
Fターム[4E081YB03]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 建設、建築関係(特定物品の溶接) (116) | 柱、ボックス、箱の組立て (38)
Fターム[4E081YB03]の下位に属するFターム
補強板、ダイアフラム、スティフナー (15)
Fターム[4E081YB03]に分類される特許
1 - 20 / 23
冷間成形角形鋼管の溶接方法と溶接継手、およびその溶接継手を有する鋼管柱
【課題】冷間成形角形鋼管の管端にダイアフラムや他の冷間成形角形鋼管を溶接するにあたって、角部表層の熱影響部の軟化を抑制して歪みの集中を防止し、耐震安全性の高い建築構造物の支柱を得るための溶接方法および溶接継手を提供する。
【解決手段】強度が550〜670MPa、表層部の平均のビッカース硬さが225以下、表層部と板厚中央部の平均のビッカース硬さの差が60以下の鋼板を冷間加工して得た冷間成形角形鋼管1の管端に開先を形成し、冷間成形角形鋼管の管端にダイアフラム2または他の冷間成形角形鋼管を、溶接入熱30kJ/cm以下かつパス間温度250℃以下で多層溶接する。ここで、表層部とは鋼板の表裏面から板厚方向に1〜5mmの領域を、また、板厚中央部とは板厚中心±2mmの領域を指す。
(もっと読む)
鋼材の溶接継手構造

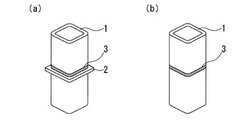
【課題】現場施工に適用可能で、初層割れの抑止、脆性破断の防止に効果の高い部分軟質継手を適用しながら、母材より高い継手強度を有する溶接継手部の構造を提供する。
【解決手段】この溶接継手の構造は、母材1の強度が780N/mm2以上の強度を有する。母材1を接続する溶接金属3のルート5側の軟質溶接部6の強度が、490N/mm2以上で、かつ、母材1の強度より低い。溶接金属3の軟質溶接部6を除く残りの層からなる等質溶接部7が、母材1と同等以上の強度を有する。母材1の板厚to、軟質溶接部6の厚さtw、開先2の開先幅W、および開先角度θで表される形状と、母材強度σoおよび軟質溶接部6の強度σsから(1)式により表されるパラメータβが0.15以下である。
【数1】 (もっと読む)
(もっと読む)
鉄骨構造物柱梁接合部の梁と突起付き内ダイアフラム直結工法
【課題】
従来、建築鉄骨柱梁接合部は角形鋼管柱を建物階毎に切断して通しダイアフラム方式で組み立てて複雑で製作工数が多くかかりダイアフラム外周部の劣化と変形を惹起し、柱を階毎に切断しなくても4面ボックス柱とダイアフラムとの間でエレクトロスラグ溶接で多大な溶接量を余儀なくされ500〜1000KJ/cmの超大入熱でダイアフラムと柱の溶接をして柱のラメラーテア等の割れや劣化を起こしやすくしている。
【解決手段】
本発明では、板厚が25mm以上で直径400mm以上の4面箱形鋼管柱に対し、該鋼管柱を各階ごとに切断せず、該箱形鋼管柱面に部分的に開けた貫通孔と外開きの全周開先付き突起を設けた内ダイアフラム端部とを小溶接量・低入熱で溶接し、更に、H形鋼梁を、貫通孔溶接部を含めて多層盛りの一つの溶接部で溶接接合することによりこれらの問題を解決した。
(もっと読む)
角柱鋼管の接合方法
【課題】角柱鋼管の内孔に溶接される裏当金具の溶接位置を線引きにて行うことの煩わしさ、更には作業者の目測に頼ることなく、角柱鋼管の切口から一定長さに突出させて溶接し、その突出長さのバラ付による溶融材の量変化に伴う、溶接不良等の課題を解決する。
【解決手段】上下角柱鋼管間に金属性の巾広中敷板3を介在させて3者一体に溶接接合する角柱鋼管の接合方法において、一方角柱鋼管の内孔側面に沿わせると共に、該一方角柱鋼管の内孔切口端面より上端が少許突出する様、裏当金具4をホルダー5にて保持し、次に該裏当金具の下端を前記一方角柱鋼管の内孔側面に溶接した後前記ホルダーを取外し、更に中敷板を前記裏当金具の突出上端に載置させて該中敷板と一方角柱鋼管の内孔切口端面との空間、並びに該中敷板に載置した前記上下角柱鋼管の他方角柱鋼管を夫々溶接したことを特徴とした角柱鋼管の接合方法。
