
Fターム[4E081FA16]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接製品(突合せ溶接) (372) | 特定物品 (255) | 電機、電子部品 (17)
Fターム[4E081FA16]に分類される特許
1 - 17 / 17
バックシールド溶接方法およびこれを用いた溶接構造物
アーク溶接方法及びアーク溶接装置
【課題】各第一端子と各第二端子との溶接品質を安定させることが可能なアーク溶接方法及びアーク溶接装置を提供する。
【解決手段】アーク溶接方法は、各第一端子1と各第二端子2との対向方向に対して傾斜した斜面にて構成される複数のクランプ部16を有するクランプ手段11を用い、各クランプ部16を各第二端子2に前記対向方向外側から対向させた状態で、クランプ手段11を前記対向方向内側へ移動させることによって、各第二端子2を各クランプ部16に当接させて、各クランプ部16により各第二端子2の前記並列方向の位置決めを、各第二端子2と、各第一端子1との前記並列方向の位置が合うように行うと共に、各クランプ部16により、各第二端子2を前記対向方向内側へ押圧して、各第一端子1に接触させる工程を有する。
(もっと読む)
溶接方法

【課題】本発明は、溶接作業時におけるスペース効率が向上すると共に、溶接作業の効率が向上する溶接方法を提供する。
【解決手段】溶接方法であって、主吸引口15を有する吸着治具12に、主貫通孔19が形成された少なくとも一つの有孔被溶接物17を、主吸引口15と主貫通孔19とを対応させた姿勢で載置する工程と、有孔被溶接物17に更に閉塞被溶接物18を重ねて主吸引口15及び主貫通孔19を塞ぐ工程と、有孔被溶接物17に重ねられた閉塞被溶接物18を主吸引口15によって吸着した状態で、有孔被溶接物17と閉塞被溶接物18とを溶接する工程と、を実行する。
(もっと読む)
ステータ製造方法
【課題】径方向に並ぶ複数の接合部位のそれぞれに対し、接合する先端部同士を一対の電極で挟持してTIG溶接する場合でも、接合部位をより確実に溶接して接合することができるステータの製造方法を提供する。
【解決手段】ステータ製造方法は、捻り工程では、直線部A1,A2のスロット内導線Sを捻って先端部Mが成形されていること、及び溶接するときの先端部Mの配置位置として、反時計回り方向に捻られた先端部Mと時計回り方向に捻られた先端部とが、円周方向に、間隙tを介して隣り合う位置に捻り成形されていること、溶接工程では、溶接電源から給電可能な一対のアース電極50a,50bにより、反時計回り方向に捻られた先端部Mと、時計回り方向に捻られた先端部Mとを、互いに近接する向きに挟持し、間隙tが小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接する。
(もっと読む)
自動溶接装置における溶接トーチ位置決め方法
【課題】 枝管が傾いていても、溶接個所に対する溶接トーチの角度を一定にする。
【解決手段】 ロボットハンド12の先端部の旋回台13に、馬蹄型ガイド5と円周動作する溶接トーチ11を備えた枝管溶接機4を取り付け、その反対側に探触子14を設ける。枝管溶接機4の溶接トーチ11の先端より突出する溶接ワイヤ15の先端を、現実の空間の或る1点に保持してロボットのマスタリングを行い、枝管溶接機4について、その点を原点Oとし且つ溶接トーチ11の円周動作の軸心位置に座標軸を備えたツール座標系16を設定する。ツール座標系16における溶接トーチ11の円周動作の軸心位置に対応する座標軸を、センシングにより検出された母管1に仮付けした枝管2の鉛直方向からの傾きに一致させる座標変換を行った後、馬蹄型ガイド5を溶接対象の枝管2に外嵌させて、溶接トーチ11の円周動作の軸心方向を、枝管2の軸心方向に一致させる。
(もっと読む)
リチウムイオン電池用負極の製造方法及びリチウムイオン電池
【課題】合金系活物質を含有する薄膜状負極活物質層を備えるリチウムイオン電池用負極において、負極集電体と負極リードとを合金層により導通性良く接合するとともに、合金層の寸法および形状を調整する。
【解決手段】合金系活物質を含有する薄膜状負極活物質層11を備える負極板1と、負極リード13とを準備する第1工程、溶接治具14の第1板17と第2板18との間に、薄膜状負極活物質層11の表面と負極リード13の表面とが重なり、且つ、平坦な溶接端面15が露出するように、負極板1と負極リード13とを挟持する第2工程、並びに負極板1及び負極リード13の溶接領域をアーク溶接する第3工程を備え、溶接治具14が、第1板17及び第2板18の合わせ面17b、18bに第1断熱層17x及び第2断熱層18xを有し、溶接領域を第1断熱層17x及び第2断熱層18xの表面で挟持する。
(もっと読む)
