
Fターム[4E081YX01]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | 施工方法 (302)
Fターム[4E081YX01]の下位に属するFターム
突合せ溶接 (124)
すみ肉溶接 (71)
シール溶接 (8)
ビード、肉盛り、バタリング (65)
Fターム[4E081YX01]に分類される特許
21 - 34 / 34
溶接箱型断面柱
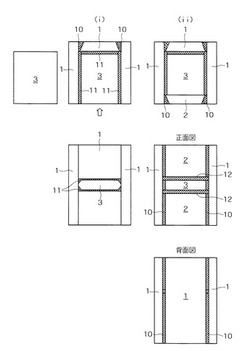
【課題】箱型断面部材の内部にダイアフラムを溶接で内蔵させる際に、ガスシールドアーク溶接やサブマージアーク溶接などの溶接入熱の小さい溶接法を用いることができ、鋼材の材質劣化を低減することができる溶接箱型断面柱を提供する。
【解決手段】4枚のスキンプレートからなる溶接箱型断面柱の少なくとも1面において、ダイアフラム3の端面と、上下に分割された2以上のスキンプレート2の外面とにより、柱外面を構成し、柱部材の外側からのアーク溶接12によりダイアフラム3をスキンプレート2に溶接し、溶接入熱の小さい、内側からのアーク溶接11と外側からのアーク溶接12により、ダイアフラム3の全辺をスキンプレートに溶接できるようにする。
(もっと読む)
耐脆性き裂伝播特性に優れたスティフナおよび溶接構造体

【課題】鋼板を突合せ溶接してなる垂直部材を水平部材にT型溶接してなる溶接構造体において、過剰設計とすることなく、垂直部材の溶接部に発生した脆性き裂の進展を確実に停止しうるスティフナを提供する。
【解決手段】前記垂直部材1の突合せ溶接部4の、T型溶接をしていない方の端部に発生した脆性き裂が、該突合せ溶接部4を伝播し、スティフナ3を通過して水平部材2に到達したときの、その位置における有効応力拡大係数Keffの値が、水平部材2の材料固有の脆性き裂伝播停止応力拡大係数Kcaの値以下になるように、下記式を用いて、スティフナ3の板厚t(mm)と、スティフナ3の水平部材2からの距離a(mm)とを調整する。
式 Keff(N/mm1.5)=980.665[(9.10×10−4×t−1.15)a+563]
(もっと読む)
組電池及びその溶接方法
【課題】
良好な溶接品質及び引張強度の高い溶接部を得ると共に、電池極間の接続抵抗を小さく、電池充放電時の通電ロスが減少でき、電池寿命向上に有効な組電池及びその溶接方法を提供する。
【解決手段】
複数個の単電池を電気絶縁性の収納ケースに一列又は複数列に収納後に、各単電池の極間を各接続金属板によって連結する組電池において、材質が銅製の前記接続金属板3を各単電池2の正極部6と他の単電池2の負極部7との両面に配置して重ね継手を各々形成し、正極部6の上側にある片方の前記接続金属板3の特定位置、及び前記負極部7の上側にある他方の前記接続金属板3の特定位置にアークスポット溶接を施工して各々形成した溶接部5を備えている。前記溶接部5の溶け込み深さhは、前記接続金属板3の板厚T1より大きく、前記正極部6又は負極部7の板厚T2を加えた値より小さく、T1<h≦(T1+T2×4/5)の範囲に形成されている。
(もっと読む)
肉盛溶接方法及び該方法によって形成した肉盛溶接部
【課題】基材の表面に耐摩耗性、耐腐食性、及び耐熱衝撃性に優れた肉盛溶接部を形成する肉盛溶接方法及び該方法によって形成した肉盛溶接部を提供する。
【解決手段】厚さ1.5mm以上の基材11表面に、ニッケル基合金はステンレス合金を肉盛溶接して、耐摩耗性、耐腐食性、及び耐熱衝撃性に優れた肉盛溶接部を形成する肉盛溶接方法において、MIG溶接又はMAG溶接を行う溶接機27を使用し、ウィービングの振幅を7mm以上で20mm以下、ウィービングの振動数を7回/秒以下、溶接速度を2mm/秒以上で17mm/秒以下にして、肉盛溶接部の基材11からの希釈率を10質量%以下にする。ここで、溶接機による溶接の入熱量は400Joule/mm以上で1100Joule/mm以下にするのがよい。