(もっと読む)
筒状鋼材端部接合金具及びその接合構造
【課題】筒状鋼材の端部に接合金具の固定継合板を嵌入し、筒状鋼材の内周面と固定継合板の外周廻り外面との間の隅肉溶接により固定することになり、筒状鋼材の内周面形状に略合致する形状に形成され、突出継合板に筒状鋼材の端部内方位置への嵌入を許容する嵌入面及び筒状鋼材の端面に当接して嵌入位置を定める位置決め面からなる切欠段部が形成されているから、接合作業の効率化を図ることができる。
【解決手段】筒状鋼材Wの端部に溶接固定される固定継合板1及び固定継合板の外方板面に直交状に突出形成されて接合部材Sに接合される突出継合板2からなり、固定継合板は筒状鋼材の内周面形状に略合致する形状に形成され、突出継合板に筒状鋼材の端部内方位置への嵌入を許容する嵌入面3a及び筒状鋼材の端面に当接して嵌入位置を定める位置決め面3bからなる切欠段部3が形成されている。
(もっと読む)
横向ガスシールドアーク溶接方法
【課題】 ビルの建築等に使用されるボックス柱同士の突合せやコラムの端部とダイアフラムの横向多層盛溶接を、良好な作業環境下で高能率に、かつ高品質な溶接部を得ることができる横向ガスシールドアーク溶接方法を提供する。
【解決手段】 四角柱状構造物の開先部を横向姿勢で多層盛溶接するガスシールドアーク溶接方法において、四角柱状構造物の開先部は裏当金付き開先で、ルート間隔が2〜5mm、開先角度が25〜35°のレ型またはV型開先とし、各角部開先内に板厚2〜6mmの鋼製タブを取付け、該鋼製タブの溶接する開先部の裏面側に接するように銅製の冷却部材を設けて溶接することを特徴とする横向ガスシールドアーク溶接方法。
(もっと読む)
コラム用裏当金
【課題】本発明は、コラムへの取り付けが簡単で、裏当金本体の形状を変形させて組立て精度を高めることができ、特に溶接欠陥の原因であるコラムR形状部分と裏当金R形状部分との隙間を小さくする調整ができる利点を持ち、かつ本溶接時に十分な裏当金の板厚を確保して裏当金R形状部分内で溶融金属の抜け落ちが発生しにくい裏当金を提供することである。
【解決手段】コラム用裏当金において、本体が帯状の金属板を折り曲げて一つ若しくは同形状の二つの部材からなる矩形枠状に形成され、二つの裏当金R形状部分に挟まれた裏当金平面部分のうち少なくとも一箇所に、対面対角状態に位置し互いの最短距離よりもそれぞれが深く形成された一対の溝が形成されている。
(もっと読む)
溶接裏当て用鋼板
【課題】突き合わせ溶接において、コラム等部材と溶接用裏当て金との高い密着性を容易に実現でき、良好な溶接結果を得ることのできる溶接裏当て金を提供する。
【解決手段】コラムを用いた突き合わせ溶接に用いられる裏当て金であって、コラムの隅コーナー部の内曲面に沿って湾曲されるべき部分に並列に配置された一群の溝10が形成されており、かつ裏当て金の外面にはルートギャップ確保のための一群の突起12を有しており、当該突起の高さが裏当て金使用時に直線となるべき部分では1.0〜1.1mmに形成され、湾曲されるべき部分では1.5〜1.6mmに形成されていることにより目的を達する。
(もっと読む)
溶接制御装置、その溶接制御方法および溶接システムならびに溶接制御プログラム
【課題】鉄骨構造物の溶接の際、溶接ロボットと鉄骨構造物との衝突が発生せず、オペレータの安全性が確保されると共に、溶接作業の自動化が可能となる溶接制御装置、その溶接制御方法および溶接システムならびに溶接制御プログラムを提供する。
