
Fターム[4E081YC02]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 車両関係の溶接 (163) | 自動二輪車 (6)
Fターム[4E081YC02]に分類される特許
1 - 6 / 6
ワーク位置決め方法及び装置
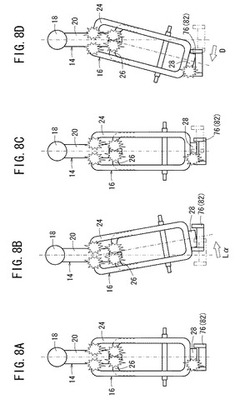
【課題】フレームを精度よく組み立てることができるワーク位置決め方法及び装置を提供する。
【解決手段】溶接を実行する前に、後部フレーム組立体16の前部フレーム組立体14に対する正規姿勢を基準とした位置ズレである変位量Lαと、後部フレーム組立体16を正規姿勢に保持した状態での作用力px(反力)とを計測し、計測した当該変位量Lαと作用力pxとに基づいて、溶接後に後部フレーム組立体16の位置決めを解除したときに後部フレーム組立体16が正規姿勢に戻るようにするための矯正変位量Dを算出し、後部フレーム組立体16を矯正変位させる。
(もっと読む)
二輪車およびバギー車用フレーム材
【課題】高強度の7000系Al合金からなるAl部材の複数にて構成される、二輪車やバギー車用フレーム材において、その溶接割れ感受性を低減させると共に、強度特性に優れた溶接継手を実現する。
【解決手段】複数のAl部材を与える7000系Al合金の合金組成を、Cu:0.01〜0.50%、Mg:0.5〜2.1%、並びにZn:4.0〜8.5%を含み、残部がAl及び不可避的不純物であるように規定し、かかるAl部材の複数を溶接により一体化して、二輪車やバギー車用フレーム材を製造するに際して、溶加材として、Mg:5.5〜8.0%、Cr:0.05〜0.25%、Ti:0.25%以下、Si:0.4%以下、Fe:0.4%以下、Cu:0.1%以下、Zr:0.05%以下、及びZn:0.25%以下を含み、残部がAl及び不可避的不純物である合金組成のものを用いた。
(もっと読む)
精度管理方法

【課題】ワークの誤差が本溶接後に許容範囲外になるのを防止できる精度管理方法を提供すること。
【解決手段】精度管理方法は、部品を組み立てて溶接した際の精度を管理する。この精度管理方法は、部品同士を位置決めするステップS1と、この位置決めした部品同士を仮溶接するステップS2と、この仮溶接した部品同士を本溶接するステップS3と、この本溶接した部品を測定するステップS4と、この部品の基準位置からの誤差を求めて、この求めた誤差をステップS1にフィードバックするステップS5と、を備える。
(もっと読む)
姿勢制御治具
【課題】車体フレーム等のワークを溶接するにあたり、高精度に位置決め保持するとともに、姿勢の変換を簡単な構成で行うことができるようにし、しかも、すべての機種に簡易に対応できるようにする。
【解決手段】基台20の枢支軸21周りに回動自在な回転体22に、車体フレーム(ワークW)のヘッドパイプを保持するヘッドパイプ固定部23と、ピボットを保持するピボット支持台26の基準ピン部27を設け、ピボット支持台26をスライド自在にすることで、基準ピン部27とヘッドパイプ固定部23の相互距離を調整可能にする。また、ヘッドパイプ固定部23の挿入バーjの傾斜角を固定、フリー状態自在にし、あらゆる機種のワークWを保持できるようにする。また、枢支軸21と基準ピン部27を結ぶ線周りに回転体22を回転自在にする。
(もっと読む)
溶接装置
【課題】 溶接するワークの姿勢制御の簡素化を図り、生産性を向上させる。
【解決手段】 一列に配置した複数の同一形状のワークとしての車体フレーム11をワーク保持具12で保持し、複数の車体フレーム11を同時に溶接する際に、各車体フレーム11に対応する溶接トーチ13にそれぞれ車体フレーム11の溶接箇所が対向するように車体フレーム11をワーク保持具12を介して上下動及び水平動させ且つワークの列の方向と平行な直線161を中心にワーク保持具12を回転させて、全ての車体フレーム11の姿勢を同時に変化させるとともに車体フレーム11の列の方向にほぼ平行な平面上に溶接面を設けるように車体フレーム11を保持するワーク保持機構18と、車体フレーム11の列の方向と平行に一列に車体フレーム11にそれぞれ対向させて溶接トーチ13を配置した溶接機構14と、を有する。
(もっと読む)
自動二輪車用フレームの溶接方法
【課題】 自動二輪車用フレームの溶接方法を改良することで、溶接ひずみを抑える。
【解決手段】 左右一対のシートレール62,63の外側を構成する左外側シートレール部46及び右外側シートレール部52、メインフレーム61、左ピボット支持プレート32及び右ピボット支持プレート33で構成したフロントフレーム半体44と、左右一対のシートレール62,63の内側を構成する左内側シートレール部56及び右内側シートレール部57とを、溶接線が上面と下面とに現れるように仮結合する仮結合工程と、シートレール外半部46,52とシートレール内半部56,57とを後端部62c,63cから自動二輪車用車体フレーム11Aの中央部11cに向かって溶接する後部溶接工程と、を含む。
(もっと読む)
1 - 6 / 6
[ Back to top ]