
Fターム[4E081EA54]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 装置(突合せ溶接) (454) | 計測、制御 (68) | センサ及び監視機器(センシング) (30)
Fターム[4E081EA54]に分類される特許
1 - 20 / 30
作業検査方法と作業装置
【課題】製品における多数の対象部分をロボットと人とで検査する場合に、ロボットによる作業と人による検査を、効率よく行え、かつ、異常が生じた場合に、行われた作業が無駄になる対象部分の数を抑えるようにする。
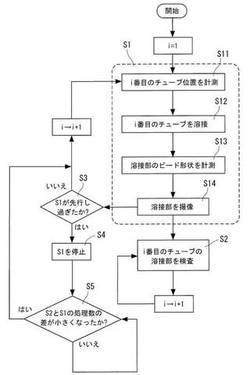
【解決手段】ステップS1において、ロボットは、製品における多数の対象部分に対して順番に作業を行う。ステップS1が進行している時に、ステップS2において、ステップS1でロボットによる作業が行われた各対象部分を、人が検査する。ステップS3において、ステップS1で作業が行われた対象部分の数が、ステップS2で検査された対象部分の数よりも、第1の設定数だけ多くなったら、ステップS1の作業を停止する。
(もっと読む)
2電極左右差溶接方法

【課題】溶接とは別の外部熱源で入熱量を調整し、溶け込み深さをコントロールすることで被溶接部材の倒れを防止する2電極左右差溶接方法を提供する。
【解決手段】先行電極1と後行電極2とを用い被溶接部材12の両側から同時に隅肉溶接を行う2電極溶接方法において、隅肉溶接を施工中に、溶接以外の外部熱源(熱源6及び冷却源7)を用いて、先行電極1側の入熱量と後行電極2側の入熱量との間に差をつけることにより、被溶接部材12の両側の溶け込み深さを均一にし、被溶接部材12の倒れを防止する。
(もっと読む)
溶接方法及び装置
【課題】溶加棒なしでも溶接を行うことが可能となる溶接方法及び装置を提供すると共に溶接作業及び作業工程にかかる費用のコストダウンを図る。
【解決手段】開先を突き合わせた2つの筒状の被溶接部材の一端を固定でき、且つ、回転機構を有した被溶接部材の回転機構と、もう一端に2つの被溶接部材の開先突き合わせ部に力を付加する軸力の付加機構を取り付け、被溶接部材の反トーチ側の溶接部近傍を把持し、被溶接部材トーチ側及び反トーチ側の溶接部に、シールドガスを密封する空間を作る圧力壁を形成し、圧力壁内の圧力をPID制御しつつ、溶接を行う。
(もっと読む)
溶接方法及び溶接装置
【課題】本発明は、溶接の終始端部ができるだけ少なくなるよう、少ない分割数で管台を原子炉容器の傾斜面に取り付ける溶接方法を提供することを目的とする。
【解決手段】水平方向に対して傾斜した傾斜面6を備えた容器の該傾斜面6に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材3と、の接合部を溶接する溶接方法であって、先端が一方向に傾斜し、且つ、先端の突先部5が周上にある電極4を備える溶接トーチ2を、突先部5を含む母線が傾斜面側に向くよう鉛直配置し、突先部5を含む母線が傾斜面側に向いた状態を維持しながら、管状部材3の円周に沿って傾斜上側から傾斜下側に向けて溶接ビードを形成する溶接方法。
(もっと読む)
溶接ロボットシステム
【課題】溶接部位検出器を使用せずにギャップ長GLを算出する溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、第1上部電極位置算出回路LC1が、スポット溶接を行うために上部電極1aを母材Wに接触させたときに第1上部電極位置を算出する。電流指令値生成回路ICが加圧力設定値に基づいてサーボモータMを駆動し、上部電極1aが加圧して上部板が下部板に接触したときに、第2上部電極位置算出回路LC2が、第2上部電極位置を算出する。ギャップ長算出回路GCが、第1上部電極位置と第2上部電極位置とからギャップ長GLを算出し、スポット溶接電源SPSが電力を供給する。これらを有するスポット溶接ロボットSRと、スポット溶接を行った位置のギャップ長GLを入力して、溶接条件を変更してアーク溶接を行うアーク溶接ロボットARとを備える。
(もっと読む)
自動溶接システムおよび自動溶接方法
【課題】作業時間の短縮を図るとともに、溶接品質を維持することのできる自動溶接システムを提供する。