【解決手段】溶接装置1を制御するために用いられる溶接制御装置8において、あらかじめ登録された複数の計測プログラムのパターンの中から、鉄骨構造物の形状に応じた計測プログラムを選定し、選定された計測プログラムを溶接装置1に送信する計測プログラム選定手段8Aと、送信された計測プログラムによってセンサ7で計測された計測データを受信し、その計測データの検出位置の座標を変換して鉄骨構造物の寸法データを算出するデータ算出手段8Eと、寸法データに基づいて、あらかじめ登録された溶接プログラムを修正し、修正された溶接プログラムを溶接装置1に送信する溶接プログラム修正手段8Fとを備える。
(もっと読む)
建築鉄骨構造物の製作方法
【課題】柱短部材およびダイアフラム部材から構成されるパネル部材に、H型鋼からなる梁部材と、柱長部材とを溶接接合する際に、高さ位置および方位が異なる梁部材のフランジを一つのダイヤフラム部材に溶接可能とする。
【解決手段】ダイアフラム部材1の外周端部の一部または全周を柱短部材2および柱長部材5の外表面近傍に位置させる。高さ位置および方位が異なる前記梁部材のフランジ4の端部をそれぞれ一つの前記ダイアフラム部材1の外周端部に溶接可能となるように前記ダイアフラム部材1の板厚を、高さ位置および方位の異なる前記梁部材の前記フランジ間の高低差より厚く
(もっと読む)
ボックス柱の製造方法およびボックス柱
【課題】溶接によるスキンプレートの材質劣化を低減することができるボックス柱の製造方法およびボックス柱を提供する。
【解決手段】この実施の形態に係るボックス柱の製造方法においては、4枚のスキンプレート(鋼板)1を断面形状が方形の箱型に組み合わせて、隣接するスキンプレート1どうしを内側から隅肉溶接3を行うことにより、建築構造用のボックス柱(四面ボックス柱)2を製造する。前記隅肉溶接3の際に、スキンプレート1端部の開先加工は必要としない。このようにすることにより、溶接入熱を低減できるので、スキンプレート1への熱影響を低減でき、スキンプレート1の強度や靭性の低下を抑えることができる。
(もっと読む)
溶接箱型断面柱
【課題】箱型断面部材の内部にダイアフラムを溶接で内蔵させる際に、ガスシールドアーク溶接やサブマージアーク溶接などの溶接入熱の小さい溶接法を用いることができ、鋼材の材質劣化を低減することができる溶接箱型断面柱を提供する。
【解決手段】4枚のスキンプレートからなる溶接箱型断面柱の少なくとも1面において、ダイアフラム3の端面と、上下に分割された2以上のスキンプレート2の外面とにより、柱外面を構成し、柱部材の外側からのアーク溶接12によりダイアフラム3をスキンプレート2に溶接し、溶接入熱の小さい、内側からのアーク溶接11と外側からのアーク溶接12により、ダイアフラム3の全辺をスキンプレートに溶接できるようにする。
(もっと読む)
高強度鋼材付き鋼材及びその製作方法並びに連結構造
【課題】現場溶接が不可能な高強度鋼材を鋼管その他の母材に用いた場合に、母材同士の現場での接合を可能にする。
【解決手段】係止部2aを有する高強度鋼材2と、係止部2aが高強度鋼材2への引張力の作用方向に係止し得る被係止部3aを有する鋼材3を、係止部2aを被係止部3aに引張力の作用方向に係止させた状態で組み合わせ、高強度鋼材付き鋼材1を構成する。
2本の高強度鋼材付き鋼材1、1の両鋼材1、1を、双方の鋼材3、3を互いに対向させた状態で溶接することにより、高強度鋼材2、2を接合する。
(もっと読む)
極厚鋼板の溶接方法
【課題】極厚鋼板の溶接を高い作業効率で行なって高品質の極厚鋼板溶接接合材を製造するための溶接方法の提供。
【解決手段】490N/mm2以上の引張り強度を有する極厚鋼板の低入熱高効率溶接方法であって、突き合わせた際に開先部Bとこの開先部に続くテーパー付のナローギャップ部Aとが形成されるようした二つの極厚鋼板部材1,2を直交もしくは並べて配置し、該ナローギャップAの底面には裏当金3を配置し、該ナローギャップ部を底から回転アーク溶接を行なった後、該開先部をサブマージアーク溶接することを特徴とする極厚鋼板の溶接方法。
(もっと読む)
高温強度と靭性に優れた耐火構造用溶接継手
