されるバックシールドガスを充填する空間22を有する機構を備える。
(もっと読む)
帯状金属薄板の突合せ接合装置
【課題】 幅広の帯状金属薄板であっても、先行の帯状金属薄板の終端と後行の帯状金属薄板の始端との突き合せ作業を簡単且つ正確に行えるようにする。
【解決手段】 先行の帯状金属薄板W1及び後行の帯状金属薄板W2を載置する作業用テーブル2を設けたキャビネット本体1と、先行の帯状金属薄板W1の終端部上面及び後行の帯状金属薄板W2の始端部上面を保持する上部クランプ4と、先行の帯状金属薄板W1と後行の帯状金属薄板W2の突合せ部近傍を上部クランプ4とで挾持固定する下部治具5と、両帯状金属薄板W1,W2の位置決めを行うセンタープレート6と、両帯状金属薄板W1,W2の突合せ部を突合せ溶接する溶接装置8とを具備した帯状金属薄板の突合せ接合装置に於いて、下部治具5に、先行の帯状金属薄板W1の終端部と後行の帯状金属薄板W2の始端部とを下部治具5の上面へ密着状に保持固定するワーククランプ7を配設する。
(もっと読む)
インターナルクランプ装置
【課題】接続する管に挿入してセットした状態で作業者等が管路内を自由に行き来することができ、接合する管の開先合わせ及び開先部の裏当て金を設置して溶接するときの作業性を向上する。
【解決手段】インターナルクランプ装置1を使用して管2aと管2bを溶接するとき、接合する一方の管2aの内部にインターナルクランプ装置1を挿入し、ヘッド6に取り付けてある裏当て銅板11の中央が管2aの開先線と一致するようにインターナルクランプ装置1の位置を調整する。このインターナルクランプ装置1を管2a内に挿入して位置調整しているとき、管2aが大口径の場合には、作業者はインターナルクランプ装置1のシリンダ保持部5に設けた貫通孔7を通って管2a内に行き来できるから、インターナルクランプ装置1の位置決め作業等を容易に行うことができる。
(もっと読む)
棒材溶接用治具
【課題】 2本の棒材を直線状に溶接するに当たって、溶接作業の高品質化、簡便化および作業時間の短縮を可能とする溶接用治具の提供を目的とする。
【解決手段】 溶接トーチを固定するトーチホルダー1と上記トーチホルダー1を搭載し可動自在に保持するトーチホルダー保持部2と、棒材の一方を把持する棒材ホルダーを備えたトーチホルダー支持部の受け部3とからなり、これらを結合部4により着脱自在に結合できるように形成する。
(もっと読む)
1 - 10 / 10
[ Back to top ]