
Fターム[4E081YB04]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 建設、建築関係(特定物品の溶接) (116) | 柱、ボックス、箱の組立て (38) | 補強板、ダイアフラム、スティフナー (15)
Fターム[4E081YB04]に分類される特許
1 - 15 / 15
冷間成形角形鋼管の溶接方法と溶接継手、およびその溶接継手を有する鋼管柱
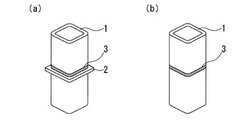
【課題】冷間成形角形鋼管の管端にダイアフラムや他の冷間成形角形鋼管を溶接するにあたって、角部表層の熱影響部の軟化を抑制して歪みの集中を防止し、耐震安全性の高い建築構造物の支柱を得るための溶接方法および溶接継手を提供する。
【解決手段】強度が550〜670MPa、表層部の平均のビッカース硬さが225以下、表層部と板厚中央部の平均のビッカース硬さの差が60以下の鋼板を冷間加工して得た冷間成形角形鋼管1の管端に開先を形成し、冷間成形角形鋼管の管端にダイアフラム2または他の冷間成形角形鋼管を、溶接入熱30kJ/cm以下かつパス間温度250℃以下で多層溶接する。ここで、表層部とは鋼板の表裏面から板厚方向に1〜5mmの領域を、また、板厚中央部とは板厚中心±2mmの領域を指す。
(もっと読む)
横向ガスシールドアーク溶接方法

【課題】 ビルの建築等に使用されるボックス柱同士の突合せやコラムの端部とダイアフラムの横向多層盛溶接を、良好な作業環境下で高能率に、かつ高品質な溶接部を得ることができる横向ガスシールドアーク溶接方法を提供する。
【解決手段】 四角柱状構造物の開先部を横向姿勢で多層盛溶接するガスシールドアーク溶接方法において、四角柱状構造物の開先部は裏当金付き開先で、ルート間隔が2〜5mm、開先角度が25〜35°のレ型またはV型開先とし、各角部開先内に板厚2〜6mmの鋼製タブを取付け、該鋼製タブの溶接する開先部の裏面側に接するように銅製の冷却部材を設けて溶接することを特徴とする横向ガスシールドアーク溶接方法。
(もっと読む)
H形鋼の溶接接合方法
【課題】ダイアフラムの量を減少させることができるとともに、溶接箇所を減少させることができて、製作工数と製作費用の低減を図ることができるH形鋼の溶接接合方法を提供する。
【解決手段】このH形鋼の溶接接合方法では、建築鉄骨構造物において、内ダイアフラムをH形鋼同士の接合に適用し、H形鋼フランジと内ダイアフラムを溝溶接していることである。すなわち、向かい合わせた2本のH形鋼3端面に単数又は複数のダイアフラム34を挟み、該2本のH形鋼3フランジ端面とダイアフラム34端面との間で溝溶接35して2本のH形鋼を溶接接合する。角度を持って斜めに向かい合わせた2つのH形鋼を溝溶接で接合することもできる。
(もっと読む)
アーク溶接方法
【課題】溶融亜鉛めっきを施す鋼製の構造物において、めっき施工時のめっき割れを防止し、構造物を高品質に製作できるアーク溶接方法を提供する。
【解決手段】このアーク溶接方法は、溶融亜鉛めっきに先立ってアーク溶接により組立てる際のアーク溶接方法であって、溶融亜鉛めっきの施工時にめっき割れの発生しやすい箇所近傍を除いた部分を溶接する本溶接工程(溶接パスA)と、前記めっき割れの発生しやすい箇所近傍を溶接する回し溶接工程(溶接パスB)とを含み、両工程の間で一旦溶接を中断する。
(もっと読む)
アーク溶接方法
【課題】溶融亜鉛めっきを施す鋼製の構造物において、めっき施工時のめっき割れを防止し、構造物を高品質に製作できるアーク溶接方法を提供する。
