
Fターム[4E081FA15]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接製品(突合せ溶接) (372) | 特定物品 (255) | 船舶、海洋構造物 (27)
Fターム[4E081FA15]に分類される特許
1 - 20 / 27
溶接方法および溶接継手
【課題】ガセット板と高張力鋼の角廻し溶接部の疲労強度を飛躍的に向上させることができる溶接方法および溶接継手を提供する。
【解決手段】ガセット板を高張力鋼に角廻し溶接により溶接する溶接方法であって、溶接金属のマルテンサイト変態開始点が350℃以下の溶接材料を用いて、ガセット板の端部の長手方向に17mm以上の長さのビードを形成する溶接方法。前記溶接方法を用いて、ガセット板が高張力鋼に溶接されている溶接継手。既存の鋼構造物におけるガセットと母材からなる角廻し溶接部を溶接により補修または補強する溶接方法であって、溶接金属のマルテンサイト変態開始点が350℃以下の溶接材料を用いて、角廻し溶接部のガセット板の端部の長手方向に、ガセット板の端部からのビード部の長さが17mm以上となるようにビードを形成する溶接方法。
(もっと読む)
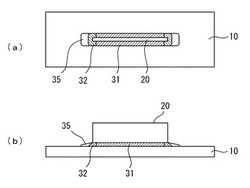
洋上高圧ガス配管構造

【課題】温度条件の過剰仕様を改善して最適化するとともに、配管重量の低減や施工性の向上を実現できる洋上高圧ガス配管構造を提供する。
【解決手段】ガスの液化及び/または液化ガスの再ガス化を行う装置を備えた浮体設備に配設されて気化したガスを取り扱う洋上高圧ガス配管構造において、洋上高圧天然ガス配管14の配管素材として2相ステンレス材を用い、配管素材の溶接部20に、1層目にティグ(TIG)溶接層21を形成した後、炭酸ガスアーク溶接層22とティグ溶接層21とを交互に形成した多層溶接が施されている。
(もっと読む)
溶接方法およびこれを用いた船舶
【課題】T字溶接継手のすみ肉の溶接にレーザーアークハイブリッド溶接を用いて、すみ肉溶接を行う入射面側に対して反対面側の反入射面側のすみ肉の硬度を改善することが可能な溶接方法およびこれを用いた船舶を提供することを目的とする。
【解決手段】母材3と部材2とをT字状に合わせたT字溶接継手1のすみ肉5をレーザービームおよび電気アークを用いる溶接9の溶接方法において、レーザービームおよび電気アークを用いる溶接9が施工される入射面側のすみ肉5に対して入射面側溶接を行ってから所定の時間内に、部材2を挟んで入射面側のすみ肉5とは反対の反対面側の反入射面側のすみ肉7に対して溶材8を供給することを特徴とする。
(もっと読む)
脆性亀裂伝播停止特性に優れる溶接構造体
【課題】船体構造に好適な、脆性亀裂伝播停止特性に優れる溶接構造体を提供する。
【解決手段】ウェブ1のフランジ2との突合せ面に未溶着部4が残存する隅肉溶接継手を備え、好ましくは、前記隅肉溶接継手の継手断面における未溶着部の幅と、ウェブの板厚と左右の隅肉溶接部の脚長3の和に対する比率X(%)と、前記フランジの供用温度における脆性亀裂伝播停止靭性Kca(N/mm3/2)が、X(%)≧{5900−Kca(N/mm3/2)}/85を満足する。更に好ましくは、前記隅肉溶接継手における未溶着部を、隅肉溶接継手断面において、ウェブの板厚と左右の隅肉溶接部の脚長の和の15〜90%の幅とする。ウェブに突合せ溶接継手部を有する場合は、突合せ溶接継手部の板厚と左右の隅肉溶接部の脚長の和に対する比率X(%)と、フランジの供用温度における脆性亀裂伝播停止靭性Kca(N/mm3/2)が上式を満たす。
(もっと読む)
すみ肉溶接継手およびガスシールドアーク溶接方法
【課題】溶接材料による止端部の圧縮残留応力の付与に過度に頼らず、応力集中を改善することで高い疲労強度を有すると共に、割れがなく、靭性にも優れたすみ肉溶接継手、および、このすみ肉溶接継手を得るためのガスシールドアーク溶接方法を提供する。
【解決手段】アーク溶接により形成された鋼のすみ肉溶接継手であって、溶接金属のマルテンサイト変態開始温度(Ms点)が400℃以上550℃以下、溶接止端部の止端半径ρを母材の板厚tで割った値(ρ/t)が0.25以上、かつ下記式
