
Fターム[4E081YX07]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | 溶接方法 (174)
Fターム[4E081YX07]に分類される特許
1 - 20 / 174
排気浄化装置
バックシールド溶接方法およびこれを用いた溶接構造物
クラッド層の形成方法
パネル接合体、パネル接合体の製造方法およびパネル接合体を備えた車両
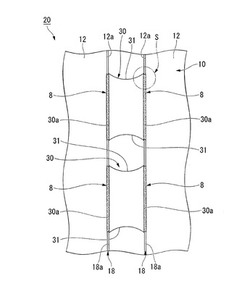
【課題】簡単な構造により接合時の歪に起因する変形を低減できるとともに、変形が生じても簡単に変形を矯正できるパネル接合体、このパネル接合体の製造方法およびこのパネル接合体を備えた車両を提供する。
【解決手段】並んで配置される複数のパネル10の縁部間および縁部12a,12a間に、連結部を有して連結して構成されたパネル接合体20であって、連結部は、複数のパネル10の第二主板12,12のそれぞれが、各パネル10間に配置された連結板部材30のそれぞれ対応する側縁30aと接合されて形成され、連結板部材30は、第二主板12の縁部12aに沿う方向に互いに離間して複数設けられていることを特徴としている。
(もっと読む)
タービンロータ及びタービンロータの製造方法

【課題】複数のロータセグメントからなるタービンロータにおいて、溶接継手部の裏側の処理が容易に実施できるタービンロータ。
【解決手段】複数のロータセグメント4,5,6が軸線D方向に互いに接合してなるタービンロータ1であって、ロータセグメント4,5,6は、軸線を中心とした円筒状をなし、軸線方向の端部が隣り合うロータセグメント同士で互いに溶接される溶接端面13,14とされた外筒部11と、外筒部の内周面から径方向内側に張り出すように形成され、軸線Dを中心とする孔部15を一体形状にて有する円板部12とを有するタービンロータ1。
(もっと読む)
金属部品の修理方法
【課題】高温高圧環境下で使用される鋳鋼製金属部品に生じる損傷を簡易に補修することを可能とする。
【解決手段】金属部品の損傷部位を機械的に除去し、前記損傷部位が除去された部分を、前記金属部品を形成する金属材料と同一の材質である溶接材により充填し、充填した前記溶接材に対して当該溶接材の融点よりも低い融点を有する金属材料である低融点材料を溶着させ、溶着させた前記低融点材料を除去するとともに、前記溶接材によって充填した部分の表面を平滑になるように研磨することを特徴とする金属部品の修理方法である。
(もっと読む)
スチールドア及びスチールドアの製法
【課題】美観に優れ、製造工程での不良発生率も少なく、容易に製造可能なスチールドアを提供する。
【解決手段】上壁・左壁11b・右壁、又は、上壁・左壁11b・右壁・下壁から成る側壁部11と、平板状の表て壁部とを有し横断面コの字状に折曲形成した第1板材1と、裏板部としての平板状の第2板材2と、を具備し、第1板材1の側壁部11の裏面側の端面12と、第2板材2の外面22と、を同一平面状として、相互当接部Sをアルゴン電気溶接にて、固着一体化した。
(もっと読む)
溶接装置
【課題】比較的細径の管内部の溶接を行うことのできる溶接装置を提供すること。
【解決手段】管の内部に挿入される挿入部1と、管の外部に配置されて挿入部1を管の内部に配置する非挿入部2と、挿入部1に設けられ、管の内部に配置された状態で管の内面に溶接を行う溶接トーチ11と、挿入部1に設けられ、溶接トーチ11の先端部11aが向く管の径方向に溶接トーチ11を移動させる溶接トーチ移動機構12と、非挿入部2に設けられ、先端に挿入部1が取り付けられて管に挿入される支持ロッド21を、当該支持ロッド21の軸S1廻りに回転移動させる回転移動機構22と、非挿入部2に設けられ、支持ロッド21を、当該支持ロッド21の軸S1の延在方向に沿って移動させる軸方向移動機構23と、非挿入部2に設けられ、溶接トーチ11に至り溶接ワイヤを供給する溶接ワイヤ供給機構24と、を備える。
(もっと読む)
パネル接合体、パネル接合体の製造方法およびパネル接合体を備えた車両
【課題】簡単な構造により接合時の歪に起因する変形を低減できるとともに、変形が生じても簡単に変形を矯正できるパネル接合体、このパネル接合体の製造方法およびこのパネル接合体を備えた車両を提供する。
