
Fターム[4E081YG03]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 水力機械、発電用機械における特定物品の溶接 (70) | 翼、羽根、インペラー (10)
Fターム[4E081YG03]に分類される特許
1 - 10 / 10
部品及びその工処理方法
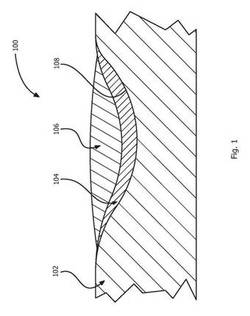
【課題】部品、及び部品を加工処理する方法を開示する。
【解決手段】この方法は、ある特徴を有する基材金属を準備し、特徴を除去して加工処理領域を形成し、第1の層を前記加工処理領域に適用し、第2の層を第1の層に適用することを含む。基材金属、第1の層、及び第2の層は各々が所定の熱膨張率、降伏強度、及び伸び率を有する。加工処理部品は、基材金属の加工処理領域に適用された第1の層と、第1の層に適用された第2の層を含む。
(もっと読む)
肉盛溶接方法及び構造材

【課題】液滴による構造材の侵食を軽減させるとともに、溶接作業の工期の短縮化とコストの低減化を図る。
【解決手段】腐食環境下で使用される構造材の肉盛溶接方法において、前記構造材の腐食環境に晒される部位を除去し、前記除去した部位にHv.400以上のソリッドワイヤを用いた短絡移行ガスメタルアーク溶接により硬質層15を形成することを特徴とする。
(もっと読む)
接合されたタービン動翼部材及び接合方法
【課題】鋼とニッケル合金との融解ラインの検査の問題を克服する。
【解決手段】タービンの動翼部材10,30のための接合方法において、a)鋼から形成された第1の動翼部材10を提供するステップと、b)該第1の動翼部材10にニッケル合金バタリング層20を提供するステップと、c)ニッケル合金から形成された第2の動翼部材30を提供するステップと、d)第1の動翼部材10を第2の動翼部材30に接合するために、ニッケル合金溶接溶加材25を用いてニッケル合金バタリング層20を第2の動翼部材30に溶接するステップとを含む。
(もっと読む)
羽根車およびその製造方法
【課題】表面を高耐食性の材料で被覆され、複雑な形状でかつ高耐食性を有する遠心圧縮機やポンプに用いられる新規な構成を持つ羽根車および羽根車を製造する新規な方法を提供する。
【解決手段】羽根車の構成部材として鉄を主成分とする合金を基材として用い、構成部材の表面にニッケル基合金を被覆する。被覆された羽根と付き合わされる構成部材の突き合わせ面に所定の開先を設け、羽根を開先に挿入した後に羽根と構成部材とを溶接し羽根車を製造する。
(もっと読む)
レーザ蒸着を用いた溶接によりブリスクドラムのブレードを修復する装置
【課題】レーザ蒸着を用いた溶接により、ガスタービン用のブリスクドラムのブレードを修復する装置を提供する。
【解決手段】装置はレーザ光源に接続されビームが長さ方向に偏向等されるモジュール13を備え、CCDカメラ12用のモジュールが接続されCCDカメラで装置を配置し、ブレードへの粉末の蒸着を監視、制御が可能で、モジュール13のカメラモジュールに対向側にレーザビームを成形、集光するモジュール19、モジュール20が隣接する。モジュール20内の長手方向でヘッド21内の溶接粉末供給装置に接続される供給路35が、出射口36へ配向される。出射口にモジュール22が隣接し、これがガス源に接続され対象のブレードを含む開いた保護ガスダクトを形成し、翼端に付加される蒸着金属を保護ガスで封止し蒸着物を融解時等の劣化から保護する。
(もっと読む)
溶接構造物の変形監視装置及び方法
【課題】溶接施工中または熱処理施工中の溶接構造物の変形や応力をこれらの施工中に段階的にモニタリングして、溶接施工や熱処理施工を管理できること。