Ms(℃)≦375×[ρ/t]+320・・・(1)
を満たし、かつ割れ欠陥のないことを特徴とする。
(もっと読む)
耐食性に優れる溶接継手および原油タンク
【課題】原油タンクにおいて耐局部腐食性に優れる溶接継手と、その溶接継手を有する原油タンクを提供する。
【解決手段】mass%で、C:0.03〜0.16%、Si:0.05〜1.50%、Mn:0.1〜2.0%、P:0.025%以下、S:0.010s%以下、Al:0.005〜0.10%、N:0.008%以下、Cr:0.1%超0.5%以下、Cu:0.03〜0.4%を含有し、かつ、W:0.01〜1.0%、Mo:0.01〜0.5%、Sn:0.001〜0.2%およびSb:0.001〜0.4%のうちから選ばれる1種または2種以上を含有する鋼材同士を溶接して形成され、溶接金属がCu:0.05〜0.5%および(Mo+W):0.03〜1.0%を含有し、鋼材の腐食電位と溶接金属の腐食電位との差が60mV以下である溶接継手を有する原油タンク。
(もっと読む)
溶接装置及びこれを用いた溶接方法
【課題】開先上部にスペースがない場合であっても、溶接トーチを開先に対して上向きにして溶接し、さらに複数層の溶接接合を効率よく実現することができ、どのような板厚であっても確実に溶接することができる溶接装置及びこれを用いた溶接方法を提供する。
【解決手段】2枚の被溶接板1を開先溶接する溶接装置において、前記被溶接板1間の開先2と同程度の幅を有して前記開先2内に挿入可能であり、かつ前記開先2に沿って相対的にスライド可能な裏当材4と、前記開先2内に溶融金属を供給する溶接トーチ5とを備えた。
(もっと読む)
脆性き裂停止後の破壊発生防止特性に優れた溶接構造体
【課題】鋼構造物での脆性き裂アレスト後の延性破壊や脆性破壊といった破壊の発生を有利に防止することのできる、脆性き裂停止後の破壊発生防止特性に優れた溶接構造体を提供する。
【解決手段】隅肉溶接および/または部分開先溶接で組み立てられる、十字溶接継手および/またはT字溶接継手を有する溶接構造体において、十字溶接継手またはT字溶接継手の貫通側鋼板2側の隅肉脚長または溶着断面長さL2を、溶接線方向の全線もしくは一部で、十字溶接継手またはT字溶接継手の非貫通側鋼板1の板厚t1の1/4以上とすることを特徴とする、脆性き裂停止後の破壊発生防止特性に優れた溶接構造体を採用する。
(もっと読む)
局所パージングシステム
【課題】局所パージングシステムを提供する。
【解決手段】本発明による局所パージングシステムは、パイプ内部を密閉してパージングするパイプ内部の局所パージングシステムであって、互いに連結された一対のシリンダ本体と、一対のシリンダ本体のそれぞれに設けられたエアバッグと、パイプ内部のバックビードをモニタリングするために、一対のシリンダ本体のそれぞれに回動可能に設けられたカメラ部と、カメラ部を回動させるDCモータ部と、DCモータ部に駆動信号を提供する制御部と、を含み、制御部は、作業者の操作によりアナログ信号を生成する入力ユニットと、アナログ信号が入力され、PWM信号を生成するマイクロプロセッサと、上記PWM信号が入力され、上記DCモータ部に提供する駆動信号を生成するドライバ部と、を含むことを特徴とする。
(もっと読む)
T字型完全溶込み溶接構造体の脆性き裂伝播停止性能の品質管理方法
【課題】T継手溶接部に沿って伝播する脆性き裂の伝播を精度良く停止できる品質管理方法を提供する。
【解決手段】鋼板Aの表面に生じる延性破壊領域および脆性破壊を生じない領域を有する解析モデルに基づき、高靭性CO2溶接部の溶接金属における板厚t/4部(t:鋼板Aの厚さ)の脆性破面遷移温度vTrs(L)および低靱性CO2溶接部の溶接金属における板厚t/4部の脆性破面遷移温度vTrs(X)と、高靭性CO2溶接部のCO2溶接長Lおよび前記低靱性CO2溶接部のCO2溶接長Xと、鋼板Bの脆性き裂伝播停止性能Kcaと、の関係式を求める第1の工程と、この関係式に基づき、鋼板Aの突合せ溶接継手に沿って伝播する脆性き裂の停止に有用な、脆性破面遷移温度vTrs(L)および脆性破面遷移温度vTrs(X)などの範囲を決定する第2の工程と、を含む。
