
Fターム[4E081YX01]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | 施工方法 (302)
Fターム[4E081YX01]の下位に属するFターム
突合せ溶接 (124)
すみ肉溶接 (71)
シール溶接 (8)
ビード、肉盛り、バタリング (65)
Fターム[4E081YX01]に分類される特許
1 - 20 / 34
フレーム構造体の溶接構造
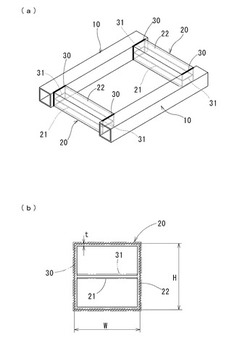
【課題】本発明は、十分な接合強度を確保しつつ、溶接によるフレーム材の変形を抑制することができるフレーム構造体の溶接構造を提供することを目的とする。
【解決手段】一方のフレーム材10の側面に、筒状の他方のフレーム材20の端面を突き当てた状態で、その突き当て部を溶接したフレーム構造体の溶接構造であって、他方のフレーム材20の端面における溶接部30の長さに対する非溶接部31の長さの比率を10〜40%とした。
(もっと読む)
アーク溶接方法及びアーク溶接装置

【課題】各第一端子と各第二端子との溶接品質を安定させることが可能なアーク溶接方法及びアーク溶接装置を提供する。
【解決手段】アーク溶接方法は、各第一端子1と各第二端子2との対向方向に対して傾斜した斜面にて構成される複数のクランプ部16を有するクランプ手段11を用い、各クランプ部16を各第二端子2に前記対向方向外側から対向させた状態で、クランプ手段11を前記対向方向内側へ移動させることによって、各第二端子2を各クランプ部16に当接させて、各クランプ部16により各第二端子2の前記並列方向の位置決めを、各第二端子2と、各第一端子1との前記並列方向の位置が合うように行うと共に、各クランプ部16により、各第二端子2を前記対向方向内側へ押圧して、各第一端子1に接触させる工程を有する。
(もっと読む)
溶接方法及び溶接装置
【課題】本発明は、溶接の終始端部ができるだけ少なくなるよう、少ない分割数で管台を原子炉容器の傾斜面に取り付ける溶接方法を提供することを目的とする。
【解決手段】水平方向に対して傾斜した傾斜面6を備えた容器の該傾斜面6に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材3と、の接合部を溶接する溶接方法であって、先端が一方向に傾斜し、且つ、先端の突先部5が周上にある電極4を備える溶接トーチ2を、突先部5を含む母線が傾斜面側に向くよう鉛直配置し、突先部5を含む母線が傾斜面側に向いた状態を維持しながら、管状部材3の円周に沿って傾斜上側から傾斜下側に向けて溶接ビードを形成する溶接方法。
(もっと読む)
アーク溶接装置及びアーク溶接方法
【課題】一組の隣接する被溶接端子の間隔が、他の隣接する被溶接端子の間隔よりも大きい場合でも、被溶接端子の溶け過ぎを防止することが可能となる、アーク溶接装置及びアーク溶接方法を提案する。
【解決手段】本発明に係るアーク溶接装置10は、複数のリード端子32・32・・・が突出して直線状に並んだ電子部品31・31・・・に対して、リード端子32・32・・・のアーク溶接を順に行うものであって、一組の隣接するリード端子32・32の間隔が、他の隣接するリード端子32・32の間隔よりも大きい場合に、電子部品31・31・・・で互いに隣接するリード端子32・32・・・の間にダミー端子42・42・・・を配置することにより、ダミー端子42・42・・・とリード端子32・32・・・との間隔D3と、他の隣接するリード端子32・32・・・の間隔D1と、を均一にする。
(もっと読む)
車両用部品の構造
【課題】軽量化を図ると共に、あらゆる方向からの捩り力、引張り力、曲げ力あるいは圧縮力に対しても、接合強度が高く、高剛性で、製造的にもコスト的にも有利な、車両用部品の構造を提供する。
