
Fターム[4E081FA01]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接製品(突合せ溶接) (372) | 管製品 (112)
Fターム[4E081FA01]の下位に属するFターム
Fターム[4E081FA01]に分類される特許
1 - 20 / 53
角度調整装置
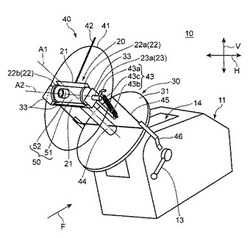
【課題】パイプの側部に別のパイプの端部を溶接する際に高度な溶接技能が必要とされない角度調整装置を提供する。
【解決手段】角度調整装置10は、被溶接物50を保持するパイプ保持部20と、回転軸A1を中心にパイプ保持部20を回転させて第1パイプ51の向きを漸次変化させる第1調整機構30と、第1パイプ51の中心線A2を中心にパイプ保持部20を回して第2パイプ52の向きを変化させる第2調整機構40とを備えている。第2調整機構40は、第1パイプ51の向きが縦向きの配置及び横向きの配置うちの一方の配置から他方の配置へ漸次変化するのに伴って、前記縦向きの配置のときよりも前記横向きの配置のときの方が第2パイプ52の向きが水平方向Hに近くなり、かつ前記一方の配置から他方の配置までの変化中に第2パイプ52の向きを一方向に漸次変化させる。
(もっと読む)
差込溶接式管継手用構造材

【課題】 溶接入熱の少しのバラつきでも、十分な溶込みが得られる差込溶接式管継手を提供する。
【解決手段】 差込口に配管が差し込まれ、すみ肉溶接される差込溶接式管継手用構造材であって、差込口の端面の内径側周囲に、すみ肉溶接時の溶接入熱で溶融する微小突起部を備え、当該微小突起部の先端部の内径側周囲には、差込口に配管が差し込まれた場合に配管の表面と離隔する離隔部が備わることを特徴とする。
(もっと読む)
差込溶接式管継手用構造材
【課題】 コーナ部の溶込み不足が発生し難いソケット溶接継手を提供する。
【解決手段】 略中空円筒状の差込口に配管が差し込まれ、溶接用のトーチの先端が、差込口の端面と配管の外面とがなすコーナ部へ向けて進入してすみ肉溶接される差込溶接式管継手用構造材であって、差込口の内径側の角部は、面取りされていない。
(もっと読む)
差込溶接式管継手用構造材
【課題】 コーナ部の溶込み不足が発生し難いソケット溶接継手を提供する。
【解決手段】 略中空円筒状の差込口に配管が差し込まれ、溶接用のトーチの先端が、差込口の端面と配管の外面とがなすコーナ部へ向けて進入してすみ肉溶接される差込溶接式管継手用構造材であって、差込口の端面は、略円錐台状の傾斜面である。
(もっと読む)
配管溶接部の予防保全方法
【課題】カメラの損傷を回避することができる配管溶接部の予防保全方法を提供する。
【解決手段】連結された第1走行体29及び第2走行体28を有する配管内アクセス装置27は、第1走行体29の駆動輪41及び第2走行体28の駆動輪35の回転によって、配管25内を移動する。噴射ノズル30及びCCDカメラ31が第1走行体29に設けられたシリンダ装置34に取り付けられる。第1走行体29が配管25の溶接部26に到達したとき、配管内アクセス装置27の移動が停止され、噴射ノズル30がシリンダ装置34の外側に向って移動し、CCDカメラ31がシリンダ装置34内に収納される。溶接部26の外面が高周波誘導加熱装置55によって加熱され、噴射ノズル30から噴射された冷却水によって溶接部26の内面が冷却される。これによって、溶接部26付近の内面に圧縮残留応力が付与される。
(もっと読む)
金属製可撓管の製造方法
【課題】ブレードを容易に形付け、切断及び溶接して金属製可撓管を製造することのできる方法の提供。
【解決手段】ベローズ4の外周側にブレード5を配置する。係止リング6をベローズ4及びブレード5間に介在させる。係止リング6をベローズ4の端部の谷部3aに係止する。押えリング7をブレード5の端部の外周側に配置する。ブレード5の端部を係止リング6よりも中心軸方向で外側に突出する長さに設定する。押えリング7を支持具11で支持する。ベローズ4の端部を押圧具12で中心軸方向に押圧して、ベローズ4の端部を押し潰す。これと同時に、ブレード5の端部を係止リング6の外面形状に沿わせるよう形付けする。ベローズ4の端部を押圧したまま、ブレード5の端部を溶断して余剰部分を除去する。これと同時に、ブレード5を係止リング6及び押えリング7に溶接する。
