
Fターム[4E081YS10]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 核燃料棒の溶接 (40) | その他 (27)
Fターム[4E081YS10]に分類される特許
1 - 20 / 27
溶接装置
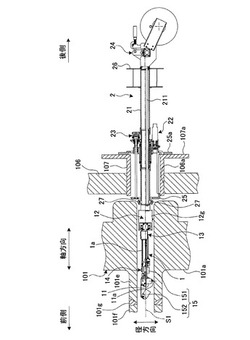
【課題】比較的細径の管内部の溶接を行うことのできる溶接装置を提供すること。
【解決手段】管の内部に挿入される挿入部1と、管の外部に配置されて挿入部1を管の内部に配置する非挿入部2と、挿入部1に設けられ、管の内部に配置された状態で管の内面に溶接を行う溶接トーチ11と、挿入部1に設けられ、溶接トーチ11の先端部11aが向く管の径方向に溶接トーチ11を移動させる溶接トーチ移動機構12と、非挿入部2に設けられ、先端に挿入部1が取り付けられて管に挿入される支持ロッド21を、当該支持ロッド21の軸S1廻りに回転移動させる回転移動機構22と、非挿入部2に設けられ、支持ロッド21を、当該支持ロッド21の軸S1の延在方向に沿って移動させる軸方向移動機構23と、非挿入部2に設けられ、溶接トーチ11に至り溶接ワイヤを供給する溶接ワイヤ供給機構24と、を備える。
(もっと読む)
溶接方法および構造物

【課題】応力腐食割れおよび溶接割れの双方の防止を図った溶接方法および構造物を提供する。
【解決手段】一態様に係る溶接方法は,Cr量25質量%以下のNiを主成分とするNi基耐熱超合金からなる第1の溶接材料を用いて,母材を溶接して溶接部を形成する工程と,Cr量30質量%を越えるNiを主成分とするNi基耐熱超合金からなる第2の溶接材料を用いて,前記溶接部上を溶接する工程と,を具備する。
(もっと読む)
管路の施工方法及び管体並びに原子力設備
【課題】探傷不可範囲を無くし、確実且つ好適に溶接部の検査を行うことを可能にする管路の施工方法及び管体並びに該管体を備えた原子力設備を提供する。
【解決手段】管体10、11同士を突き合せ溶接で接合して管路Rを形成する管路の施工方法であって、管路Rの使用条件によって決定される溶接部Mの超音波探傷試験の条件に基づいて設定した外面の平滑長さを、接合端10a、11aから軸線O1方向に沿って有する管体10、11を準備する管体準備工程と、準備した管体10、11同士を溶接する管体溶接工程と、超音波探傷試験で溶接部Mを検査する溶接部検査工程とを備える。
(もっと読む)
原子力設備の施工用準備ユニット、原子力設備の施工システム、および原子力設備の施工方法
【課題】短時間で、且つ容易に装置の位置決め精度の高い施工を行なうことができる。
【解決手段】原子力容器の管台の空間内に進入される装置本体30と、装置本体30を空間内部に進入させるための移動装置と、装置本体30に設けられ、空間内の部材面の溶接部を検出する渦電流探傷検査センサ31と、装置本体30に設けられ、管内面にポンチ痕を行うポンチ打刻部32と、渦電流探傷検査センサ31での検出結果に基づいて移動装置およびポンチ打刻部32を制御して、溶接部に対する相対位置にポンチ痕を打刻させる制御部と、を備えた施工用準備ユニット20とを提供する。
(もっと読む)
溶接継手部の応力腐食割れと超音波探傷検査の特性低下の防止工法
【課題】圧力容器ノズルと配管の突き合わせ溶接する場合に、溶接継手部の応力腐食割れとその溶接部に対する超音波探傷検査特性の低下を防止できる工法を提供すること。