【解決手段】アルミダイキャスト製のトレーリングアーム1と鋼板製のトーションビーム2相互間に鋼板製の中間部材11を設け、中間部材11の一端部をトーションビーム2と溶接接合し、他端部11aをトレーリングアーム1のダイキャスト成形時に一体的に鋳包むように構成した車両用部品であり、中間部材11は、一端部が筒状をしたトーションビーム2の端部と内接若しくは外接するように成形され、鋳包み部12が、中間部材11の軸線と並行に伸延する直状管部11dと、直状管部11dの少なくとも端部11bに形成された段付き部11eと、を有するように形成したことを特徴とする。
(もっと読む)
継手強度に優れたアークスポット溶接継手およびその製造方法
【課題】高い十字引張強さおよびせん断引張強さの両方を確保することができ、継手強度に優れたアークスポット溶接継手およびその製造方法を提供する。
【解決手段】鋼板成分中の炭素量が0.07質量%以上とされた高張力鋼板1が2枚重ね合わせられ、アークスポット溶接によって平面視略円形状の溶接ビード3が形成されてなり、第2鋼板1Bの裏面1d側まで溶融して形成され、且つ、第1鋼板Aおよび第2鋼板Bの各表面から突出するように形成された溶接ビード3の、第1鋼板1Aの表面1aにおけるビード径をW1(mm)、第2鋼板1Bの裏面1dにおけるビード径をW2(mm)、高張力鋼板1(1A、1B)の板厚をt(mm)とした際、ビード径W1、W2および板厚tの各々の関係を適正範囲に規定し、さらに、母材硬度Hv(BM)と溶接ビードの溶接金属硬度Hv(WM)との関係を適正範囲に規定する。
(もっと読む)
異材継手ならびに異材継手を用いた構造物およびその製造方法
【課題】従来と比較して長尺化可能な異材継手ならびにこの異材継手を用いた構造物およびその製造方法を提供する。
【解決手段】複数個の継手セグメント44を、長尺方向に連設して異材継手50を形成する。継手セグメント44は、第1部材51、中間部材55および第2部材54が爆発圧接により接合されて一体化されたものである。継手セグメント44の他のセグメント44と接合される接合端面には、第1部材51の端面と第2部材54の端面とを積層方向へ空間的に隔てる溝62(凹部)が設けられている。異材継手50の隣り合う継手セグメント44,44は、第1部材51の端面同士が溶接により接合され、第2部材54の端面同士が溶接により接合されている。
(もっと読む)
ステータ製造方法
【課題】径方向に並ぶ複数の接合部位のそれぞれに対し、接合する先端部同士を一対の電極で挟持してTIG溶接する場合でも、接合部位をより確実に溶接して接合することができるステータの製造方法を提供する。
【解決手段】ステータ製造方法は、捻り工程では、直線部A1,A2のスロット内導線Sを捻って先端部Mが成形されていること、及び溶接するときの先端部Mの配置位置として、反時計回り方向に捻られた先端部Mと時計回り方向に捻られた先端部とが、円周方向に、間隙tを介して隣り合う位置に捻り成形されていること、溶接工程では、溶接電源から給電可能な一対のアース電極50a,50bにより、反時計回り方向に捻られた先端部Mと、時計回り方向に捻られた先端部Mとを、互いに近接する向きに挟持し、間隙tが小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接する。
(もっと読む)
部材接合方法
【課題】コストを掛けずに現地での防錆作業を容易とする部材接合方法を提供する。
【解決手段】予め仮止めボルトが溶接された第1の構造部材と、予め仮止め孔が形成された第2の構造部材とを、前記仮止めボルトが前記仮止め孔に貫通し且つ両部材の表面が接するように配置する第1の工程と、前記仮止めボルトのナット締めによる仮止め後、前記第1の構造部材と前記第2の構造部材との本溶接を行う第2の工程と、前記ナットを外した後、前記仮止め孔から突出している前記仮止めボルトの先端部を切断する第3の工程と、前記仮止め孔と前記仮止めボルトとの隙間を埋める第4の工程と、を有する部材接合方法。
(もっと読む)
管台接合方法、蒸気発生器の製造方法、管台用部材及び蒸気発生器
【課題】管台用部材が容易に基材に対して位置決め可能であって溶接後にあっても管台用部材と基材とを高精度に接合できる管台接合方法、蒸気発生器の製造方法、管台用部材及び蒸気発生器を提供すること。
