
Fターム[4E081YG10]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 水力機械、発電用機械における特定物品の溶接 (70) | その他 (17)
Fターム[4E081YG10]に分類される特許
1 - 17 / 17
Ni基耐熱合金用溶接材料ならびにそれを用いてなる溶接金属および溶接継手
【課題】溶接時に優れた耐高温割れ性を有するNi基耐熱合金用溶接材料並びに溶接中の耐高温割れ性、高温で長時間使用中の耐応力緩和割れ性及び良好なクリープ強度を有する溶接金属と溶接継手を提供すること。
【解決手段】(1)C:0.06〜0.18%、Si≦0.5%、Mn≦1.5%、Ni:45〜55%、Cr:25〜35%、W:7.0〜13.0%、Ti:0.2超〜1.5%、Al<0.1%及びN:0.002〜0.20%を含み、残部がFe及び不純物からなり、不純物中のO≦0.02%、P≦0.008%及びS≦0.005%の化学組成を有するNi基耐熱合金用溶接材料。この溶接材料は、Feの一部に代えてNb≦1.0%を含んでもよい。(2)上記のNi基耐熱合金用溶接材料を用いてなる溶接金属。(3)上記溶接金属と高温強度に優れたNi基耐熱合金の母材とからなる溶接継手。
(もっと読む)
ガスパージ用治具及び自動溶接装置

【課題】管部材を溶接するにあたり、管部材の内側をガスパージするガスパージ手段の設置作業の効率化及び自動化を図る。
【解決手段】溶接対象とされた管部材の開口端に被さるカップ形状を有すると共に、不活性ガスを外部からカップ内部21に導入する導入口22を備えるガスパージ用治具20を採用する。
(もっと読む)
マグ溶接用シールドガス,マグ溶接方法,および溶接構造物

【課題】狭開先溶接での品質の向上を図った,マグ溶接用シールドガス,マグ溶接方法,および溶接構造物を提供する。
【解決手段】マグ溶接用シールドガスが,8重量%以上,13重量%以下のCrを含有する高Cr鋼を,8重量%以上,13重量%以下のCrを含有するソリッドワイヤを用いて,1層1パスで,一対の母材の厚さH1とこれら母材間の開先の間隔W1の比が0.4以下,この開先の角度θ1が10°以下の狭開先を溶接するためのマグ溶接用シールドガスであって,5容量%以上,17容量%以下の炭酸ガス,30容量%以上,80容量%以下のヘリウムガス,残部がアルゴンガスの3種混合ガスからなる。
(もっと読む)
クリープ特性に優れた溶接金属
【課題】優れたクリープ特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属、およびこのような溶接金属を備えた溶接構造体を提供する。
【解決手段】所定の化学成分組成を有し、下記(1)式によって規定されるA値が200以上であり、且つ円相当直径で0.40μm以上の炭化物の平均円相当直径が0.85μm未満であると共に、溶接金属中に存在する粒界のうち炭化物が存在する長さの割合が25%以上である。
A値=([V]/51+[Nb]/93)/{[V]×([Cr]/5+[Mo]/2)}×104 …(1)
但し、[V],[Nb],[Cr]および[Mo]は、夫々溶接金属中のV,Nb,CrおよびMoの含有量(質量%)を示す。
(もっと読む)
肉盛溶接装置及び方法
【課題】肉盛溶接装置及び方法において、溶接作業性を向上させると共に低コスト化を可能とする。
【解決手段】溶接トーチ11と、溶接トーチ11を鋼管122の並列方向に沿って移動可能とする第1移動装置12と、溶接トーチ11を鋼管122の長手方向に沿って移動可能とする第2移動装置13と、溶接トーチ11を鋼管122の並列方向に移動することで複数の鋼管122及びフィン123に対して連続して肉盛溶接を行うと共に予め設定された所定の位置で鋼管122の長手方向に移動することで肉盛溶接位置をずらすように第1移動装置12及び第2移動装置13を制御する制御装置15とを設ける。
(もっと読む)
タービンロータの補修溶接方法
【課題】小径のタービンロータであっても溶接工程を通じて施工面に安定してフラックスを堆積させることで、タービンロータの補修をサブマージアーク溶接で行うのが容易なタービンロータの補修溶接を提供する。