(もっと読む)
隅肉溶接装置
【課題】被溶接部材に対して溶接装置を高い位置精度で且つ簡単に位置決めすることができる隅肉溶接装置を提供する。
【解決手段】底板100上に角棒101が横置配置され、角棒101の上方に平行に配置されるガイドレール2と、ガイドレール2に沿って走行移動可能な走行台車4と、角棒101の側方に位置し台車4に固定された溶接トーチ5とを備えるとともに、ガイドレール2の両端部に吊設され溶接装置1を位置決めする位置決め機構20を備えており、該位置決め機構20はガイドレール2の下面にホルダを介して取り付けられ、角棒101の軸方向断面より僅かに大である凹状切欠部26を有する位置決め治具25を備え、該位置決め機構20が、ホルダをガイドレール2の軸方向に移動させて角棒の軸方向の位置決めを行う第1の位置決め手段と、凹状切欠部26にて角棒の横方向の位置決めを行う第2の位置決め手段とを備える。
(もっと読む)
T字型完全溶込み溶接構造体の脆性き裂伝播停止性能の品質管理方法
【課題】T継手溶接部に沿って伝播する脆性き裂の伝播を精度良く停止できる品質管理方法を提供する。
【解決手段】溶接構造体は、突合せ溶接継手によって接合された鋼板Aと、前記突合せ溶接継手と交差するように完全溶込み溶接で接合された鋼板Bと、からなり、前記鋼板Aの突合せ溶接継手における下端部近傍はCO2溶接部を形成している。本発明の品質管理方法は、前記鋼板Aの表面に生じる延性破壊領域および脆性破壊を生じない領域を有する解析モデルに基づき、前記CO2溶接部の表層部の脆性破面遷移温度、CO2溶接長、及び前記鋼板Bの脆性き裂伝播停止性能の関係式を求める第1の工程と、前記関係式に基づき、溶接構造体の脆性き裂伝播停止に有用な、前記脆性破面遷移温度等の範囲を決定する第2の工程と、を含んでいる。
(もっと読む)
円形溶接用トーチ駆動装置、これを備えた溶接装置、及び溶接方法
【課題】従来、車両運搬船の車両搭載甲板へのラッシングポットの取り付けは、手作業で行われており、ラッシングポットの個数が多く、多くの工数を要するというという問題がある。
【解決手段】固定台と、固定台の内側に回転台支持用ベアリングを介して設けられた回転台と、回転台の上部に取り付けられ、トーチを回転台の回転軸心から偏心して支持するトーチ支持台と、回転台の中央に差込金物支持用ベアリングを介して設けられた差込金物とを備えた円形溶接用トーチ駆動装置を採用した。これにより、差込金物を車両搭載甲板のラッシンクポット等の、溶接面が円形の金物内に挿入することにより簡単に円形溶接用トーチ駆動装置を位置決めすることができ、確実に車両搭載甲板の上面と溶接面が円形の金物との接合部の溶接作業を行うことができる。
(もっと読む)
脆性亀裂伝播停止に優れた補強構造
【課題】溶接線に沿って伝播する脆性亀裂を停止させることであり、具体的には、例えば大型コンテナ船の溶接欠陥から発生した脆性亀裂が溶接線に沿って伝播し、溶接構造体の母材を配設した領域に接近または突入した場合に、前記脆性亀裂の進展を停止させる優れた補強構造を提供する。
【解決手段】溶接構造体に発生した脆性亀裂8の伝播を停止させるための補強構造において、前記脆性亀裂8を跨ぐ補強板3とこの補強板3を母材1に結合する結合手段4とによって、前記脆性亀裂8によって離反された母材1同士が結合されると共に、前記補強板3に予め引張予ひずみ6が付与されてなる。
(もっと読む)
円周状自動溶接装置及び円周状自動溶接方法
【課題】車両甲板の溶接部材の溶接を簡易に行い、溶接品質を向上させると共に、溶接工数の低減を図る円周状自動溶接装置及び円周状自動溶接方法を提供する。
【解決手段】本実施例に係る円周状自動溶接装置10は、鋼板11に形成された円周状開口部12を閉塞する閉塞部材13を溶接する円周状自動溶接装置であって、鋼板11上を走行可能な走行手段14を備えた装置本体15と、該装置本体15に設けられ、円周状開口部12に対し、溶接位置の位置決めを行う位置決め手段16Aと、該位置決め手段16Aによって装置本体15の位置決めを行った後、装置本体15を固定する固定手段17と、装置本体15に設けられ、鋼板11と閉塞部材13との間を周溶接する溶接手段18とを有する。従来のように半自動溶接トーチを用いて手動で溶接施工する場合よりも溶接時間を短縮すると共に、良好な外観の溶接ビードが得られ、溶接品質を向上させる。