【解決手段】圧力容器のノズル2と配管3との突き合わせ面が、両者2,3の材料に溶接馴染みのよい溶接材料で溶接され、溶接されたノズル2と配管3の端部は、開先加工されて肉盛り溶接されることで溶接継手部5が形成され、溶接継手部5の外周面にウェルドオーバーレイ溶接4を実施することで、溶接継手部5の内面を圧縮応力に移行させるように作用させて溶接継手部5の応力腐食割れを抑制し、ウェルドオーバーレイ溶接4を実施する際、溶接継手部5の内周側にあるウォータージェットノズル7からのウォータージェット噴射6による流体振動を溶接部位に与えることでウェルドオーバーレイ溶接部並びに溶接継手部における組織の肥大化を回避して超音波探傷検査の特性低下を防止すること。
(もっと読む)
制御棒駆動装置ハウジングの溶接治具および溶接装置
【課題】シールドガスを適宜導入し、かつ容易に制御棒駆動装置ハウジングの溶接を行うこと。
【解決手段】円筒状に形成された制御棒駆動装置ハウジングにて円周状に設けられるキャノピーシール166を円周に沿って溶接するための制御棒駆動装置ハウジングの溶接治具1であって、キャノピーシール166の円周に沿って円環状に形成され、内周面をキャノピーシール166の開先部に向けて配置される治具本体2と、治具本体2の円環状の外側に導入口3aを有するとともに治具本体2の内周面側に排出口を有して治具本体2の内部を貫通するガス導入部3と、治具本体2の一部が切り欠かれて形成され当該治具本体2の円環状の外側と内側とを開通する溶接トーチ配置部4と、治具本体2に設けられ制御棒駆動装置ハウジングに接触することで治具本体2の内周面がキャノピーシール166の開先部に対向した位置となるように治具本体2を保持するガイド部5とを備える。
(もっと読む)
核燃料保管ラック用ステンレス鋼角管およびその製造法並びにラック
【課題】高B含有オーステナイト系ステンレス鋼を用いた核燃料保管ラック用角管において、健全な溶接接合部分を有する信頼性の高いものを提供する。
【解決手段】質量%で、C:0.050%以下、Si:1.00%以下、Mn:1.50%以下、Cr:16.00〜25.00%、Ni:7.00〜15.00%、B:0.75〜1.50%、Mo:0.01〜1.00%、N:0.050%以下、残部実質的にFeであり、M値=551−462(C+N)−9.2Si−8.1Mn−29Ni−13.7(Cr+5.05B)−18.5Moが60.0以下である鋼板を使用して、溶接ビード最大幅が8.0mm以下である丸管を作り、これを成形して溶接部が平坦面にある角管を得る。
(もっと読む)
溶接方法
【課題】簡便な方法で、SCCの発生や進展を抑制するとともに、溶接割れを抑制することができる溶接方法を提供する。
【解決手段】ニッケル基合金からなる溶接棒2及び溶接トーチ5を用いて鋼材1をアーク溶接する際に、溶接棒2を高速で回転させながらアーク6により溶融した溶融池3へ送り込む。これより、形成される溶着金属4は、凝固する直前まで溶接棒2の回転により攪拌されるため、結晶組織の方向が一方向に偏らず、ランダム性を持った凝固組織となる。
(もっと読む)
金属部品の溶接方法および原子力プラント用溶接金属部品
【課題】適正なビードを形成し、耐食性および耐溶接割れ性に優れた接合部を形成することができる金属部品の溶接方法、およびこの金属部品の溶接方法により溶接された原子力プラント用溶接金属部品を提供する。
【解決手段】金属部品の溶接方法は、開先加工させた端部を有する2つの金属部品20、21の当該端部どうしを対向配置し、600系Ni合金または金属部品20、21を構成する材料からなる溶加材を用いてTIG溶接する接合工程S10と、接合された金属部品20、21の表面よりも外側に突出した接合部のビードを切削する表面処理工程S11と、690系Ni合金からなる溶加材を用いてTIG溶接により、接合部30の表面30a、30bおよび接合部近傍の金属部品20、21の表面20b、20c、21b、21cにビード40を形成して、これらの両表面をビード40で覆う被覆工程S12とを具備する。
(もっと読む)
耐磨耗弁座