【解決手段】管台となる管台用部材は基材に固定可能な固定部を有する。また、固定部により基材に管台用部材を仮固定する仮固定工程と、仮固定された管台用部材と基材との隙間の少なくとも一部を溶接により接合させる接合工程と、溶接後の管台用部材から基材にかけて開口する開口工程と、を有する管台接合方法とする。この本発明は、予熱を加えずに簡単に位置決めすることができるので、管台用部材と基材とを高精度に接合できる。
(もっと読む)
容器の溶接方法及び冷凍サイクル装置
【課題】気密性を確保した溶接が可能で、溶接後にスパッタの除去が不要であり、しかも溶接部に歪が発生することも抑制する。
【解決手段】
容器はCMT(Cold Metal Transfer)溶接を用いた溶接により製作される。まず、溶接すべき接合部とは異なる位置となる溶接開始点7aから溶接すべき接合部に向かってCMT溶接を開始することで捨て溶接を実施し、溶接すべき接合部に到達後、連続して溶接すべき接合部である溶接経路6をCMT溶接で本溶接を実施する。この本溶接の開始点に到達すると該本溶接の開始点付近を更に連続して重複溶接(重複溶接部9)を実施し、その後溶接すべき接合部とは異なる位置まで捨て溶接を実施して溶接終了点8aとする。
(もっと読む)
車両パネル構造体及びその製造方法
【課題】外板に現れる溶接歪みを抑えることにより、鉄道車両の美観を向上させることができる車両パネル構造体及びその製造方法を提供すること。
【解決手段】鉄道車両の外壁となる外板20と、外板20の内側面に当接して配置された骨部材30と、を備え、予め設定された溶接ラインAx上に形成した溶接部によって外板20と骨部材30とを接合してなる車両パネル構造体10であって、溶接ラインAx上には、外板20と骨部材30とが当接する当接領域Tと、外板20と骨部材30とが当接しない非当接領域Sとが存在し、溶接部は、当接領域Tにおいて骨部材30から外板20に達するように形成された本溶接部W1と、非当接領域Sにおいて外板20にのみ形成された溶融凝固部Z1と、を有していることを特徴とする。
(もっと読む)
鉄道車両構体及びその製造方法
【課題】補強部材の設計上の自由度を確保しつつ外板への溶接接合が容易であって、外板の適切な位置に補強部材を取り付け可能であり、外板表面に対する溶接接合による影響を抑制することが可能な鉄道車両構体を提供すること。
【解決手段】この鉄道車両構体を構成する側構体ブロックSBaは補強部材20を有し、補強部材20は、外板8に当接されるシート部材201と、シート部材201に当接しながら外板8と交わる方向に延出する第二補強部品202とを有しており、シート部材201は、外板8の裏面に当接されると共に溶接接合されており、シート部材201に溶接接合されるコマ部材203と第二補強部品202とがアーク溶接にて溶接接合されている。
(もっと読む)
リチウムイオン電池用負極の製造方法及びリチウムイオン電池
【課題】合金系活物質を含有する薄膜状負極活物質層を備えるリチウムイオン電池用負極において、負極集電体と負極リードとを合金層により導通性良く接合するとともに、合金層の寸法および形状を調整する。
【解決手段】合金系活物質を含有する薄膜状負極活物質層11を備える負極板1と、負極リード13とを準備する第1工程、溶接治具14の第1板17と第2板18との間に、薄膜状負極活物質層11の表面と負極リード13の表面とが重なり、且つ、平坦な溶接端面15が露出するように、負極板1と負極リード13とを挟持する第2工程、並びに負極板1及び負極リード13の溶接領域をアーク溶接する第3工程を備え、溶接治具14が、第1板17及び第2板18の合わせ面17b、18bに第1断熱層17x及び第2断熱層18xを有し、溶接領域を第1断熱層17x及び第2断熱層18xの表面で挟持する。
(もっと読む)
油圧ショベルのアタッチメント
【課題】深い開先を取らずに、外側からの溶接のみで溶接部の未溶着をなくし、溶接部の強度を高くし、疲労強度を高くする。