(もっと読む)
タービンブレードのシュラウド修復方法
【課題】シュラウド付きタービンブレードのノッチ隅肉部にできる深さが約0.03インチ(約0.8ミリメートル)を超えるクラックを修復する方法を得る。
【解決手段】タービンブレードのシュラウドの損傷したノッチ隅肉半径部をブレンドアウトし、損傷したノッチ隅肉半径部の近傍に位置する硬質面構造体を除去する。硬質面ナゲット30は硬質面構造体とほぼ同一の形状を持ち、その高さ方向の寸法は少なくともDcであり、幅方向の寸法は少なくともDdである。硬質面ナゲット30は、新しい縁16aと補修溶接部26の成形された縁部28とにおいて、シュラウド12に溶接される。硬質面ナゲット30をシュラウド12に溶接することにより、新しい硬質面ナゲットの縁16cの残りの部分が少なくとも元来の縁16の位置まで延びる。
(もっと読む)
高強度鋼材付き鋼材及びその製作方法並びに連結構造
【課題】現場溶接が不可能な高強度鋼材を鋼管その他の母材に用いた場合に、母材同士の現場での接合を可能にする。
【解決手段】係止部2aを有する高強度鋼材2と、係止部2aが高強度鋼材2への引張力の作用方向に係止し得る被係止部3aを有する鋼材3を、係止部2aを被係止部3aに引張力の作用方向に係止させた状態で組み合わせ、高強度鋼材付き鋼材1を構成する。
2本の高強度鋼材付き鋼材1、1の両鋼材1、1を、双方の鋼材3、3を互いに対向させた状態で溶接することにより、高強度鋼材2、2を接合する。
(もっと読む)
車両構体
【課題】構体質量の増加を極力抑えながら、構体の曲げ剛性を向上することによって、鉄道車両の良好な乗心地性能を提供する。
【解決手段】屋根構体1、側構体2、台枠3、妻構体4から成る鉄道車両構体10の長手方向中央部の屋根構体1の車内側に強度板7を貼り付けする。強度板7の鉄道車両構体10の長手方向の貼り付け範囲は2つの枕梁6の間であり、屋根構体1の左右方向の貼付範囲は屋根構体1の左右方向の長さの半分程度である。強度板7の板厚は、屋根構体1の上下方向の高さが高くなるに従って厚くなっている。かかる構造においては、多大な変形が生じる鉄道車両構体10の長手方向中央部の屋根構体1の変形を抑えられるので、鉄道車両構体10の曲げ剛性を効率的に向上できる。すなわち、鉄道車両の上下方向の曲げ振動を抑制できるので、良好な乗心地性能を提供できる。
(もっと読む)
等速自在継手の外側継手部材製造方法
【課題】カップ部品のフランジ部材の取付部の旋削量を削減することができ、カップ部品とフランジ部材との接合強度の向上を図ることが可能な等速自在継手の外側継手部材製造方法を提供する。
【解決手段】大径部3と小径部4とが交互に配設された筒状の本体部13と、本体部13の一方の開口部を塞ぐ底部12とを有するカップ部品1と、カップ部品1の底部12に外嵌されるフランジ部材2とを備えた等速自在継手の外側継手部材の製造方法である。底部12の大径部対応外径面を切欠いて、外径がカップ部品1の大径部3の内径よりも大きくかつ大径部3の外径よりも小さい嵌合部8を形成し、フランジ部材2の内径面を嵌合させる。カップ部品8の外径面15とフランジ部材2の内径面16を接合必要範囲Wとし、接合必要範囲以外を接合不可範囲Xとする。接合不可範囲Xにおける溶接熱源を接合必要範囲よりも径方向にずらせる。
(もっと読む)
燃焼チャンバを製造する方法
【課題】突合せ溶接組立品の技法を使用することによって、環状舌部の数を縮小する。
【解決手段】燃焼チャンバ要素の溶接組立品。燃焼チャンバの2つの部分組立品20、30が突合せ溶接によって製造され、第1部分組立品20は、そこに溶接される、第2部分組立品30への最終的な溶接を実施するのに適した中間連結環14を有する。
(もっと読む)
溶接組立てBOX柱
【課題】耐震性を要求される建築構造物用柱部材として好適な内ダイヤフラム形式の溶接組立てBOX柱を提供する。