【課題】 溶接方法によらず、溶接継手全体として、700〜800℃までの温度における耐火性に優れ、かつ、構造物の安全性を確保し得る靭性を有する耐火構造用溶接継手を提供する。
【解決手段】 鋼材と溶接金属の化学組成を適正範囲に限定した上で、溶接金属の化学組成について、Nb当量=Nb%+0.47Mo%+0.25W%+0.65V%+0.4Ta%+0.2Zr%の式で定義されるNb当量を0.05〜1%とし、かつ、固溶Nbと固溶Vとの合計量を0.005〜0.1%とすることにより、溶接継手全体として、700〜800℃までの高温強度と低温靱性とを同時に確保する。
(もっと読む)
溶接方法
【課題】 本発明は塗装を施した一方の部材に他方の部材を溶接する場合に、溶接強度を低下させないようにすることを保護することを課題とする。
【解決手段】塗装を施した一方の部材1と他方の部材10とを溶接する場合、該一方の部材1の溶接個所6をマスキング材7を被覆した上で塗装を施し、塗装後該マスキング材7を該溶接個所6から除去し、該一方の部材1の溶接個所6に該他方の部材10を溶接する。したがって本発明においては、マスキング材7を取付けたり取りはずす場合の手間が省略出来る。
(もっと読む)
建築鉄骨構造物の裏受金溶接方法
【課題】鉄骨建築鋼管柱とダイアフラムとの溶接は、ルートギャップを約7mm程度確保して鋼管柱側の内面に密着させて裏当金を当接させた後、片側溶接で継手溶接しているため、裏当金を鋼管柱内部に密着セットして溶接仮止めするため作業が難しく、ルート部に欠陥が出やすく応力集中が働きやすいという問題がある。
【解決手段】本発明では、鋼管柱側の内面から柱の半径方向に離した位置で、柱より軽いダイアフラムの外面側に裏受金を仮付溶接した後、その裏受金付きダイアフラムを鋼管柱内に挿入することにより、これらの問題を解決した。
(もっと読む)
建築鉄骨構造物柱梁接合部表波ビード溶接方法
【課題】建築鉄骨鋼管構造物に片側溶接方法においての裏当金溶接方法、裏波溶接法、ビード置き方法、肉盛溶接方法等で、いずれも開先の裏側に裏波ビードを形成させるものであるが応力集中や工数の増大や不安定溶接などの障害を減少すること。
【解決手段】H形鋼柱・角形鋼管柱に対して直交する梁フランジの突合せ溶接、及びH形鋼柱・梁に対して直交するスティフナーの突合せ溶接を、それぞれレ形開先の反対側から水平すみ肉溶接又は立向すみ肉溶接を行い、開先の表側に表波ビードを形成させる。
(もっと読む)
鉄骨柱の仕口コアに係る溶接装置及び溶接用治具
【課題】一対の回転ポジショナー20、20に、仕口コアのワーク11を好適にセットでき、且つそのセッティングの作業効率を大幅に向上できる鉄骨柱の仕口コアに係る溶接装置及び溶接用治具を提供すること。
【解決手段】所要の間隔を置いて配置され、柱状の部材を長手方向の2箇所で保持してその柱状の部材の軸心を基準にして回転させる一対の回転ポジショナー20、20と、一対の回転ポジショナー20、20よって保持されたワークの被溶接部を溶接する溶接ロボット25と、一対の回転ポジショナー20、20の両方を貫通する状態に保持される柱状本体部31、及びその柱状本体部31の両端にそれぞれ設けられて仮溶接された仕口コアのワーク11を片持ちに保持する保持端部32、32から構成される溶接用治具30とを具備する。
(もっと読む)
橋脚の角継手構造及び角継手工法
【課題】 残留応力や熱変形等の抑制、溶接作業の省力化及び溶接材料の削減を図りながら高い耐震性能を確保可能な橋脚の角継手構造及び角継手工法を提供する。
【解決手段】 橋脚の角継手構造を構成する隣り合う厚板鋼板10a,10bのうち一方の厚板鋼板10aの端面20に開先22を形成し、該開先のルート部24にレーザー溶接を施工するとともに、拡開部26,28にアーク溶接を施工して溶接金属40を装填する。
(もっと読む)
1 - 20 / 23
[ Back to top ]