【解決手段】油圧ショベル10のアタッチメント1を構成するブーム40のブーム本体41は、上板45、下板46、側板47、および、側板48をハイブリッド溶接により溶接したものである。このハイブリッド溶接はアーク溶接およびレーザ溶接のいずれか一方のみなされた場合に比べ、溶け込みを深くし得る。よって、アタッチメント1の外側からの溶接のみで、溶接部41wの未溶着をなくし得る。よって、この未溶着をなくした場合は、この未溶着がある場合に比べ、溶接部41wの強度を高くできる。したがって、この未溶着がある場合に比べ、アタッチメント1の疲労強度を高くし得る。
(もっと読む)
アーク溶接方法
【課題】溶融亜鉛めっきを施す鋼製の構造物において、めっき施工時のめっき割れを防止し、構造物を高品質に製作できるアーク溶接方法を提供する。
【解決手段】このアーク溶接方法は、溶融亜鉛めっきに先立ってアーク溶接により組立てる際のアーク溶接方法であって、溶融亜鉛めっきの施工時にめっき割れの発生しやすい箇所近傍を除いた部分を溶接する本溶接工程(溶接パスA)と、前記めっき割れの発生しやすい箇所近傍を溶接する回し溶接工程(溶接パスB)とを含み、両工程の間で一旦溶接を中断する。
(もっと読む)
アーク溶接方法
【課題】溶融亜鉛めっきを施す鋼製の構造物において、めっき施工時のめっき割れを防止し、構造物を高品質に製作できるアーク溶接方法を提供する。
【解決手段】溶融亜鉛めっきに先立って構造物30を溶接により組立てる際に、2層2パス以上の溶接積層を行い、その溶接積層のうち最終層の溶接パスBは、当該最終層前までに実施された溶接Aによって溶融亜鉛めっき割れを防止しようとする側の部材に生じた溶接熱影響部Hをテンパーするように積層する。
(もっと読む)
船舶ソーラー発電・風力発電エネルギー併用の船外機両側面尾部設置急方向転回システム
【課題】新科学技術理論に基づく、安価に製造できるソーラーパネルの開発とエコエネルギー推進船外機を開発し、提供する。
【解決手段】巨大船舶、巨大タンカー、豪華客船用の船体側面両尾部にエコエネルギーを動力とする船外機収納室を設け、不使用中は上昇下降鉄板での下降で収納室を閉ざす。急転回の時はその昇降鉄板を上昇させ、油圧装置でステンレス丸棒に吊り下げられている船外機を船体外にスラストさせて押し出し、尾部スクリューと第二推進動力エコエネルギー動力船外機で前進中を大至急船外機を左右90°方向転換し、二機の船外機のパワーで進行方向急速回転対応とする。
(もっと読む)
金属部品のTIG溶接への活性フラックスの使用
【課題】金属部品の溶接技術に関する改善策を提供すること。
【解決手段】2つの部品がそれらの溶接面に沿ってそれぞれ表面接触し、少なくとも1つの部品がその溶接面に沿った少なくとも1つの極厚ゾーンを有するような2つの金属部品が、溶接位置に互いに接触して配置され、TIG溶接が、金属部品の溶接面(v)上でTIG溶接トーチを用いて実行される、2つの金属部品の溶接方法であって、浸透溶接フラックスは、TIG溶接ステップに先だって金属部品の上記極厚ゾーン上に局所的に塗布される。
(もっと読む)
積層体とその製造方法
【課題】熱交換器をその筐体にて他の機器に溶接固定する新たな手法を提供する。
【解決手段】熱交換器100は、プレートユニット110を筐体130に収納して備える。プレートユニット110は、プレートの積層体であり多列の流路150を層状に有する。筐体130は、左右のサイドプレート131Sと上面プレート131Uと下面プレート131Dの4枚のプレートを接合して形成されている。そして、筐体130は、筐体端部から距離DLだけ離間した収納領域TSにプレートユニット110を取り囲んで収納した上で、筐体端部側の端部接合領域WAにおいて、サイドプレート131Sと上下面プレートとを溶接にて接合固定し、溶接ラインWLAを有する。この端部接合領域WA以外の残余領域NWAでは、上記各プレートはロウ材にて接合固定している。
(もっと読む)
1 - 20 / 34
[ Back to top ]