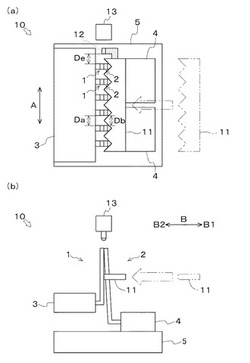
円筒体と波形放熱板との溶接方法及び装置
【課題】円筒体と波形放熱板との突き合わせ部の溶接を、円筒体と放熱板の山部との突き合わせ部で溶接金属の余盛量を不足させることなく良好に行うことができる溶接方法を提供する。
【解決手段】円筒体2A,2Bと波形放熱板1の山部mとの突き合わせ部を増入熱区間αとして、この増入熱区間を溶接する際に溶接トーチ6A,6Bを被溶接物4の回転方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を遅くして増入熱区間αでの溶接金属の余盛量を確保し、上記増入熱区間以外の区間を減熱区間βとして、この減熱区間では、溶接トーチを被溶接物の回転方向と逆方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を速くして、溶接入熱が過多になるのを防ぎ、波形放熱板の山部と円筒体との突き合わせ部の溶接を良好に行わせる。
(もっと読む)
円筒体と波形放熱板との溶接方法及び装置
【課題】円筒体と波形放熱板との突き合わせ部の溶接を、円筒体と放熱板の山部との突き合わせ部で溶接金属の余盛量を不足させることなく良好に行うことができる溶接方法を提供する。
【解決手段】円筒体2A,2Bと波形放熱板1の山部mとの突き合わせ部を増入熱区間αとして、この増入熱区間を溶接する際に溶接トーチ6A,6Bを被溶接物4の回転方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を遅くして増入熱区間αでの溶接金属の余盛量を確保し、上記増入熱区間以外の区間を減熱区間βとして、この減熱区間では、溶接トーチを被溶接物の回転方向と逆方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を速くして、溶接入熱が過多になるのを防ぎ、波形放熱板の山部と円筒体との突き合わせ部の溶接を良好に行わせる。
(もっと読む)
筺体における突合せ部位の接合構造および突合せ部位の接合方法
【課題】厨房機器を構成する調理庫等の筺体を構成する各パネル同士の互いの突合せ部位を溶接して接合する際に、当該突合せ部位にフィラを供給することなく溶接することができる手段を採用して、各パネル同士の突合せ部位の筺体内側からの自動溶接を可能として、溶接の作業工程や接合部位の品質に関わる問題に対処する。
【解決手段】筺体であるケース10を構成する各パネル11,12同士の突合せ部位である各外側フランジ部11b,12b間にプレート14を介在させて、プレート14の先端部を突合せ部位からケース10内側へ所定長さ突出し、当該突出部位をケース10の内側から自動溶接して、当該突合せ部位に溶接面が滑らかな溶接部を形成して当該突合せ部位を接合する。
(もっと読む)
制御装置の端子と回路導体の溶接方法
【課題】FET等の電子部品の端子とバスバー等の回路導体とを超小型のTIG溶接機で電子部品の破壊を防止しつつ簡単かつ確実に低コストで溶接することができる制御装置の端子と回路導体の溶接方法を提供する。
【解決手段】複数の端子11を有した電子部品10′の端子11と回路導体22とを超小型のTIG溶接機1′の一方の電極4からの溶接アーク9により溶融して接合するようにした制御装置に用いる電子部品10′の端子11と回路導体22の溶接方法であって、電子部品10′の複数の端子11の全ての端子を、他方の電極を兼用したアースクランプ治具6で挟んで全ての端子11が同電位になる状態とした後で、溶接する端子11と回路導体22とをアースを取りながらアーク溶接する。この際、複数の端子の各端子間の距離が離れるように予め形成しておいた電子部品を用いると良い。
(もっと読む)
制御装置の端子の溶接方法
【課題】他部品への熱影響を抑制しながら、電源回路用の端子のように幅の広い端子を接続する場合にもマイクロスポットTIGを溶接適用することができる制御装置の端子の溶接方法を提供する。
【解決手段】2枚の幅広帯板状の端子11,21の先端部11a,21aを互いに重ね合わせた状態でマイクロスポットTIG溶接により接合するに際し、端子11,21の先端部11a,21aを、該端子11,21の幅方向の中間部に先端部の端縁からスリット11b,21bを入れることで、マイクロスポットTIG溶接が可能な幅の複数の小幅状先端部に分割し、各小幅状先端部ごとに電極101を近づけてマイクロスポットTIG溶接を施すことにより、両端子11,21の先端部11a,21a同士を溶融して接合する。
(もっと読む)
端子溶接方法、ブラシレスモータの製造方法及びブラシレスモータ
【課題】簡単に溶接不良を抑制することができる端子溶接方法を提供する。