【解決手段】複数のパネル10の縁部11a,11a間および縁部12a,12a間に、連結部9を有して連結して構成されたパネル接合体20であって、連結部9は、隣接するパネル10の第一主板11,11同士が接合されるとともに、パネル10の第二主板12,12のそれぞれが、第二主板12,12間に配置された連結板部材30のそれぞれ対応する側縁30a,30aと接合されて形成され、連結部9の縁部11a,11aに沿う断面の曲げ降伏荷重が、パネル10の曲げ降伏荷重よりも小さく設定されていることを特徴としている。
(もっと読む)
アーク溶接方法
【課題】溶融玉の形状を安定させることにより溶接強度を安定させることができるアーク溶接方法を提供すること。
【解決手段】導体20,21と電極12との間でアーク放電を発生させて溶接を行うTIG溶接において、溶接電流を一時的に低減することにより、放電中に導体20,21の端部20a,21aに作用するアーク圧力を放電途中で一時的に低下させて、導体20,21ごとに溶融して独立している溶融金属同士を一体化させる。
(もっと読む)
Ni基耐熱合金用溶接材料ならびにそれを用いてなる溶接金属および溶接継手
【課題】溶接時に優れた耐高温割れ性を有するNi基耐熱合金用溶接材料並びに溶接中の耐高温割れ性、高温で長時間使用中の耐応力緩和割れ性及び良好なクリープ強度を有する溶接金属と溶接継手を提供すること。
【解決手段】(1)C:0.06〜0.18%、Si≦0.5%、Mn≦1.5%、Ni:45〜55%、Cr:25〜35%、W:7.0〜13.0%、Ti:0.2超〜1.5%、Al<0.1%及びN:0.002〜0.20%を含み、残部がFe及び不純物からなり、不純物中のO≦0.02%、P≦0.008%及びS≦0.005%の化学組成を有するNi基耐熱合金用溶接材料。この溶接材料は、Feの一部に代えてNb≦1.0%を含んでもよい。(2)上記のNi基耐熱合金用溶接材料を用いてなる溶接金属。(3)上記溶接金属と高温強度に優れたNi基耐熱合金の母材とからなる溶接継手。
(もっと読む)
フレーム構造体の溶接構造
【課題】本発明は、十分な接合強度を確保しつつ、溶接によるフレーム材の変形を抑制することができるフレーム構造体の溶接構造を提供することを目的とする。
【解決手段】一方のフレーム材10の側面に、筒状の他方のフレーム材20の端面を突き当てた状態で、その突き当て部を溶接したフレーム構造体の溶接構造であって、他方のフレーム材20の端面における溶接部30の長さに対する非溶接部31の長さの比率を10〜40%とした。
(もっと読む)
薄肉部材と取付部材との溶接構造
【課題】薄肉部材に薄肉部材よりも熱容量の大きな取付部材のフランジ部を重ねてアーク溶接しても、溶け落ちを防止できる溶接構造を得る。
【解決手段】薄肉部材1に薄肉部材1よりも熱容量の大きな取付部材2のフランジ部6を重ね合わせてアーク溶接により薄肉部材1とフランジ部6の外縁とを隅肉溶接する。その際、フランジ部6の外縁の厚さを薄肉部材1の肉厚に応じて薄くした。また、フランジ部6の外縁の厚さTを薄肉部材の肉厚tの0.5倍から2.0倍の間とした。更に、フランジ部6の外縁に沿って段部6bを形成してフランジ部6の外縁端側に薄肉部6aを設けフランジ部6の外縁の厚さを薄くした。
(もっと読む)
端子、および、端子を備えたインバータ装置
【課題】端子の寸法を大型化させることなく、溶接時に、固定されている端子の端部に板厚方向の応力が加わるのを抑制する。
【解決手段】一方向に延在し、延在方向の一方端部が板厚方向に存在する他の導電部材に溶接され、延在方向の他方端部が固定された板状の端子は、一方端部に働く板厚方向への応力を、他方端部に向かうに従って板厚方向に向けて変化させる形状である。
(もっと読む)
鋼管杭の溶接方法
【課題】 鋼管杭施工地での鋼管杭の溶接方法として、溶接時間を短縮するとともに溶接欠陥を低減することができる鋼管杭の炭酸ガスシールドアーク溶接方法を提供する
【解決手段】 鋼管杭施工地での鉛直方向に配置された鋼管杭同士を炭酸ガスシールドアーク溶接で溶接する鋼管杭の溶接方法において、開先形状をルートフェイス3mm以下、開先角度25°〜35°、ルートギャップ1mm以下のレ形開先とし、シールドガス流量/ノズル内径を6〜12L/min・mm2、溶接電流を350〜450Aとすることを特徴とする鋼管杭の炭酸ガスシールドアーク溶接方法。