(もっと読む)
ノーブロー工法用フィッティングおよびノーブロー工法用フィッティングの製造方法
【課題】上部フィッティングおよび下部フィッティングを既設本管に高精度に溶接すること。
【解決手段】管材2がその管軸方向に分割されてなる上部フィッティング3および下部フィッティング4を備え、管材2には、管軸に直交する挿通軸と同軸に既設本管用の挿通孔が形成されるとともに、管材2は、管軸に直交する直交面に対して傾斜し、かつ挿通軸に沿って延びる仮想切断面S2に沿って切断されることで分割され、上部フィッティング3および下部フィッティング4の切断端部3a、4a間には、全周にわたって開先10が形成され、直交面に対する仮想切断面S2の傾斜角度θの大きさは、開先10のうち、最も上側に位置する最上部分10Aにおける上部フィッティング3側の第1ベベル角度θ1の大きさ以下で、かつ最も下側に位置する最下部分における下部フィッティング4側の第2ベベル角度の大きさ以下とされたノーブロー工法用フィッティング1を提供する。
(もっと読む)
耐低サイクル疲労特性に優れたパイプライン用高強度鋼管の円周溶接継手及びその製造方法
【課題】低サイクル疲労特性の低下を抑制し、疲労き裂等が発生するのを防止することが可能な、耐低サイクル疲労特性に優れたパイプライン用高強度鋼管の円周溶接継手を提供する。
【解決手段】円周溶接部20をなす溶接金属部21が、鋼管内面側に位置する下部溶接金属21Aと、鋼管外面側に位置する上部溶接金属21Bとからなり、母材のビッカース硬さHv(BM)と、下部溶接金属21Aのビッカース硬さHv(WM1)及び上部溶接金属21Bのビッカース硬さHv(WM2)との関係が、次式{Hv(WM1)≦0.8Hv(BM)}又は次式{Hv(WM2)≧Hv(BM)}を満足しており、さらに、下部溶接金属21Aの縦断面積S(WM1)と、溶接金属部21全体の縦断面積S(WM1+WM2)との関係が、次式{0.4≦S(WM1)/S(WM1+WM2)≦0.6}を満足する。
(もっと読む)
MAG溶接法
【課題】裏当て材を用いなくても溶接金属を開先から溶け落ちさせることなく鋼管の端部同士を接続することができるMAG溶接法を提供する
【解決手段】鋼管1の端部11同士を向き合わせ、向き合った端部11間に形成される開先12のルートフェイスを0〜1.5mm、ルートギャップを1〜4mmとし、溶接層の初層における溶接入熱を、鋼管1の管軸から鉛直上方に伸びる直線から、溶接が行われている箇所と管軸とを結ぶ直線までの時計回り方向の角度が0°以上60°未満のときには3〜17kJ/cmとし、60°以上120°未満のときには2〜12kJ/cmとし、120°以上180°未満のときには2〜10kJ/cmとし、180°以上240°未満のときには2〜11kJ/cmとし、240°以上300°未満のときには3〜16kJ/cmとし、300°以上360°未満のときには3〜18kJ/cmとする。
(もっと読む)
溶接方法および溶接装置
【課題】部材間に隙間が大きい場合や部材間の段差が大きい場合であっても、両部材を好適に溶接することができる溶接方法を提供する。
【解決手段】第一の部材P1と第二の部材P2の端面同士を溶接する溶接方法であって、端面同士を互いに一定距離離間させて配置させる位置決め工程と、端面同士を溶接ワイヤWにより溶接する溶接工程と、を備え、溶接工程では、溶接ワイヤを軸線C3方向の先端側に送り出す送り出し工程と、溶接ワイヤが第一の部材および第二の部材の少なくとも一方に接触した短絡位置と、溶接ワイヤが第一の部材および第二の部材から離間した離間位置と、の間を往復するように溶接ワイヤを移動させる距離調節移動工程と、短絡位置と離間位置とを結ぶ方向に交差する交差方向Zに溶接ワイヤを往復移動させる交差移動工程と、第一の部材および第二の部材と溶接ワイヤとの間に電圧を印加する給電工程と、をそれぞれ同時に行う。
(もっと読む)
TIG溶接方法
