
Fターム[4E081YR04]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 型材の製造における溶接 (15) | 箱型、ボックス型の製造 (6)
Fターム[4E081YR04]に分類される特許
1 - 6 / 6
鉄骨構造物柱梁接合部の梁と突起付き内ダイアフラム直結工法
【課題】
従来、建築鉄骨柱梁接合部は角形鋼管柱を建物階毎に切断して通しダイアフラム方式で組み立てて複雑で製作工数が多くかかりダイアフラム外周部の劣化と変形を惹起し、柱を階毎に切断しなくても4面ボックス柱とダイアフラムとの間でエレクトロスラグ溶接で多大な溶接量を余儀なくされ500〜1000KJ/cmの超大入熱でダイアフラムと柱の溶接をして柱のラメラーテア等の割れや劣化を起こしやすくしている。
【解決手段】
本発明では、板厚が25mm以上で直径400mm以上の4面箱形鋼管柱に対し、該鋼管柱を各階ごとに切断せず、該箱形鋼管柱面に部分的に開けた貫通孔と外開きの全周開先付き突起を設けた内ダイアフラム端部とを小溶接量・低入熱で溶接し、更に、H形鋼梁を、貫通孔溶接部を含めて多層盛りの一つの溶接部で溶接接合することによりこれらの問題を解決した。
(もっと読む)
ブームとブームの溶接方法

【課題】筒体の捩れや歪が少ないブームを提供することを目的とする。また、歪の発生が少なくてすむブーム溶接方法を提供する。
【解決手段】複数枚の鋼板1,2を溶接して断面筒形の筒体に形成し、かつ筒体の表面に補強板3〜6を取り付けたブームであって、筒体と補強板との接合部分が、アーク溶接法a1とレーザ溶接Rからなるハイブリッド溶接Hで溶接されている。アーク溶接法a1で筒体と補強板の接合部を溶融して、母材の溶融金属量に溶加材の溶融金属量を加えておき、次いでレーザ溶接Rで加熱すれば、溶融金属を接合部の深さ方向に溶け込ませるので、補強板を確実に溶接により接合することができる。しかも、レーザ溶接法Rは入熱が少ないので、溶接後のブームに捩れや歪が生じにくい。このため、多段入れ子式ブームにおける多段ブーム間の寸法差を小さくできるので、先端側のブームの断面寸法を大きくし剛性を向上させることができる。
(もっと読む)
鋼材の溶接継手構造
【課題】主として超高強度の鋼材の溶接継手部について、低コストかつ予後熱管理や溶接入熱・パス間温度の条件が緩和された軟質継手を提供し、これにより、現場施工に適用可能であり、かつ特別な溶接技術や技能を必要とせずに、溶接部の材料強度から求められる継手強度より高い強度を有する鋼材の溶接継手構造を提供する。
【解決手段】第1の鋼材2と、第2の鋼材3と、継手溶接部4と、継手溶接部4を補強する第1の補強材5と、第2の補強部材6とを備える溶接継手構造1である。継手溶接部4の溶接金属7の材料強度が、第1の鋼材2および第2の鋼材3のいずれの材料強度よりも小さく、第1の補強材5は継手溶接部4の一方の表面4aに溶接金属7を介して接して接合されるとともに第2の補強材6は継手溶接部4の他方の表面4bに接合され、第1の補強材5、第2の補強部材6の材料強度、および、溶接金属7の材料強度が、第1の鋼材2および第2の鋼材3のいずれの材料強度よりも小さい。
(もっと読む)
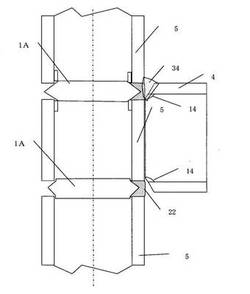
作業機械のアタッチメント及びその溶接方法
【課題】作業機械のアタッチメントを製造する際に、開先加工を行うことなく、十分な強度を持
った隅肉溶接を行う。
【解決手段】一対の縦板2,3における一対の平板4,5に対する各突き合わせ部11の少なくとも一部の角部12を開先を加工することなく直角を保ったまま縦板2,3の外面に対して内側に鋭角だけ折り曲げ、折り曲げられた各突き合わせ部11の角部12を平板4,5に当接させ、各突き合わせ部11と平板4,5の突き合わせ部11側の面との間に形成された外側隅角部13を、内側隅角部14に裏波ビード16が形成されるように溶接する。
(もっと読む)
ボックス柱の製造方法およびボックス柱
【課題】溶接によるスキンプレートの材質劣化を低減することができるボックス柱の製造方法およびボックス柱を提供する。
【解決手段】この実施の形態に係るボックス柱の製造方法においては、4枚のスキンプレート(鋼板)1を断面形状が方形の箱型に組み合わせて、隣接するスキンプレート1どうしを内側から隅肉溶接3を行うことにより、建築構造用のボックス柱(四面ボックス柱)2を製造する。前記隅肉溶接3の際に、スキンプレート1端部の開先加工は必要としない。このようにすることにより、溶接入熱を低減できるので、スキンプレート1への熱影響を低減でき、スキンプレート1の強度や靭性の低下を抑えることができる。
(もっと読む)
鉄骨ボックス柱の製造方法及び製造装置
【課題】角筒状に突き合わせたボックス部材を垂直に保持して、四隅の突き合わせ部を、それぞれ下方から上方へ移動する4個の溶接装置により溶接するボックス柱の製造に際し、それぞれの溶接装置が、他の溶接装置からの拘束力を受けることなく適正、かつ、円滑に所定の位置を上昇できるようにする。
【解決手段】ボックス部材の四隅の突き合わせ部に配置される溶接装置2を、電磁石10によるフランジ鋼板3との間の非吸着状態による一体性と、台車7の側面に設けたサイド車輪13をフランジ鋼板3の端縁に係合させることにより、それぞれ独立してフランジ鋼板3の所定位置で上昇できるように装着する。
(もっと読む)
1 - 6 / 6
[ Back to top ]