【解決手段】BOX柱1の外周面のうち梁が取り付けられる面または該面に対向する面の少なくとも一面は、ダイヤフラム3を挟むようにスキンプレートが分割21,22,23され、前記ダイヤフラムと前記スキンプレートは当接する個所が溶接され、分割されたスキンプレート間に挟まれるダイヤフラムの外辺31が、前記スキンプレートの外表面と同一高さで、ダイヤフラムの外辺に、BOX柱の角溶接用開先bが設けられ、スキンプレートが引張強さ540N/mm2以上の鋼板で、ダイヤフラムは前記スキンプレートと同等以上の引張強さで、ダイヤフラムとスキンプレートを入熱150kJ/cm以下で溶接する。
(もっと読む)
蒸気タービン用の溶接されたノズル組立体
【課題】蒸気流路を改良するための溶接されたノズル組立体およびそのノズルの組立て方法を提供すること。
【解決手段】ブレードまたはエーロフォイル(42)を内側壁と外側壁(44、46)の間に有する蒸気タービンノズルシングレット(40)が提供される。側壁は、リング内の相補的凹部で受けられ、軸方向に短い低入熱の溶接、例えばeビ−ム溶接を可能にする段またはフランジ(56、58)を含む。これらの相補形の段および凹部は、シングレットをリング間で機械的にインターロックし、溶接部に不具合が生じた場合にシングレットが変位するのを防ぐ。低入熱溶接はノズル流路のゆがみを最小限に抑えまたは解消する。シングレット上の追加の機構が、フライス盤で異なるサイズのシングレットを形成するための基準を与える。
(もっと読む)
溶接部の系統的冷間加工
【課題】 部品の寸法を当初のままに維持しつつ部品を溶接する方法を提供する。
【解決手段】 部品(10)を溶接する方法は、部品の関心特徴形状の付近に位置する溶接領域(120)を選択する工程と;第1の溶接部(126、158)の凝固により、所望の位置から特徴形状の偏移が起こるように、溶接領域(120)の一部に溶接部(22)を塗布する工程と;材料が第1の溶接部(126、158)から外側へ押し出される程度まで、第1の溶接部(126、158)に塑性変形を与えるように、第1の溶接部(126、158)を冷間加工する工程とを含む。特徴形状の偏移は、少なくとも部分的に反転される。方法は、欠陥に一連の互いに離間する仮付け溶接部(126)を塗布し、冷間加工する工程と、次に、仮付け溶接部(126)の間に一連の溶接部を塗布し、冷間加工する工程とを含んでもよい。
(もっと読む)
中性子照射材の溶接方法
【課題】溶加材と中性子照射材とが溶融してなる溶接金属内に生じるポロシティの数量を減少させると共に、その大きさを縮小させる中性子照射材の溶接方法を提供することにある。
【解決手段】溶加材(図示せず)を添加しながら中性子照射材1を溶接し、前記溶加材と中性子照射材1とが溶融してなる溶接金属2を、前記溶加材を添加せずに再溶融溶接したことにより、溶接金属2内のポロシティ3aを大気中に浮上させて、再溶融した溶接金属4内のポロシティ3bの数量を減少させると共に、その大きさを縮小させた。
(もっと読む)
鋼製セグメント及び鋼製セグメントの製造方法
【課題】欠損部を具備することなく縦梁の機能を奏する補強手段を有する鋼製セグメント、およびその製造方法を提供することを目的とする。
【解決手段】鋼製セグメント100は、主桁1a、1bと、継手板2a、2bと、スキンプレート4と、縦梁部材5とを有する。縦梁部材5は、主桁1aと主桁1bとを連結する縦部材52a、52bと、縦部材52a、52bを連結する横部材51a、51bと、横部材51a、51bを連結して縦部材52a、52bの外周側の端部に設置される外周部材54とから構成される。その製造方法は、スキンプレート4が設置された状態で、縦部材52a、52bと横部材51a、51bとをそれぞれ設置する工程と、前記枠に相当する範囲のスキンプレート4を撤去する工程と、該撤去工程の後、該撤去範囲を経由して外周部材54を設置する工程とを有する。
(もっと読む)
21 - 34 / 34
[ Back to top ]