【課題】厚い板厚の、特に炭素鋼、低合金鋼及びステンレスパイプなどの鋼管パイプを固定して周囲をTIG溶接するにあたり、開先加工せず、鋼管パイプの両端面を直角に切断して突合わせ、そのギャップを0にして1パスにて、かつ鋼管パイプ内面ビード及び外面ビードも適正な余盛高さに仕上げた溶接方法を提供すること。
【解決手段】板厚3mm以上の板厚の溶接対象を固定して周囲を溶接する全姿勢溶接において、開先を取らず突合わせ状態で溶接対象の両端を突合わせ、溶接前に突合わせ外周部にTIG溶接用深溶け込み活性剤を塗布し、溶接時に溶接ワイヤを供給し、ワイヤの進入角度を45°〜65°で溶融金属に挿入してTIG溶接すること。
(もっと読む)
自動溶接装置における溶接トーチの位置決め方法及び装置
【課題】 枝管溶接機の馬蹄型ガイドの溶接対象の枝管や他の枝管との干渉を防止する。
【解決手段】 ロボットハンド12の先端部に設けた旋回台13の側面の一個所に、馬蹄型ガイド5と円周動作する溶接トーチ11を備えた枝管溶接機4を取り付ける。旋回台13における枝管溶接機4の取付位置に対して180度方向の側面に、外向きに延びる探触子14を設ける。母管1に仮付けされた溶接対象の枝管2aに対し、先ず、探触子4によるタッチセンシングを行って、母管1の長手方向とそれに直交する水平方向であるXY軸方向の位置を検出する。その後、旋回台13を反転させ、枝管溶接機4の馬蹄型ガイド5を、溶接対象の枝管2aとのX軸方向位置を合わせてから、Y軸方向へのみ移動させて、溶接対象の枝管2aに外嵌させて、溶接トーチ11の円周動作の軌道の中央に溶接対象の枝管2aを配置させる。
(もっと読む)
鋼管のMIG溶接装置および溶接方法
【課題】クラッド鋼管を含むオーステナイト系ステンレス鋼管のMIG溶接方法を提供する。
【解決手段】溶接対象とする鋼管6同士を固定し、鋼管芯合わせを行い、バックシールドガス供給機能およびバックシールドガスの気密機能を持つクランプ装置7は、溶接開先11の背面に平行に銅製裏当て21を配置し、溶接開先11の背面と銅製裏当て21との間隔を0.1〜0.5mmの間隔に固定し、溶接開先11の背面と、銅製裏当て21および管内壁面をクランプし、鋼管芯合わせを行う鋼製クランプシュー26により構成されるバックシールドガスを充填する空間22を有する機構を備える。
(もっと読む)
鋼管矢板用ガスシールドアーク溶接装置
【課題】鋼管矢板の本管と連結継手とのガスシールドアーク溶接装置において、トーチ周りのスペースが狭くても健全な溶接部が得られると共に本管長手方向に変形が生じない鋼管矢板を高能率に溶接することができる鋼管矢板用ガスシールドアーク溶接装置を提供する。
【解決手段】鋼管矢板の本管と連結継手とを溶接するガスシールドアーク溶接装置であって、複数の走行台車のそれぞれに設置した1対の2電極溶接トーチを備え、先行電極の前方および後行電極の後方に、シールドガスの噴出し口が扁平形状のシールドガスノズルを有することを特徴とする鋼管矢板用ガスシールドアーク溶接装置。
(もっと読む)
ノーブロー工法用フィッティング及びその製造方法並びに既設本管の分岐構造および分岐方法
【課題】ノーブロー工法用フィッティング及びその製造方法並びに既設本管の分岐構造および分岐方法を提供すること。
【解決手段】上部フィッティングと下部フィッティングとを備えたノーブロー工法用フィッティングにおいて、上部フィッティング1の胴体2と下部フィッティング3の胴体4にパイプが用いられ、各胴体2,4に、本管挿通用の半円状開口部6が設けられ、金属板を曲げ加工して形成された半筒状のサドル部材9の一端側が、それぞれ、上部フィッティング1の胴体2の半円状開口部6と、下部フィッティング3の胴体4の半円状開口部6に溶接により固定されている。また、鋼管による胴体2,4と、板曲げによるサドル部材9とを組み合わせて上下部のフィッティングを製作する。また、そのようなフィッティングを用いた既設本管の分岐構造および分岐方法とする。
(もっと読む)
四角形鋼管の製造設備
【課題】折り曲げが不安定で、直角状折曲げ部が鈍角または鋭角のいずれに折り曲げられているときでも、遊端部分を上下から正確に突き合わせできる四角形鋼管の製造設備を提供する。