【解決手段】溶融亜鉛めっきに先立って構造物30を溶接により組立てる際に、2層2パス以上の溶接積層を行い、その溶接積層のうち最終層の溶接パスBは、当該最終層前までに実施された溶接Aによって溶融亜鉛めっき割れを防止しようとする側の部材に生じた溶接熱影響部Hをテンパーするように積層する。
(もっと読む)
鉄骨柱梁接合部梁端強化方法
【課題】
梁に係る曲げモーメントは、パネルゾーンが空洞の場合パネルは面外変形が起こり弾性領域においてウエブ負担が期待できない。その為、建築構造物の構造計算で用いる梁端の断面係数はウエブを除いてフランジだけの断面係数になるので、梁端は低強度となり、その為、より大きなサイズの梁を用いる事になり余分な梁せいが必要になり、鉄骨重量が増加する。
【解決手段】
このような諸課題は種々研究した結果、ダイアフラムの板厚をウエブ方向に大きく増加させ、梁下面を熱線加工や溶接肉盛して予歪みを与えるなどにより解決できることが判明した。
(もっと読む)
溶接用裏当て材とその製造方法
【課題】 ルート間隔の確保が容易で、かつ溶接不良が起こらない溶接用裏当て材を提供する。
【解決手段】 溶接用裏当て材1の板面12には、垂直面3を有する突起2が所定間隔で設けられる。溶接用裏当て材1は、幅方向一端面4がコラム28の側面6に当接され、突起2の垂直面3に、H形鋼14の端部に形成したルート面7が当接される。これにより、適正なルート間隔Xが確保される。開先隙間10において、溶接がなされるが、溶接時には突起2が溶け込むことになる。また、溶接用裏当て材1の幅方向略中央に形成した凹溝5に、溶接時にガスが逃げるので、ガスの残留による溶接不良が防止される。
(もっと読む)
補剛板及び補剛板の製造方法
【課題】鋼板への補剛材の溶接品質の向上を図り且つ疲労強度の向上を図る。
【解決手段】鋼板10と共に閉断面構造をなす補剛材20を前記鋼板10の表面に複数溶接してなる補剛板であって、前記補剛材20は、前記鋼板10に当接する縁部が前記閉断面構造の外側から所定出力のレーザLを所定方向から照射されて所定溶接速度でレーザ溶接されることにより、前記鋼板10に接合されている。
(もっと読む)
ボックス柱のダイアフラム溶接用裏当金、開先構造および四面回転自動溶接工法
【課題】自動溶接を可能とし、作業手間および作業時間を大幅に減少して極めて能率よく、かつ高精度でボックス柱とダイアフラムとを溶接することができるボックス柱のダイアフラム溶接用裏当金、同開先構造および四面回転自動溶接工法とする。
【解決手段】扁平な矩形断面を有する棒鋼の少なくとも長手方向1箇所の扁平な面に、棒鋼の長手方向と直交する方向に沿うスリット状の平行かつ相互に隣接する複数の切込み線22を形成し、この切込み線の部位を扁平な面が棒鋼の長手方向に沿って円弧状に湾曲して略直角に折曲し得る折曲部とし、かつ棒鋼の折曲部における切込み線に沿う方向の一側縁部に角鋼12組合せ用の開口部23を形成し、この開口部を、ボックス柱11の内側角隅部に配置される角鋼の端部に組合せ可能とする。
(もっと読む)
溶接組立てBOX柱
【課題】耐震性を要求される建築構造物用柱部材として好適な内ダイヤフラム形式の溶接組立てBOX柱を提供する。
【解決手段】BOX柱1の外周面のうち梁が取り付けられる面または該面に対向する面の少なくとも一面は、ダイヤフラム3を挟むようにスキンプレートが分割21,22,23され、前記ダイヤフラムと前記スキンプレートは当接する個所が溶接され、分割されたスキンプレート間に挟まれるダイヤフラムの外辺31が、前記スキンプレートの外表面と同一高さで、ダイヤフラムの外辺に、BOX柱の角溶接用開先bが設けられ、スキンプレートが引張強さ540N/mm2以上の鋼板で、ダイヤフラムは前記スキンプレートと同等以上の引張強さで、ダイヤフラムとスキンプレートを入熱150kJ/cm以下で溶接する。