【解決手段】予め、開先形状等に係る情報等に基づいて、各層毎のトーチ基準位置や基準供給電力等を演算する。溶接対象ワーク1を回転テーブル11に載置する。回転テーブル11を一回転させ、位置検出センサ18により距離R0(θ)を検出し、距離R1(θ),距離R2(θ)を演算する。位置検出終了後、溶接トーチ21,31を配置する。回転テーブル11を回転させ、R1,R2に基づいた径方向位置制御および溶接ビード断面均一維持制御をおこないながら溶接する。回転テーブル11が一回転すると、1層目の溶接が完了し、2層目の溶接を開始する。このように複数層の溶接を繰り返して開先深さまで埋まることにより、第1溶接位置において内輪2と静翼リング3とを接合し、同時に、第2溶接位置において静翼リング3と外輪4とを接合する。
(もっと読む)
ギャップ長調整装置
【課題】零点位置の決定やギャップ長の調整を作業者毎にバラツキなく行うことができるギャップ長調整装置を提供する。
【解決手段】金属テープ11を管状に加工するための成形工具12と、金属テープ11の両側突き合わせ箇所13を溶接するための電極棒14とを備え、両側突き合わせ箇所13と電極棒14とのギャップ長を調整するためのギャップ長調整装置10であって、金属テープ11と電極棒14とに電圧を印加し、金属テープ11と電極棒14との接触に伴う電気的接続を検知すると共にその検知に基づいて検知信号を出力する接触確認コントローラ15と、検知信号が入力されたときにギャップ長が零であることを表示する表示器16を有し、電極棒14の変位を測定する変位センサ17と、検知信号が入力されたときにギャップ長が零であることを作業者に報知するための報知器18と、を備えるものである。
(もっと読む)
溶接ロボットシステム
【課題】非接触式センサの溶接部位検出器を使用せずにギャップ長を算出することができる溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、スポット溶接ロボットSRの上部電極基準位置算出回路4が、スポット溶接を行う前に上部電極1aを下部電極1bに接触させたときの上部電極基準位置を算出し、ギャップ長検出時上部電極位置算出回路5が、下部電極1bの上に母材Wを置いてスポット溶接を行うときに、上部電極1aを母材Wに接触させたときのギャップ長検出時上部電極位置を算出し、ギャップ長算出回路10が板厚と上部電極基準位置とギャップ長検出時上部電極位置とからギャップ長GLを算出し、スポット溶接を行う。アーク溶接ロボットARがギャップ長GLに対応して溶接条件を変更してアーク溶接を行う。仮付けと同時にギャップ長GLを算出することができる。
(もっと読む)
自動溶接機における溶接トーチ揺動装置及び揺動方法
【課題】直動アクチュエータによって溶接トーチを揺動させた場合に、慣性負荷に起因する負荷振動を抑制し、予め設定した良好な溶接品質の確保と、装置の締結部に緩みを未然に防止する。
【解決手段】直動アクチュエータ21による溶接トーチの揺動により被加工部に対して溶接処理を行う。被加工部に対し溶接トーチTを介して溶接処理を行わせる直動アクチュエータ21の動作時に、該動作時に生じる振動を打ち消すようにカウンタウエイトを動作させることで、直動アクチュエータの動作時に生じる振動を抑制する。
(もっと読む)
隅肉自動溶接装置及び隅肉自動溶接方法
【課題】特定の環境に限らず隅肉溶接範囲の始端や終端を確実に検出することができるようにすること。
【解決手段】板材A上を走行する台車3を有する溶接装置1に、板材Aと隅肉溶接する板材B上を転動するガイドローラ3h,3iの近傍に近接センサ3j、3kを設ける。また、台車3が走行する板材Aを検出する近接センサ3p,3qを台車3の側面3l,3mにそれぞれ設ける。各近接センサ3j,3k,3p,3qに、磁性体製の板材を検出する渦電流式センサを用いる。近接センサ3p,3qのどちらかが板材Aを検出しなくなるか、あるいは、近接センサ3j,3kのどちらかが板材Bを検出しなくなると、溶接トーチ5による溶接を停止する。但し、近接センサ3p,3qが共に板材Aを検出している間は、台車3の走行を継続させる。
(もっと読む)
サブマージアーク溶接装置および片面溶接装置
【課題】溶接の状況と装置の状況を同時に記録することにより、溶接不具合の原因の追跡および解析が容易となるサブマージアーク溶接装置および片面溶接装置を提供する。