(もっと読む)
疲労特性に優れた重ねすみ肉アーク溶接継手およびその製造方法
【課題】 鋼板の重ね隅肉アーク溶接継手に負荷が作用した際に、溶接開始点の止端部から発生する疲労破壊及び溶接終了点のルート部から発生する疲労破壊の一方または双方を抑制した疲労特性に優れた重ね隅肉アーク溶接継手およびその製造方法を提供すること。
【解決手段】 2枚の鋼板の一部を重ね合わせて、上板鋼板と下板鋼板の隅を溶接して隅肉アーク溶接ビードを形成した重ね隅肉アーク溶接継手において、隅肉アーク溶接ビードの溶接終了点となる上板鋼板側に、上板鋼板と下板鋼板とを点溶接した溶接終了点側上板付加ビードを設け、かつ、前記隅肉アーク溶接ビードの溶接開始点止端部と一部重なり合う溶接開始点側下板付加ビードを下板鋼板に設けたことを特徴とする疲労特性に優れた重ね隅肉アーク溶接継手。
(もっと読む)
タービンロータ及びその製造方法並びに蒸気タービン
【課題】
少なくとも2個に分割されたタービンロータ母材が、突き合せ溶接により形成される溶接部を介して接続されるものであっても、製造時間が短く、かつ、耐食性に優れたタービンロータを得ること。
【解決手段】
本発明のタービンロータは、上記目的を達成するために、少なくとも2個に分割されたタービンロータ母材が、突き合せ溶接により形成される溶接部を介して接続されており、前記溶接部は、少なくとも半径方向内側に位置する溶接部中央部と、該溶接部中央部より半径方向外側に位置し、厚さが4〜20mm、幅が前記溶接部中央部よりも4〜10mm広い溶接部表層部とから形成されていると共に、少なくとも前記溶接部表層部に付随する熱影響部の最大結晶粒度は5以上であり、かつ、前記溶接部の厚さが80mm以上であることを特徴とする。
(もっと読む)
異種金属接合方法
【課題】アルミニウム合金材と鋼材との異種金属接合を、鋼材同士の接合等に最も広く採用されているTIG溶接により行うことができ、しかも、良好なビード外観と必要な継手強度を得ることができる異種金属接合方法を提供する。
【解決手段】タングステン電極5をアルミニウム合金材1側に5°超35°未満傾けた状態で、タングステン電極5の先端部を、アルミニウム合金材1の端縁から0mm以上3.5mm未満アルミニウム合金材1側の範囲の位置で、且つ、アルミニウム合金材1の表面位置から、2.0mm以上4.5mm未満垂直に離れた位置に配置して、アルミニウム合金材1と鋼材2をすみ肉溶接する。
(もっと読む)
異種金属接合方法
【課題】アルミニウム合金材と鋼材の接合を、鋼材同士の接合等に最も広く採用されているTIG溶接により行え、しかも、良好なビード外観と必要な継手強度を得ることができる異種金属接合方法を提供する。
【解決手段】タングステン電極5を、鋼材2側に35°以上60°未満傾けると共に、タングステン電極5の先端部を、アルミニウム合金材1の表面から2.0mm以上4.5mm未満垂直に離れた位置に配置し、タングステン電極5の中心軸の延長線がアルミニウム合金材1の表面と交わる位置を、アルミニウム合金材1の端縁から1.0mm以上3.0mm未満アルミニウム合金材1側の範囲とし、アーク7を照射してアルミニウム合金材1と鋼材2をすみ肉溶接する。
(もっと読む)
車両用サスペンションの形成方法
【課題】良好な操安性を維持する上で十分な強度を有するサスペンションの形成が容易にできるようにする。
【解決手段】車両用サスペンションの形成方法であって、平板材26の長手方向の端部に一対の切り欠き27,28を打ち抜き成形する。次に、切り欠き27,28の縁部をコイニング加工する。次に、各切り欠き27,28が各嵌合切り欠き20,21になるよう平板材26を屈曲してビーム11を形成する。次に、各嵌合切り欠き20,21をアーム10の中途部10a外面にそれぞれ嵌合し、この際、少なくとも車輪4に近い側の嵌合切り欠き21の縁部であって、縁部の長手方向の各部分のうち、少なくともアーム10の軸心10bよりも下側の部分における内側面21aがアーム10の中途部10a外面に面接触状となるよう前記コイニング加工をする。次に、アーム10の中途部10a外面に各嵌合切り欠き20,21の縁部を溶接する。
(もっと読む)
1 - 20 / 174
[ Back to top ]