
Fターム[4E081YX08]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | 開先の形状 (74)
Fターム[4E081YX08]に分類される特許
41 - 60 / 74
作業機械のアタッチメント及びその溶接方法
【課題】作業機械のアタッチメントを製造する際に、開先加工を行うことなく、十分な強度を持
った隅肉溶接を行う。
【解決手段】一対の縦板2,3における一対の平板4,5に対する各突き合わせ部11の少なくとも一部の角部12を開先を加工することなく直角を保ったまま縦板2,3の外面に対して内側に鋭角だけ折り曲げ、折り曲げられた各突き合わせ部11の角部12を平板4,5に当接させ、各突き合わせ部11と平板4,5の突き合わせ部11側の面との間に形成された外側隅角部13を、内側隅角部14に裏波ビード16が形成されるように溶接する。
(もっと読む)
上下T型継手の溶接方法及び上下T型溶接継手並びにこれを用いた溶接構造物

【課題】立板の上下両面に上板及び下板が各々配置され健全な溶接金属部及び十分な溶接強度を得る上下T型継手の溶接方法及びその上下T型溶接継手並びにこれを用いた溶接構造物を提供する。
【解決手段】立板の上下両面に、1枚もしくは突合せ配置された2枚の上板及び下板が配置されたステンレス鋼板からなり、上板及び下板の表面から立板側まで、ワイヤを送給しながら、非消耗電極方式のアーク溶接またはレーザビームの焦点位置を板表面より上側へずらした焦点ぼかしのレーザビーム照射によるレーザ溶接を行う上下T型継手の溶接方法において、上板または下板の板厚T1の範囲が2<T1≦6mmであり、立板の板厚T2の範囲が前記板厚T1の2〜5倍(2×T1≦T2≦5×T1)であり、前記上板又は前記下板の貫通後の立板の溶け幅wが、前記板厚T1より大きい(w>T1)ことを特徴とする上下T型継手の溶接方法である。
(もっと読む)
溶接継手及びその製造方法
【課題】排気2重管とフランジとからなる溶接継手において、内管の端面の溶断を防止できる溶接継手及びその製造方法を提供する。
【解決手段】内管2及び外管3で構成される排気2重管1と板状のフランジ4とからなる溶接継手において、内管2の端面2aを外管3の端面3aよりも管軸1a方向内側に配置して内管2の端部2bと外管3の端部3bを少なくとも1箇所溶接W1し、外管3の端部3bをフランジ4の貫通孔4aに嵌合して貫通孔4aの内面と全周溶接し、全周溶接により形成された溶接ビードW2が内管2の端面2aと離間している。
(もっと読む)
I型継手の溶接方法及びそのI型溶接継手並びにそれを用いた溶接構造物
【課題】
溶接欠陥のない品質良好な深い溶け込み形状の溶接金属部を備えたI型溶接継手、及びその溶接方法を提供する。
【解決手段】
ステンレス鋼又は低炭素鋼からなり、同じ板厚同士の部材の側面を突合せたI型継手部を、不活性ガスのシールドガスを噴出させるシールドガス供給手段を用いながら、非消耗電極方式の第1のアーク溶接により、フラックス剤が充填されているフラックス入りワイヤをアーク溶接部分に送給し、表裏両側から溶接する溶接方法において、溶接継手部の表側もしくは外側より、板厚Tの裏面まで溶かすことなく、板厚Tの1/2以上4/5以下の深さまで溶融させた溶け込み形状の第1の溶接金属部を形成し、その後にI型継手部の裏側又は内側から板厚Tの1/2以上4/5以下の深さまで溶融させる第2のアーク溶接を遂行し、第1の溶接金属部の先端部と融合し合った溶け込み形状の第2の溶接金属部を形成することを特徴とする。
(もっと読む)
車軸ケース構造
【課題】 この発明は、突合せ溶接された車軸ケースの円筒部に嵌合するブレーキ取付け用の環状板部材を複数に分割して円筒部に隅肉溶接する車軸ケース構造に関する。
【解決手段】環状板部材4が、複数の分割片4A、4Bからなっており、該分割片は、車軸ケースの円筒部3との接触範囲が180度を超えない範囲に設定されて、円筒部3の外周に添わせてから隅肉溶接してブレーキフランジとなる。
環状板部材4に突合せ溶接部7の余盛を避ける切欠穴6を形成する場合には、切欠穴6と溶接部7の余盛との間の隙間が、円筒部3の径方向と比べて外周方向に長く形成することを特徴とする。
(もっと読む)
金属物品を処理する方法及びその処理方法により製造した物品
【課題】金属物品を処理する方法及びその処理方法により製造した物品を提供する。
【解決手段】金属物品を処理する本方法は、表面を備えた物品上にクラッディング(2)を融接するステップと、クラッディング(2)を圧縮硬化深さ処理加工するステップとを含むことができる。クラッディングの外表面から測定した平均圧縮硬化深さは、該クラッディングの厚さよりも大きくすることができる。本明細書に含まれるのはまた、本方法により製造した物品である。
(もっと読む)
T型継手の製造方法