【解決手段】溶接構造物1の表面の変位を計測する変位計11と、この変位計からのデータなどから溶接構造物の変形量を計算する変形量計算装置12と、溶接構造物の表面温度を計測する温度計13と、この温度計からのデータなどから溶接構造物の温度分布を計測する温度分布計算装置14と、溶接構造物の溶接変形に関する判定を溶接施行中に行なう判定装置15とを備え、この判定装置は、溶接構造物の温度分布から、この溶接構造物の線膨張による熱変形量を推定する第1演算部18と、溶接構造物の変形量から熱変形量の推定値を差し引いて真の溶接変形量を演算する第2演算部と、真の溶接変形量と溶接変形量の許容値と比較して溶接の合否を判定する判定部20とを有するものである。
(もっと読む)
溶接添加剤、溶接添加剤の使用並びにコンポーネント
本発明は溶接フィラー並びにそれを使用するステップを提案する。この溶接フィラー並びにそれを使用するステップにより、ニッケル基超合金によって製造されたガスタービンのブレードまたはベーン、並びに他の高温ガスコンポーネントの補修溶接を、手動ないし自動溶接によって、室温で行うことが可能となる。溶接フィラーは同様にγ’硬化型ニッケル基超合金であるが、とりわけ、準備されるコンポーネントの基材材料とは異なる。溶接補修は、基材金属の特性の約50%、或いはそれ以上に相当する低サイクル疲労(Low Cycle Fatigue:LCF)を許容する(溶接は、基材金属のLCFサイクルの50%に耐える)。 (もっと読む)
T型継手の製造方法
【課題】 溶接設備として一般的でコストが安いアーク溶接やプラズマ溶接法を用いて安価で高品質なT字継手を形成することができる製造方法を提供する。
【解決手段】 このT型継手の製造方法は、第1板材12の裏面側に所定の角度で第2板材14の端面を当接させ、第1板材の表面側からアーク又はプラズマ溶接を行う。これにより、アーク又はプラズマ溶接熱が第1板材12を貫通して第2板材の端面部分を溶融させ、これらを溶着させることによってT型溶接継手が形成される。アーク又はプラズマ溶接では、第1板材の板厚に応じて場合により深溶け込みの手法を採用する。また、板厚が溶け込み深さを超える場合には表面に減厚加工を行う。
(もっと読む)
溶接方法
【課題】 溶接の構成部品について適格な修理・溶接を行う。
【解決手段】 構成部品(1、120、130、155)を溶接する溶接法であって、 500℃より高く(>500℃)、600℃より低い前記構成部品(1、120、130、155)の予熱温度を利用する。この温度によって周囲材料の降伏強度、従って、相互の拘束力を低下させることが可能である。
(もっと読む)
ガスタービン翼およびその製造方法
【課題】溶接部を含みガスタービン翼において、溶接金属の粒界直線化を抑制して、疲労特性と耐クラック性の優れたガスタービン翼が得られるようにする。
【解決手段】γ’相析出強化型Ni基超合金基材の一部を溶接金属にて構成したガスタービン翼において、溶接金属を4.8〜5.3wt.%のTa,18〜23wt.%のCr,12〜17wt.%のCo,14〜18wt.%のW,0.03〜0.1wt.%のC,1〜2wt.%のMo,1wt.%以下のAlを含み、酸素量が0〜30ppm,Ti量が0〜0.1wt.%,Re量が0〜0.5wt.%であるNi基合金とする。翼基材をストリップ化工程、γ’相を再固溶させる溶体化処理工程、前記溶接金属を得ることができる溶接ワイヤにてTIG法により不活性ガスチャンバ内で溶接する工程、1100〜1150℃のHIP処理工程、835〜855℃の時効処理工程にて製造する。
(もっと読む)
1 - 10 / 10
[ Back to top ]