(もっと読む)
建設機械の作業機構成部材と補強部材の接合方法
【課題】作業機構成部材が作業負荷を繰り返し受けても補強部材の補強機能を十分に維持することができ、かつ、両部材が溶接後に凹状に変形するのを抑制できる建設機械の作業機構成部材と補強部材の接合方法を提供する。
【解決手段】作業機構成部材4の一方の面4aに補強部材5の一方の面5aを接合する建設機械の作業機構成部材と補強部材の接合方法において、作業機構成部材4の一方の面4aと補強部材5の周縁部5bとを隅肉溶接するほか、補強部材5の他方の面から熱を加えて作業機構成部材4まで溶け込ませた深溶け込み溶接部8を形成し、作業機構成部材5の他方の面から熱を加えて補強部材5まで溶け込ませた深溶け込み溶接部9を形成する。
(もっと読む)
建築鉄骨構造物の裏受金溶接方法
【課題】鉄骨建築鋼管柱とダイアフラムとの溶接は、ルートギャップを約7mm程度確保して鋼管柱側の内面に密着させて裏当金を当接させた後、片側溶接で継手溶接しているため、裏当金を鋼管柱内部に密着セットして溶接仮止めするため作業が難しく、ルート部に欠陥が出やすく応力集中が働きやすいという問題がある。
【解決手段】本発明では、鋼管柱側の内面から柱の半径方向に離した位置で、柱より軽いダイアフラムの外面側に裏受金を仮付溶接した後、その裏受金付きダイアフラムを鋼管柱内に挿入することにより、これらの問題を解決した。
(もっと読む)
鉄骨構造物柱梁接合部の梁と内ダイアフラム直結工法
【課題】従来、建築鉄骨柱梁接合部は鋼管柱を建物階毎に切断して、サイコロ製作の小組立、サイコロにH形鋼梁取付の中組立、更に鋼管柱取付の大組立の工程を経て製作しているが、複雑で工数が掛かり、その上ダイアフラムが柱から張り出して、ダイアフラム外周部が傘折れ現象・熱歪み脆化・壁じまいの悪さ等により目違い・脆化・内部空間の縮小等を起こして、問題になっている。
【解決手段】本発明では、鋼管柱を柱梁接合部ごとに切断することなく、H形鋼フランジ又は内ダイアフラムと鋼管柱を溝溶接し、更に、H形鋼梁を、溝溶接部を含めて多層盛りの一つの溶接部で溶接接合することによりこれらの問題を解決した。
(もっと読む)
角筒コラムのエレクトロガス溶接用バッキング材と、それを使用した角筒コラムのエレクトロガス溶接方法
【課題】 角筒体をコラム材として使用して仕口部材をエレクトロガス溶接により製作する際に使用するバッキング材と、それを使用した溶接方法を提供する。
【解決手段】 断面を矩形に形成した単位小片7を複数並置して構成した直線部被覆小片群9と断面を台形に形成した単位小片8を複数並置して構成したコーナー部被覆小片群10とを所定の間隔を隔てて交互に配置し、この直線部分被覆小片群9とコーナー部被覆小片群10の裏面側を可撓性を有する金属テープ11で連結接続してバッキング材6をクローラ式に構成した。
(もっと読む)
補剛板及び補剛板の製造方法
【課題】 補剛材の溶接品質の向上を図り且つ疲労強度の向上を図った補剛板及び補剛板の製造方法を提供する。
【解決手段】 鋼板(10)の面上に補剛材(20)を単数または複数溶接してなる補剛板において、鋼板と当接する補剛材の縁部(22)にレ型またはJ型開先(24)を形成し、該レ型またはJ型開先のルート部(26)にレーザー溶接を施工するとともに、拡開部(28)にアーク溶接を施工するようにした。
(もっと読む)
1 - 15 / 15
[ Back to top ]