(もっと読む)
亀裂伝播予想方法
【課題】溶接残留応力を考慮しつつ、予測精度の向上を図ることが可能な亀裂伝播予想方法を提案する。
【解決手段】複数の部材が溶接接合された溶接構造体に発生した疲労亀裂の伝播予測方法であって、溶接構造体に亀裂を設けた解析モデルにおいて、亀裂先端の開口モード及び面内せん断モードの応力拡大係数を求める第一工程S4〜S6と、溶接構造体に亀裂が存在しない解析モデルにおいて、溶接接合部近傍に発生する残留応力を求める第二工程S7と、第一工程S4〜S6と第二工程S7の結果に基づいて亀裂の進展を求める第三工程S8と、を有する。
(もっと読む)
疲労耐久性に優れた船舶および船舶の疲労耐久性向上方法
【課題】本発明は、特に、LNG船、ばら積み船、コンテナ船など、船殻の内部に大きな空洞、あるいは上部に大きな開口部を有する船舶において、疲労耐久性に優れた船舶およびその疲労耐久性の向上方法を提供する。
【解決手段】上部に大きな開口部を有する溶接構造の船殻を備えた船舶であって、該船殻を構成する鋼部材の溶接部うち、その溶接止端部の断面形状の曲率半径rmmと鋼部材の厚さtmmとの関係が、r≧t/4であることを要求される溶接止端部の少なくとも一部に、曲率半径Rが1.0〜10.0mm、鋼部材表面から厚さ方向の深さDが1.0mm以下である打撃痕を有するものである。
(もっと読む)
耐脆性き裂伝播特性に優れたスティフナおよび溶接構造体
【課題】鋼板を突合せ溶接してなる垂直部材を水平部材にT型溶接してなる溶接構造体において、過剰設計とすることなく、垂直部材の溶接部に発生した脆性き裂の進展を確実に停止しうるスティフナを提供する。
【解決手段】前記垂直部材1の突合せ溶接部4の、T型溶接をしていない方の端部に発生した脆性き裂が、該突合せ溶接部4を伝播し、スティフナ3を通過して水平部材2に到達したときの、その位置における有効応力拡大係数Keffの値が、水平部材2の材料固有の脆性き裂伝播停止応力拡大係数Kcaの値以下になるように、下記式を用いて、スティフナ3の板厚t(mm)と、スティフナ3の水平部材2からの距離a(mm)とを調整する。
式 Keff(N/mm1.5)=980.665[(9.10×10−4×t−1.15)a+563]
(もっと読む)
立向自動溶接装置
【課題】 フェイスプレートとウエブとから成る立向きのロンジと立向きのトランスとの交差部を、1台で立向きに自動溶接できる立向自動溶接装置を提供すること。
【解決手段】 フェイスプレートFとウエブWとから成る立向きのロンジLと、このロンジLと交差するように立向きに設けられたトランスTとの交差部Cを立向きに溶接する立向自動溶接装置1として、前記立向きに設けられたロンジLまたはトランスTに固定する固定部2と、この固定部2に支持されて立向きに延びるガイド部3と、このガイド部3に案内されて昇降する走行台車部4と、この走行台車部4の先端で前記交差部Cを溶接する溶接部5とを備えさせ、前記ガイド部3を、前記固定部2を前記ロンジLのウエブWに固定した状態でこのガイド部3が前記フェイスプレートFと当接しない距離Dに設ける。
(もっと読む)
溶接構造体
【課題】脆性亀裂の伝播を停止させる溶接構造体であって、合金を多く含む高コストなアレスター材を用いず簡単な加工により、脆性亀裂が万一発生した場合でも大規模破壊に至る前にその伝播を停止させるようにした溶接構造体を提供する。
【解決手段】2枚の金属板2aが溶接により継ぎ合わされてなる接合板2と、接合板2に溶接により接合される被接合板4と、を備え、2枚の金属板2a間の溶接継手部6が、被接合板4に向かって接合板2と被接合板4との接合位置付近まで延びている溶接構造体において、溶接継手部6が被接合板4に向かう方向において、溶接継手部6と被接合板4とが接触しないとともに、溶接継手部6と被接合板4との間に接合板2と被接合板4とを接合する溶接部が存在しないように構成されている。
(もっと読む)
1 - 20 / 27
[ Back to top ]