【課題】弁座における共晶炭化物等の化合物相の連続的腐食を抑制し、弁座の耐食性・耐衝撃性・耐エロージョン性を向上させた弁を提供する。
【解決手段】弁座表面垂直方向への荷重負荷により圧着された状態で回転するツールを弁座面上で移動させて摩擦撹拌処理を行い、弁座表層部の溶着金属組織を等軸晶化することにより、デンドライト2の間隙に晶出する共晶炭化物等の化合物相5を100μm程度以下の粒状または塊状に分散させる。
(もっと読む)
プラント構成部材の溶接方法及びその溶接接合構造
【課題】応力腐食割れで発生したき裂の進展を抑制することができるプラント構成部材の溶接方法を提供する。
【解決手段】配管1の端面に肉盛り層3を形成した後、この肉盛り層3に開先を形成する。2本の配管1の肉盛り層3を突合せた後、これらの肉盛り層3を溶接にて接合する。突合せた肉盛り層3の溶接は配管1の内面から開始され、配管1の外面に向って多層の溶接パスによって溶接される。多層の溶接パスが配管1の外面まで達したとき、配管1の溶接が終了する。肉盛り層3において下層の溶接パスと上層の溶接パスの境界に沿って下層の溶接パスの肉盛り部に形成された微細化したδフェライト相が、境界に沿って200μm〜1000μmの幅を有して形成されている。
(もっと読む)
構造材の表面改質装置及びその方法
【課題】簡便で小型の溶接改質装置により、短期間で溶接金属の耐食性を改善することができる構造材の表面改質装置及びその方法を提供する。
【解決手段】溶接トーチ部2と表面改質トーチ部3とを有する構造材の表面改質装置1において、前記溶接トーチ部2と表面改質トーチ部3を移動可能な連結部材17により連結するとともに、前記表面改質トーチ部3は、前記溶接トーチ部2で形成された溶接金属22の表面にチタン含有溶液を噴射しアナターゼ型酸化チタン層からなる表面改質層21を形成する。
(もっと読む)
高耐食性材料の溶接方法
【課題】オーステナイト系ステンレス鋼やニッケル基合金などの高耐食性材料に対し、高効率、高信頼性を有し、かつ溶融部近傍の粒径粗大化や偏析などの変質を抑制できる接合方法を提供する。
【解決手段】V形状の開先12を有し、高耐食性材料を用いた被溶接板材の母材10の内部から表面まで第一の溶接としてTIG溶接を施して溶融金属14を形成した後、溶接金属14の上に第二の溶接としてレーザ溶接を施す。
(もっと読む)
炉内機器の予防保全方法及びその装置
【課題】原子炉圧力容器の炉内計装筒溶接部の検査を事前に実施して、ひびの有無により肉盛溶接の条件を変えることにより、施工後の信頼性に優れた予防保全工法を提供する。
【解決手段】施工対象部位を事前に検査して、ひびの有無により万一ひびが発見された場合は、肉盛溶接の厚さを肉盛溶接側へのき裂進展評価量により適正な厚さとし、また、ひびが無い場合は肉盛溶接の厚さを表面改質を考慮した最小厚さ以上の厚さとすることにより、施工時間の短縮が図れ、かつ肉盛溶接による溶接変形量も抑えた信頼性の高い予防保全工法が可能となる。
(もっと読む)
異材継手構造及びその製造方法
【課題】低合金鋼製配管の外面側におけるボンドマルテンサイトによる表面割れの発生を防止する。
【解決手段】低合金鋼製配管2の先端部に設けられ、ニッケル基合金からなる肉盛溶接部7と、肉盛溶接部7と低合金鋼製配管2の先端部との境界部外面を覆うように設けられ、ニッケル基合金からなる境界溶接部8と、肉盛溶接部7とステンレス鋼製配管3の端部との間に設けられ、ニッケル基合金からなる溶接接合部9とを備え、肉盛溶接部7及び溶接接合部9をなすニッケル基合金は、境界溶接部8をなすニッケル基合金よりも、クロム含有量が高く且つニッケル含有量が低く構成されて応力腐食割れの感受性が低いものであり、境界溶接部8をなすニッケル基合金は、肉盛溶接部7及び溶接接合部9をなすニッケル基合金よりも、ニッケル含有量が高く且つクロム含有量が低く構成されてボンドマルテンサイト状組織の生成の感受性が低いものである