【解決手段】導電性金属材料よりなる結線ターミナル22と給電ターミナル32とは、互いに接合される部位が重ね合わされる。また、結線ターミナル22には、結線ターミナル22と給電ターミナル32との重ね合わせ方向に沿って接合される相手側の給電ターミナル32に向かって延びるとともに同給電ターミナル32に被さる一対の溶接爪41が設けられている。そして、重ね合わされた結線ターミナル22及び給電ターミナル32に対し溶接爪41に近接した位置で溶接を行って溶接爪41を溶融しつつ結線ターミナル22と給電ターミナル32とを接合する。
(もっと読む)
ロータを製作するための方法
円板形及び/又はドラム形の複数のエレメント、特に複数のディスクを溶接して1つのロータ(2)を製作するための方法であって、この場合、1つの装置によって前記複数のディスクをこれらのディスクの長手方向軸線(A)に沿って軸方向で互いにつなぎ合わせ、2段階の溶接法で溶接する方法に関する。第1の溶接法を、積み重ねられた複数のディスクを垂直に保持した状態で実施し、それに続いて、第2の溶接法を、積み重ねた複数のディスクの水平に保持した状態で実施するようにした。 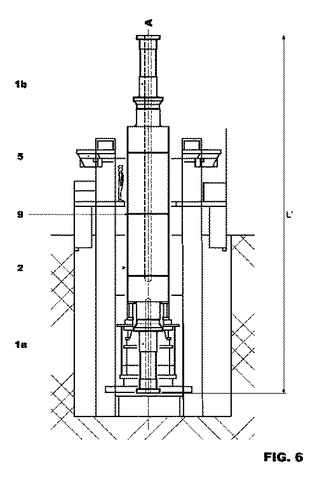 (もっと読む)
(もっと読む)
コイル端末線と接合部端子の接合部端子構造
【課題】
溶融不良をなくし、確実な電気的接続と溶接部強度が得ることのできるコイル端末線と端子の接合部端子構造を提供すること。
【解決手段】
コイル端末線の導体と接合部端子とを接合する接合部端子構造において,帯板状の接合部端子2を有し,接合部端子2の幅方向両側に接合部端子の先端を突出させ突起部2Cを形成するとともに接合部端子2に形成する挟持部2A,2Bを形成してなり,コイル端末線の導体の絶縁皮膜を予め剥離した導体1を接合部端子2に添わせ、コイル端末線の導体1を挟持部2A,2Bによって多角形または円柱状にかしめ保持し、接合部端子2の突起部2Cとコイル端末線の導体1とをアーク溶接する。
(もっと読む)
組電池及びその溶接方法
【課題】
良好な溶接品質及び引張強度の高い溶接部を得ると共に、電池極間の接続抵抗を小さく、電池充放電時の通電ロスが減少でき、電池寿命向上に有効な組電池及びその溶接方法を提供する。
【解決手段】
複数個の単電池を電気絶縁性の収納ケースに一列又は複数列に収納後に、各単電池の極間を各接続金属板によって連結する組電池において、材質が銅製の前記接続金属板3を各単電池2の正極部6と他の単電池2の負極部7との両面に配置して重ね継手を各々形成し、正極部6の上側にある片方の前記接続金属板3の特定位置、及び前記負極部7の上側にある他方の前記接続金属板3の特定位置にアークスポット溶接を施工して各々形成した溶接部5を備えている。前記溶接部5の溶け込み深さhは、前記接続金属板3の板厚T1より大きく、前記正極部6又は負極部7の板厚T2を加えた値より小さく、T1<h≦(T1+T2×4/5)の範囲に形成されている。
(もっと読む)
プラズマアーク溶接方法及びマイクロリアクタの製造方法
【課題】板材に別の板材を立てた状態で溶接するに際して、特に立てる板材の間隔が狭くとも溶接することができるプラズマアーク溶接方法及びマイクロリアクタの製造方法を提供する。
【解決手段】枠体723の一方の開口を底板722で蓋をするように枠体723に底板722を重ねることで、枠体723の各側壁及び隔壁724を立てた状態で底板722の一方の面に当接させる。そして、底板722に関して枠体723及び隔壁724の反対側で溶接トーチ701の先端を底板722の他方の面に向ける。そして、溶接トーチ701からプラズマアーク711を噴出させる。そして、溶接トーチ701の先端のプラズマアーク711で底板722の縁部に沿って枠体723及び隔壁724をなぞるよう、底板722、枠体723及び隔壁724に対して溶接トーチ701を相対的に移動させる。
(もっと読む)
ステンレス鋼配管およびステンレス鋼管の接合方法
【課題】ステンレス鋼配管における接合部の内面にデッドスペースが生じることがなく、しかもヒュームに基づく金属微粒子による汚染が極めて少く、供給するガスが不純物で汚染されることがなく、接合部の耐食性が極めて良好なステンレス鋼配管を得る。
【解決手段】接合すべきステンレス鋼管の端部を突合わせて、管内をバックシールドガス雰囲気下、又は真空環境下として溶接して接合する際、管の壁の外側部分のみを溶融して溶融接合部Wを形成して接合する。バックシールドガス雰囲気下、又は真空環境下での酸化性ガスの含有量が10ppm以下とし、鋼管の端部の表面粗さを30μm以下とすることが好ましい。鋼管の肉厚tが1mmを越える場合、溶融接合部の溶け込み深さtwを、t−0.7≦tw<t(mm)とし、肉厚tが1mm以下の場合、溶融接合部の溶け込み深さtwを、t>tw≧0.3t(mm)とすることが好ましい。
(もっと読む)
1 - 17 / 17
[ Back to top ]