【課題】 溶接設備として一般的でコストが安いアーク溶接やプラズマ溶接法を用いて安価で高品質なT字継手を形成することができる製造方法を提供する。
【解決手段】 このT型継手の製造方法は、第1板材12の裏面側に所定の角度で第2板材14の端面を当接させ、第1板材の表面側からアーク又はプラズマ溶接を行う。これにより、アーク又はプラズマ溶接熱が第1板材12を貫通して第2板材の端面部分を溶融させ、これらを溶着させることによってT型溶接継手が形成される。アーク又はプラズマ溶接では、第1板材の板厚に応じて場合により深溶け込みの手法を採用する。また、板厚が溶け込み深さを超える場合には表面に減厚加工を行う。
(もっと読む)
缶体の製造方法、缶体の溶接継手構造および缶胴
【課題】溶加材を別途供給することなく、鏡板と缶胴とをTIG溶接で接合すること。
【解決手段】缶胴(20)と、該缶胴(20)の開口端を塞ぐ鏡板(10)とを備えている。鏡板(10)は、開口端が内側に傾く傾斜部(12)を有している。缶胴(20)は円筒状の本体部(21)を有し、該本体部(21)の開口端には溶加材として機能させるフランジ(22)が形成されている。本体部(21)の開口端を鏡板(10)の傾斜部(12)の外側面に当接させ、TIG溶接によってフランジ(22)を溶融し当接部に溶着させる。
(もっと読む)
レーザ溶接継手および当該継手を用いた接合体
【課題】安定したシールドガス雰囲気をつくり、熱伝導のバランスが良いレーザ溶接継手および当該継手を用いた接合体を提供すること。
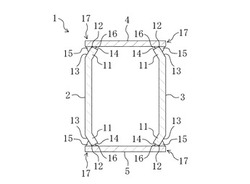
【解決手段】一対の被接合部材10A,10Bの端部同士を突き合わせ、その突き合わせた接合部に対してシールドガスを噴射しながら行われるレーザ溶接又はレーザ・アークハイブリッド溶接を行うためのものであって、一対の被接合部材10A,10Bに対し、両方の被接合部材の端面から突き出した一対の接合突起17,18と、一方の被接合部材の端面から突き出した副突起19とが形成され、一対の接合突起17,18を突き合わせた場合に、副突起19を他方の被接合部材の端面側に突き当てることにより、一対の接合突起17,18と副突起19とによって囲んだ裏側空間20を形成するレーザ溶接継手。
(もっと読む)
突合せ溶接部構造
【課題】 この発明は、複数の部材を突合せて突合部を溶接した場合における当該溶接部の強度を向上させる突合せ溶接部構造に関する。
【解決手段】板の突合せ溶接部の構造であって、一対の被溶接部材の突合せ部近傍の一方の面が板厚方向に窪んだ凹み面となり、反対側の面が板厚方向に突出した突出面となっており、前記凹み面にのみ溶接部を設けたことを特徴とする。
凹み面や突出面は、被溶接部材に対して相対的なものでよく円形状の場合は平坦面としてもよい。
(もっと読む)
溶接継手及び鋼床版並びに鋼床版の製造方法
【課題】疲労強度の向上を実現する溶接継手及び鋼床版並びに鋼床版の製造方法を提供する。
【解決手段】鋼板10の舗装部分載置面11とは反対側の下向き面12に補剛材20を複数溶接してなる鋼床版3において、鋼板10と当接する補剛材20の縁部21にレ型開先22を形成し、このレ型開先22に所定の低温域でマルテンサイト変態を生起する低変態温度溶接材料からなる溶接金属30を装填し、この溶接金属30の希釈率を一定にするべく溶け込み率を管理して得たデータに基づいて、補剛材20におけるレ型開先22の拡開角度θを45度に設定した。
(もっと読む)
隅肉溶接部の構造及び隅肉溶接方法
【課題】簡単な構成で即ち低コストで溶接止端部におけるフランク角が大きくなり、アクスルケースへのブレーキフランジの隅肉溶接に適用することで、ブレーキ時の制動トルクの保持と高い耐久性とを安価に両立できる隅肉溶接部の構造及び隅肉溶接方法を提供する。
【解決手段】第1の部材3に第2の部材4を隅肉溶接してなる隅肉溶接部の構造であって、第1の部材3及び第2の部材4の内の少なくとも一方の部材3の隅肉溶接する部分の一部又は全部に、溶接ルート部11に近付く程高くなるように形成された傾斜部10を溶接方向に沿って形成し、溶接ビード7の溶接止端部8が上記傾斜部10の途中に位置するように溶接してなるもの。
(もっと読む)
発電機、特にタービン発電機に用いられるロータ
【課題】互いに溶接されたディスク状のロータエレメントから形成されていて、磁気的に有効な可能な限り大きな体積と同時に高い機械的な強度を有する、発電機に用いられるロータを提供する。
【解決手段】ギャップ37の外周で該ギャップが、溶接シーム17に隣接した拡幅された中空室38に移行しているようにした。
(もっと読む)
鉄筋の突合せ溶接方法及び溶接継手の超音波探傷検査方法
【課題】鉄筋と裏当て材の位置関係に影響されることなく、超音波探傷検査にて探触子が溶接継手に接近できる鉄筋の突合せ溶接方法を提供する。