【解決手段】サブマージアーク溶接装置は、溶接トーチ25と、溶接走行台車20と、走行レール10と、溶接電源27と、センサ26と、溶接制御手段21と、走行駆動手段22と、倣い駆動手段23とを備え、溶接制御手段21が、走行駆動手段22に対して溶接走行台車20の開先長さ方向への駆動を指示するとともに、センサ26が検出した開先位置に従って倣い駆動手段23に対して溶接走行台車20の開先幅方向への駆動を指示する駆動指示部212と、走行距離と溶接電流および溶接電圧の測定値とを関連付けて書き込むとともに、走行距離と倣い位置とを関連付けて書き込む書き込み部215と、を備える。
(もっと読む)
構造物の溶接方法及び構造物の溶接設備
【課題】溶接時における作業者の負担を軽減するとともに、溶接に要する時間を短縮すること。
【解決手段】第1の部材が取り付けられた板材に、前記第1の部材と交差して第2の部材を配置する(ステップS101)。次に、前記第2の部材上に、昇降可能なトーチを有する溶接装置を載置する(ステップS102)。そして、前記第2の部材の長手方向に前記溶接装置を走行させて、前記板材に前記第2の部材を溶接する(ステップS103)。その後、前記トーチが前記第1の部材の位置に到達して前記第1の部材と干渉する前に、溶接を停止させるとともに、前記トーチを上昇させて前記第1の部材を回避させる(ステップS106)。
(もっと読む)
自動溶接装置における溶接トーチ位置決め方法
【課題】 枝管が傾いていても、溶接個所に対する溶接トーチの角度を一定にする。
【解決手段】 ロボットハンド12の先端部の旋回台13に、馬蹄型ガイド5と円周動作する溶接トーチ11を備えた枝管溶接機4を取り付け、その反対側に探触子14を設ける。枝管溶接機4の溶接トーチ11の先端より突出する溶接ワイヤ15の先端を、現実の空間の或る1点に保持してロボットのマスタリングを行い、枝管溶接機4について、その点を原点Oとし且つ溶接トーチ11の円周動作の軸心位置に座標軸を備えたツール座標系16を設定する。ツール座標系16における溶接トーチ11の円周動作の軸心位置に対応する座標軸を、センシングにより検出された母管1に仮付けした枝管2の鉛直方向からの傾きに一致させる座標変換を行った後、馬蹄型ガイド5を溶接対象の枝管2に外嵌させて、溶接トーチ11の円周動作の軸心方向を、枝管2の軸心方向に一致させる。
(もっと読む)
タンデムアーク溶接における電極位置制御方法、タンデムアーク溶接システムのロボットコントローラおよびタンデムアーク溶接システム
【課題】溶接開始時における溶接線が教示時の位置とは異なっている場合であっても、先行極および後行極を溶接線の位置に合わせて適切に補正することができ、溶接欠陥を防止することができるタンデムアーク溶接における電極位置制御方法、ロボットコントローラおよびタンデムアーク溶接システムを提供する。
【解決手段】電極位置制御方法は、電流電圧検出手段6,7が溶接ワークWと接触させた先行極2aおよび後行極2bの電圧を検出する電圧検出工程と、センシング処理手段12が当該電気的変化から溶接ワークWの位置情報を検出するセンシング工程と、補正量算出処理手段16が当該位置情報から溶接線に対する先行極2aおよび後行極2bの位置ずれを補正する補正量を算出する補正量算出工程と、ロボット軌跡計画処理手段17が当該補正量を加算または減算することで、各電極の位置を補正する位置補正工程と、を行う
(もっと読む)
タンデムアーク溶接システムを制御するロボットコントローラ、それを用いたアーク倣い制御方法およびタンデムアーク溶接システム
【課題】アーク倣いを任意の回転中心で行った場合においても、先行極に位置ずれが発生せず、溶接欠陥が生じることのないタンデムアーク溶接システムを制御するロボットコントローラ、それを用いたアーク倣い制御方法およびタンデムアーク溶接システムを提供する。
【解決手段】タンデムアーク溶接システムを制御するロボットコントローラ8は、先行極処理部11aが算出した先行極変化量から左右および上下方向の位置ずれを補正する先行極補正量を算出する先行極補正部14aと、後行極処理部11bが算出した後行極変化量から回転方向の位置ずれを補正する後行極補正量を算出する後行極補正部14bと、先行極2aの位置ずれを補正する回転中心補正量を算出する回転ずれ補正制御処理部16と、ティーチング位置と倣い補正時における溶接トーチ2の回転中心の位置を補正するロボット軌跡計画処理部13と、を備える。
(もっと読む)