【解決手段】 回転軸が水平に支持されたタービンロータ10をその回転軸を中心に回転させながら、溶接施工面に第1供給ホッパ21からフラックスFを供給し、堆積されたフラックスF中に溶接トーチ30の溶接ワイヤ31を挿入してサブマージアーク溶接により肉盛り溶接を行う、タービンロータの補修溶接方法において、施工面からのフラックスの落下を防止する第1じゃま部材41をタービンロータ10に近接して配置する。肉盛り溶接が連続的に行われる間、肉盛り溶接部を含むタービンロータ10の径が大きくなるのに対応して、第1じゃま部材41とタービンロータ10の間隔を一定に保つように、第1じゃま部材41の位置を制御することが好ましい。
(もっと読む)
オーステナイト系耐熱鋼用溶接材料ならびにそれを用いてなる溶接金属および溶接継手
【課題】溶接時に優れた耐高温割れ性を有するγ系耐熱鋼用溶接材料並びに溶接中の耐高温割れ性、高温で長時間使用中の耐応力緩和割れ性及び良好なクリープ強度を有する溶接金属と溶接継手を提供すること。
【解決手段】(1)C:0.05%超〜0.18%、Si≦0.5%、Mn≦1.5%、Ni:40〜50%、Cr:20〜25%、W:8.0%超〜13.0%、Ti:0.01〜0.2%、N:0.03%超〜0.20%及びAl≦0.01%を含み、残部がFe及び不純物からなり、不純物としてのO≦0.02%、P≦0.008%及びS≦0.005%の化学組成を有するγ系耐熱鋼用溶接材料。この溶接材料はNb<0.60%を含んでもよい。(2)上記のγ系耐熱鋼用溶接材料を用いてなる溶接金属。(3)上記溶接金属と高温強度に優れたγ系耐熱鋼の母材からなる溶接継手。
(もっと読む)
マグ溶接用シールドガス,マグ溶接方法,および溶接構造物
【課題】狭開先溶接での品質の向上を図った,マグ溶接用シールドガス,マグ溶接方法,および溶接構造物を提供する。
【解決手段】マグ溶接用シールドガスが,8重量%以上,13重量%以下のCrを含有する高Cr鋼を,8重量%以上,13重量%以下のCrを含有するソリッドワイヤを用いて,1層1パスで狭開先溶接するためのマグ溶接用シールドガスであって,5容量%以上,17容量%以下の炭酸ガス,30容量%以上,80容量%以下のヘリウムガス,残部がアルゴンガスの3種混合ガスからなる。
(もっと読む)
点検孔のプラグ構造
【課題】スリット部が形成されることのなく長寿命化を可能にしたな点検孔のプラグ構造を提供する。
【解決手段】配管1に穿設された点検孔2に挿入し、全周のすみ肉溶接により配管1に固定して点検孔2を封止する点検孔2のプラグ構造において、プラグ10は、プラグ本体11と、点検孔2に挿入されるプラグ本体11より小径の挿入部12と、プラグ本体11から挿入部12に縮径する段差部13とを備え、段差面14を形成して縮径する配管軸方向の段差領域と、傾斜面15を形成して縮径する配管周方向の傾斜領域とが、段差部13の円周方向へ交互に設けられていることを特徴とする。
(もっと読む)
耐疲労荷重性構造体及びその溶接法
【課題】耐疲労荷重性構造体及びその溶接法を提供する。
【解決手段】耐疲労荷重性構造体100は、第1の伸長性材料を含む耐疲労荷重性構造体100の疲労荷重受け部分204と、第2の伸長性材料を含みかつ耐疲労荷重性構造体100の疲労荷重受け部分204に固定された溶接可能な耐疲労荷重性特徴部206とを含み、第1の伸張材料は第2の伸張材料より小さい延性である。
(もっと読む)
円周曲面へのチューブ溶接方法
【課題】チューブの端部の円周表面への隅肉溶接に開先加工角度を必要とせず、裏波1パス溶接を可能とする溶接技術を提供すること。
【解決手段】溶接されるチューブの端部との接合部となる、ドラム等の円周表面部分を水平面状に加工する工程と、端部が直角面加工されたチューブを、ドラム等の水平加工された部分に突合わせ位置決め後、仮付け溶接する工程と、接合部表面に深溶け込み活性剤を塗布する工程と、接合部を自動TIG溶接によりワンパスで裏波溶接を行う工程と、からなる。
(もっと読む)
溶接材料の選定方法及び発電用プラント
【課題】異材溶接継手での脱炭層形成有無を予測して、部材の組合せや使用部位に応じた最適な溶接材料を選定する方法を提供する。
【解決手段】一の金属母材の炭化物生成能パラメータと、一の金属母材と材質が異なる別の金属母材の炭化物生成能パラメータとの差の絶対値Δgを算出する。一の金属母材と別の金属母材とが溶接材料で溶接された部材の使用温度及び時間から、時効パラメータLを算出する。予め作成された、脱炭層が形成される条件の領域と脱炭層が形成されない条件の領域とを炭化物生成能パラメータの差の絶対値と時効パラメータとで表したグラフにおいて、算出されたΔgと、算出されたLとの交点が、脱炭層が形成される条件の領域にある場合に、溶接材料としてインコネル系溶接材料を選定する。交点が、脱炭層が形成されない条件の領域にある場合に、溶接材料としてフェライト系溶接材料を選定する。