【解決手段】サイズが異なる2本の鉄筋71,75が、帯状の鋼板を略U字形に湾曲させた裏当て材61を用いて、突合せ溶接される。まず、鉄筋71,75の中心軸A及びBが平行に位置し、鉄筋71,75の開先間の距離が所定のルート間隔となるように調整が行われる。次に、鉄筋71,75の中心軸A及びBが略同一線上に位置するように調整が行われる。次に、裏当て材61が仮付けされる。裏当て材61は、鉄筋71,75の開先間の空間を囲うと共に、その底部が大きいサイズの鉄筋71から小さいサイズの鉄筋75に向かって傾くように、鉄筋71,75の側面と当接する。そして、鉄筋71,75の開先間が本溶接されて、鉄筋71、75間に溶接継手93が形成される。
(もっと読む)
貯湯タンクのソケット溶接構造
【課題】溶接時に過加熱とはならず、しかも溶接箇所の内、内側に隙間が生じないようにした、貯湯タンクのソケット溶接構造を提供する。
【解決手段】タンク本体に設けた開口部115aにソケット本体123を挿入し、該挿入部を溶接することで、タンク本体とソケット本体とを連結した貯湯タンクのソケット溶接構造において、ソケット本体123の外周に周方向に延びた環状の凸部301を形成し、該凸部がタンク本体に当たるまでソケット本体を挿入し、タンク本体の外側から該凸部301を溶かすように溶接したものである。
(もっと読む)
トルクコンバータのための継目ガス溶接及びトルクコンバータをガス溶接する方法
【課題】トルクコンバータにおける構成部材を溶接することに関連する、コスト、複雑さ及び汚染を減じる方法を提供する。
【解決手段】トルクコンバータ111における構成部材を溶接する方法において、トルクコンバータにおける第1及び第2の構成部材112,114の第1及び第2の縁部分116,118を重ね合わせ、第1の縁部分を前記第1の構成部材のための縁に向かってテーパさせ、溶加材なしに、縁部分にエネルギを提供し、第1及び第2の構成部材の間に溶接100を形成するように第1の縁部分を溶融させる。
(もっと読む)
タービンブレードのシュラウド修復方法
【課題】シュラウド付きタービンブレードのノッチ隅肉部にできる深さが約0.03インチ(約0.8ミリメートル)を超えるクラックを修復する方法を得る。
【解決手段】タービンブレードのシュラウドの損傷したノッチ隅肉半径部をブレンドアウトし、損傷したノッチ隅肉半径部の近傍に位置する硬質面構造体を除去する。硬質面ナゲット30は硬質面構造体とほぼ同一の形状を持ち、その高さ方向の寸法は少なくともDcであり、幅方向の寸法は少なくともDdである。硬質面ナゲット30は、新しい縁16aと補修溶接部26の成形された縁部28とにおいて、シュラウド12に溶接される。硬質面ナゲット30をシュラウド12に溶接することにより、新しい硬質面ナゲットの縁16cの残りの部分が少なくとも元来の縁16の位置まで延びる。
(もっと読む)
ダブルスキンパネル及びその接合継手、並びに構造体
【課題】寸法精度を緩和させたダブルスキンパネルおよびダブルスキンパネルの接合継手、並びにダブルスキンパネルが接続された構造体を提供する。
【解決手段】端部リブ13a,13bから面内方向外側に突き出した接合端部によって接合可能な形状の一組の接合継手が形成され、上面板側の上側接合端部11a,11bは、その端面同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下面板側の下側接合端部は、一方の下側接合端部12bに対して段差の付けられた他方の下側段付端部12aを重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するものであり、その下側段付端部12aが形成された端部側では、上側接合端部11aが下側段付端部12aよりも突き出し、反対の端部側では下側接合端部12bが上側接合端部11bよりも突き出した構造とする。
(もっと読む)
極厚鋼板の溶接方法
【課題】極厚鋼板の溶接を高い作業効率で行なって高品質の極厚鋼板溶接接合材を製造するための溶接方法の提供。
【解決手段】490N/mm2以上の引張り強度を有する極厚鋼板の低入熱高効率溶接方法であって、突き合わせた際に開先部Bとこの開先部に続くテーパー付のナローギャップ部Aとが形成されるようした二つの極厚鋼板部材1,2を直交もしくは並べて配置し、該ナローギャップAの底面には裏当金3を配置し、該ナローギャップ部を底から回転アーク溶接を行なった後、該開先部をサブマージアーク溶接することを特徴とする極厚鋼板の溶接方法。
(もっと読む)
溶接方法およびこれにより溶接されたリングギア部材
【課題】溶接部における強度を向上させる溶接方法およびこれにより溶接されたリングギア部材を提供する。
【解決手段】リングギアハブ1は、リングギア2とハブ3とを突き合わせて溶接接合した後、切欠き部10を完全に取り除くために裏当て材7を切削するステップS3を備えた溶接方法によって溶接接合を行う。
(もっと読む)
41 - 60 / 74
[ Back to top ]