自動溶接装置
【課題】 枝管と母管の溶接個所を溶接トーチで正確に溶接する。
【解決手段】 ロボットハンド12の先端部の旋回台13に、馬蹄型ガイド5と円周動作する溶接トーチ11を備えた枝管溶接機4を取り付け、その反対側に探触子14を設ける。ロボットコントローラ19に、探触子14に接続したタッチセンサ16の接触検出信号を入力可能とし、更に外部の制御装置20を接続する。ロボットコントローラ19で多関節ロボットを制御して枝管溶接機4の馬蹄型ガイド5を溶接対象の枝管2aに外嵌させるときに、制御装置20により、馬蹄型ガイド5と予め探触子14で検出した溶接対象の枝管2aの位置のずれ量を求め、このずれ量を解消するための馬蹄型ガイド5の位置補正量を求めてロボットコントローラ19へ与えることで、馬蹄型ガイド5を外嵌させた溶接対象の枝管2aを、溶接トーチ11の円周動作の軌道の中心に配置させる。
(もっと読む)
自動溶接方法及び装置
【課題】 母管に複数の枝管を溶接する溶接処理に要する時間を低減させる。
【解決手段】 母管1の長手方向に延びるガイドレール12に、多関節ロボット14に枝管溶接機4を備えた溶接モジュール13と、別の多関節ロボット16にセンサ装置17を備えたセンシングモジュール15を、独立に往復動可能に取り付ける。母管1に、複数の枝管2a〜2nを取り付ける場合は、母管1の長手方向一端側より他端側へ並ぶ各枝管2a〜2nについて、センシングモジュール15のセンサ装置17によるセンシング作業を順次行ない、それぞれの位置計測結果の情報を制御装置18に一旦記憶する。センシングモジュール15による溶接順序が後の枝管2b〜2nについてのセンシング作業と並行して、溶接モジュール13により、制御装置18より得た位置計測結果の情報を基に枝管溶接機4の位置を制御しながら各枝管2a〜2nの母管1への溶接作業を行わせる。
(もっと読む)
自動溶接装置における溶接トーチの位置決め方法及び装置
【課題】 枝管溶接機の馬蹄型ガイドの溶接対象の枝管や他の枝管との干渉を防止する。
【解決手段】 ロボットハンド12の先端部に設けた旋回台13の側面の一個所に、馬蹄型ガイド5と円周動作する溶接トーチ11を備えた枝管溶接機4を取り付ける。旋回台13における枝管溶接機4の取付位置に対して180度方向の側面に、外向きに延びる探触子14を設ける。母管1に仮付けされた溶接対象の枝管2aに対し、先ず、探触子4によるタッチセンシングを行って、母管1の長手方向とそれに直交する水平方向であるXY軸方向の位置を検出する。その後、旋回台13を反転させ、枝管溶接機4の馬蹄型ガイド5を、溶接対象の枝管2aとのX軸方向位置を合わせてから、Y軸方向へのみ移動させて、溶接対象の枝管2aに外嵌させて、溶接トーチ11の円周動作の軌道の中央に溶接対象の枝管2aを配置させる。
(もっと読む)
鋼管のMIG溶接装置および溶接方法
【課題】クラッド鋼管を含むオーステナイト系ステンレス鋼管のMIG溶接方法を提供する。
【解決手段】溶接対象とする鋼管6同士を固定し、鋼管芯合わせを行い、バックシールドガス供給機能およびバックシールドガスの気密機能を持つクランプ装置7は、溶接開先11の背面に平行に銅製裏当て21を配置し、溶接開先11の背面と銅製裏当て21との間隔を0.1〜0.5mmの間隔に固定し、溶接開先11の背面と、銅製裏当て21および管内壁面をクランプし、鋼管芯合わせを行う鋼製クランプシュー26により構成されるバックシールドガスを充填する空間22を有する機構を備える。
(もっと読む)
片面溶接装置
【課題】溶接機ビーム上を走行する溶接台車による安定した溶接が可能な片面溶接装置を提供する。
【解決手段】直線的に設けられた溶接機ビーム10と、溶接機ビーム10の長さ方向に走行可能に、かつ、溶接機ビーム10の側面に沿って片持ち状態で吊り下げ支持された溶接台車20と、溶接線Mの裏側に配設された裏当装置30と、を有する片面溶接装置100であって、溶接機ビーム10の上面に、長さ方向に沿って互いに平行に延びるベアリングレール11および歯車ラック12を備え、溶接台車20が、ベアリングレール11および歯車ラック12にそれぞれ係合する第1、第2走行機構21,22と、溶接ワイヤ供給ノズル23と、溶接線位置検出機構24と、ノズル移動制御機構25と、を備えた片面溶接装置100を提供する。
(もっと読む)
1 - 20 / 30
[ Back to top ]