
Fターム[4E081YQ02]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 複合板、管の溶接 (18) | ライニング被覆方法 (4)
Fターム[4E081YQ02]に分類される特許
1 - 4 / 4
異種金属のライニング方法
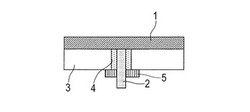
【課題】特殊な加工を必要とせず簡易な方法によって、ライニング材を母材にライニングすることができるライニング方法を提供する。
【解決手段】ライニング材1に接合材2を取付け、ライニングされる母材3に貫通穴4を設け、ライニング材1に取付られた接合材2と母材3の貫通穴4の位置が一致するように母材3とライニング材1を重ねた後、接合材2と母材3とを固定することにより、母材3にライニング材1をライニングする。
(もっと読む)
積層管の製造方法及び製造装置

【課題】歩留りや生産性の向上により低コスト化を図ることができる積層管の製造方法を提供する。
【解決手段】内層11と、少なくとも1つの外層12と、を有する積層管10の製造方法は、芯材20を準備する第1の工程S10と、芯材20の外周面に第1の材料を肉盛溶接して内層11を形成する第2の工程S20と、内層11の外周面に第2の材料を肉盛溶接して少なくとも1つの外層12を形成する第3の工程S30と、芯材20を除去する第4の工程S50と、を備えている。
(もっと読む)
肉盛溶接方法及び該方法によって形成した肉盛溶接部
【課題】基材の表面に耐摩耗性、耐腐食性、及び耐熱衝撃性に優れた肉盛溶接部を形成する肉盛溶接方法及び該方法によって形成した肉盛溶接部を提供する。
【解決手段】厚さ1.5mm以上の基材11表面に、ニッケル基合金はステンレス合金を肉盛溶接して、耐摩耗性、耐腐食性、及び耐熱衝撃性に優れた肉盛溶接部を形成する肉盛溶接方法において、MIG溶接又はMAG溶接を行う溶接機27を使用し、ウィービングの振幅を7mm以上で20mm以下、ウィービングの振動数を7回/秒以下、溶接速度を2mm/秒以上で17mm/秒以下にして、肉盛溶接部の基材11からの希釈率を10質量%以下にする。ここで、溶接機による溶接の入熱量は400Joule/mm以上で1100Joule/mm以下にするのがよい。
(もっと読む)
被覆鋼管の製造方法
【課題】鋼管の外面と被覆材の内面との間に形成される空間に残留する残留空気が減少され,防食能力の優れた被覆鋼管を提供する。
【解決手段】鋼管2の外面の少なくとも一部を全周に亘って複数の被覆材3〜7で被覆する際に,各被覆材3〜7のうちの1枚を鋼管2の外面に周方向に巻付ける度に,巻付けられた被覆材3〜7の外面に複数のベルト60を周方向に巻付けて結束し,巻付けられた被覆材3〜7を鋼管2の外面に緊締固定し,被覆材3〜7を鋼管2の外面に密着させてから溶接による1次仮付けを行う。
(もっと読む)
1 - 4 / 4
[ Back to top ]