【解決手段】四箇所を直角状に折り曲げて、三辺を定寸平板部4とし一辺を一対の半寸平板部5でその遊端部分2を突き合わせることで四角形状鋼管7としたのち、仮付け溶接8を施工し、駆動ローラコンベヤ32により形成した仮付け溶接ライン31上で突き合わせ部を横向きとして、仮付け作業部50に、外面矯正装置51と仮付け溶接機95を設け、外面矯正装置は、左右一対で相対的に接近離間自在な側部押え体55と、昇降自在な上部押え体67からなる。四角形状鋼管内において移動自在で、仮付け作業部の部分に停止自在な内面矯正装置100を設け、内面矯正装置は、本体101の前後方向の複数箇所にそれぞれ左右一対の内加圧体118を相対的に接近離間自在に設けた。
(もっと読む)
管外周突部の形成方法及び管外周突部を有する金属管
【課題】少ない作業手順で管の外周突部を形成することができて、また薄肉管に対しても貫通孔を開けることなく安定して製造を行うことのできる、生産性の高い金属管の外周突部の形成方法及び挿入力が低く管接合が容易な管外周突部を有する金属管を提供することを目的とする。
【解決手段】軸方向の一端側に厚肉部11を有し、軸方向の他端側に薄肉部12が形成されたリング10を、金属管の先端から距離を空けた位置の外周に装着し、前記薄肉部12に溶接を行うことにより、前記薄肉部12と前記金属管とが融解した溶接部15を前記厚肉部11上面19から傾斜してかつ金属管の挿口先端から距離を空けた位置の外周表面31aに至る形状に形成する。
(もっと読む)
固定管の内外面兼用溶接機
【課題】配管の内周面の溶接及び外周面の溶接の両方に用いることができる内外面兼用自動溶接機の提供。
【解決手段】固定管の内外周面の片面溶接を行う内外面兼用溶接機であって、該溶接機は、ガイドレールに沿って走行可能な走行台車を備えた走行装置と、溶接トーチと、該溶接トーチの上下移動機構(上下ユニット)及び左右移動機構(左右ユニット)と、走行位置検出部、ワイヤ送給機構及びCCDカメラユニットから選ばれる少なくとも一種と、を備えた外周面溶接機について、少なくとも走行台車フレームのガイドレール部逃げ拡大の改造、溶接電極部の形状変更又は取付位置変更の改造、走行位置検出部の位置変更又は方式変更の改造、CCDカメラユニットの取付位置の変更改造、溶接機取り扱い用把手の形状変更の改造、及びスパッタガードの形状変更の改造を行って、内周面溶接機としても使用可能にした。
(もっと読む)
異材継手構造及びその製造方法
【課題】低合金鋼製配管の外面側におけるボンドマルテンサイトによる表面割れの発生を防止する。
【解決手段】低合金鋼製配管2の先端部に設けられ、ニッケル基合金からなる肉盛溶接部7と、肉盛溶接部7と低合金鋼製配管2の先端部との境界部外面を覆うように設けられ、ニッケル基合金からなる境界溶接部8と、肉盛溶接部7とステンレス鋼製配管3の端部との間に設けられ、ニッケル基合金からなる溶接接合部9とを備え、肉盛溶接部7及び溶接接合部9をなすニッケル基合金は、境界溶接部8をなすニッケル基合金よりも、クロム含有量が高く且つニッケル含有量が低く構成されて応力腐食割れの感受性が低いものであり、境界溶接部8をなすニッケル基合金は、肉盛溶接部7及び溶接接合部9をなすニッケル基合金よりも、ニッケル含有量が高く且つクロム含有量が低く構成されてボンドマルテンサイト状組織の生成の感受性が低いものである
(もっと読む)
アーク溶接方法及びアーク溶接装置
【課題】ブラケット等を含む一般の溶接部材を、被溶接部材に溶接する場合の熱的影響を減少し、被溶接部材の過熱による変形を防止する。
【解決手段】アーク溶接装置1は、溶接ヘッド6に保持されたブラケット2をパイプ3にアーク溶接によって溶接する。ブラケット2に中空の筒状体5が設けられ、筒状体5は、ブラケット2から開放先端10に向けて直径が増す中空の円錐形状に形成される。溶接ヘッド6に保持されたブラケット2の筒状体5の開放先端10が、パイプ3に接触した状態から引上げられて、筒状体5の先端とパイプ3との間にアークを生成されて溶融され、筒状体先端10がパイプ3に押付けられてブラケット2がパイプ3に溶接される。
(もっと読む)
1 - 20 / 53
[ Back to top ]