(もっと読む)
異材継手構造及び異材継手の製造方法
【課題】比較的低コストで、異材継手の溶接部における燐及び硫黄に起因する割れを防止する。
【解決手段】ニッケル基合金製部材2とステンレス鋼製部材3とを接合する異材継手構造1において、ステンレス鋼製部材3の端部に肉盛溶接により設けられ、ステンレス鋼製部材3の材料よりも燐含有量及び硫黄含有量が低いステンレス鋼からなる溶接肉盛部4と、溶接肉盛部4とニッケル基合金製部材2の端部とを繋ぐニッケル基合金からなる溶接部5とを備える。
(もっと読む)
高Cr含有Ni基合金溶接材料及びこれを用いた溶接方法
【課題】従来に比べて引張強度を向上させた高Cr含有Ni基合金溶接材料及びこれを用いた溶接方法を提供する。
【解決手段】高Cr含有Ni基合金溶接材料であって、質量%で、C:0.04%以下、Si:0.50%以下、Mn:1.00%以下、Cr:28.0%〜31.5%、Mo:0.50%以下、Fe:7.0%〜11.0%、Cu:0.30%以下、Nb+Ta:0.10%以下、Al:0.5%〜3.0%、Ti:0.5%〜3.0%を含有し、さらに不可避的不純物として、P:0.020%以下、S:0.015以下を含み、残部がNiからなる組成を有する。
(もっと読む)
オーステナイト系ステンレス鋼からなる溶接材料およびそれを用いた応力腐食割れ予防保全方法ならびに粒界腐食予防保全方法
【課題】原子力発電プラントなどにおける装置類、配管などのオーステナイト系ステンレス鋼の溶接接合部における応力腐食割れなどの発生や進展を防止できる溶接材料およびこの溶接材料を用いた予防保全方法を提供すること。
【解決手段】C:0.01wt%以下、Si:0.5wt%以下、Mn:0.5wt%以下、P:0.005wt%以下、S:0.005wt%以下、Ni:15.0〜40.0wt%、Cr:20.0〜30.0wt%、N:0.01wt%以下、O:0.01wt%以下を含有するオーステナイト系ステンレス鋼からなる溶接材料1である。特に、Bの含有率が3wtppm以下であることが特徴である。
(もっと読む)
溶接部の補強方法
【課題】オーステナイト系ステンレス鋼の溶接部におけるSCCの発生を防止する接合部の補強方法を提供する。
【解決手段】オーステナイト系ステンレス鋼から形成される構造体1を互いに溶接する溶接部2の補強方法であって、構造体1に機械加工を施す機械加工工程と、上記機械加工工程により生成された機械加工層10をレーザー光の照射により溶融させて、上記機械加工層10にフェライトを生成するフェライト生成工程とを有するという構成を採用する。
(もっと読む)
I型継手の溶接方法及びそのI型溶接継手並びにそれを用いた溶接構造物
【課題】
溶接欠陥のない品質良好な深い溶け込み形状の溶接金属部を備えたI型溶接継手、及びその溶接方法を提供する。
【解決手段】
ステンレス鋼又は低炭素鋼からなり、同じ板厚同士の部材の側面を突合せたI型継手部を、不活性ガスのシールドガスを噴出させるシールドガス供給手段を用いながら、非消耗電極方式の第1のアーク溶接により、フラックス剤が充填されているフラックス入りワイヤをアーク溶接部分に送給し、表裏両側から溶接する溶接方法において、溶接継手部の表側もしくは外側より、板厚Tの裏面まで溶かすことなく、板厚Tの1/2以上4/5以下の深さまで溶融させた溶け込み形状の第1の溶接金属部を形成し、その後にI型継手部の裏側又は内側から板厚Tの1/2以上4/5以下の深さまで溶融させる第2のアーク溶接を遂行し、第1の溶接金属部の先端部と融合し合った溶け込み形状の第2の溶接金属部を形成することを特徴とする。
(もっと読む)
1 - 20 / 27
[ Back to top ]