(もっと読む)
クラッド溶接方法
【課題】比較的簡易な手法にて、溶接金属の希釈を抑制しつつ、融合不良の発生を防止して、当該溶接金属で母材の表面を広範囲に亘って覆うことができるクラッド溶接方法を提供することにある。
【解決手段】先行溶接ビード10の一方の端部10aと後行溶接ビード20の他方の端部20bが重なる箇所にて、先行溶接ビード10と後行溶接ビード20が重ならない箇所と比べて溶接入熱を増加させて局部的に深溶け込み12となる深溶け込み部12aを作製した。
(もっと読む)
I型継手の溶接方法及びそのI型溶接継手並びにそれを用いた溶接構造物
【課題】
溶接欠陥のない品質良好な深い溶け込み形状の溶接金属部を備えたI型溶接継手、及びその溶接方法を提供する。
【解決手段】
ステンレス鋼又は低炭素鋼からなり、同じ板厚同士の部材の側面を突合せたI型継手部を、不活性ガスのシールドガスを噴出させるシールドガス供給手段を用いながら、非消耗電極方式の第1のアーク溶接により、フラックス剤が充填されているフラックス入りワイヤをアーク溶接部分に送給し、表裏両側から溶接する溶接方法において、溶接継手部の表側もしくは外側より、板厚Tの裏面まで溶かすことなく、板厚Tの1/2以上4/5以下の深さまで溶融させた溶け込み形状の第1の溶接金属部を形成し、その後にI型継手部の裏側又は内側から板厚Tの1/2以上4/5以下の深さまで溶融させる第2のアーク溶接を遂行し、第1の溶接金属部の先端部と融合し合った溶け込み形状の第2の溶接金属部を形成することを特徴とする。
(もっと読む)
管寄せとニッケル基合金からなる伝熱管の溶接構造
【課題】経年変化した析出強化型Ni基合金からなる伝熱管の現地での大量の取替溶接工事が容易な管寄せとNi基合金からなる伝熱管の溶接構造を提供すること。
【解決手段】経年使用後の伝熱管取替工事において、TiとAlを含有するγ’相析出強化型Ni基合金からなるボイラ伝熱管4とTiとAlを含有するγ’相析出強化型Ni基合金からなる管寄せ1とを溶接接合するに際して管寄せ1に固溶強化型ニッケル(Ni)基合金、弱析出強化型(γ’相の平衡析出量10%以下)ニッケル(Ni)基合金又は高強度オーステナイト鋼からなるスタブ管2の一端を接合し、当該スタブ管2の他端に、伝熱管4と同材質の肉厚調整用ピース5を介して新伝熱管6を接合する管寄せ1とNi基合金からなる伝熱管4の溶接構造であり、前記材質のスタブ管2は析出強化型Ni基合金伝熱管に比べ、経年使用によっても著しい硬化や延性低下が生じないので溶接割れのポテンシャルが小さく、溶接前にスタブ管先端を固溶化処理することなく、そのまま現地溶接することができる。
(もっと読む)
ロータを製作するための方法
円板形及び/又はドラム形の複数のエレメント、特に複数のディスクを溶接して1つのロータ(2)を製作するための方法であって、この場合、1つの装置によって前記複数のディスクをこれらのディスクの長手方向軸線(A)に沿って軸方向で互いにつなぎ合わせ、2段階の溶接法で溶接する方法に関する。第1の溶接法を、積み重ねられた複数のディスクを垂直に保持した状態で実施し、それに続いて、第2の溶接法を、積み重ねた複数のディスクの水平に保持した状態で実施するようにした。 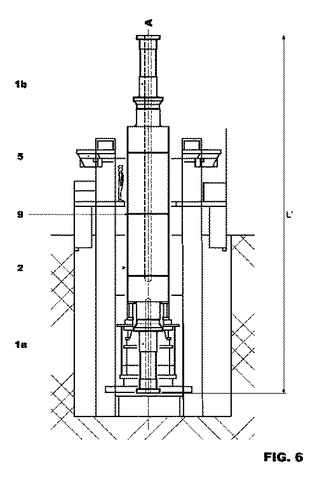 (もっと読む)
(もっと読む)
管寄/スタッブ管溶接構造体ならびにそれを備えたボイラ装置
【課題】管寄とスタッブ管との溶接部の割れが有効に防止できる管寄/スタッブ管溶接構造体を提供する。
【解決手段】W、Mo、Nb、V含有の9Cr〜12Cr鋼からなる管寄2に同一材質のスタッブ管3を植え込み溶接し、スタッブ管3とレグチューブ5をトランジションピース4を介して接続した管寄/スタッブ管溶接構造体において、スタッブ管3、トランジションピース4、レグチューブ5の内径を略同一とし、スタッブ管3の肉厚をレグチューブ5の肉厚より1.2〜3.0倍に大きくしたことを特徴とする。
(もっと読む)
1 - 17 / 17
[ Back to top ]