
Fターム[4E081YX12]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | 溶接条件 (111) | 電流、電圧 (12)
Fターム[4E081YX12]に分類される特許
1 - 12 / 12
アーク溶接方法
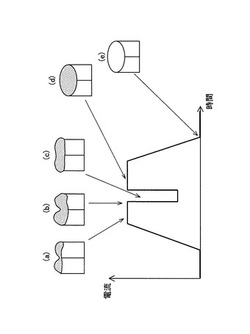
【課題】溶融玉の形状を安定させることにより溶接強度を安定させることができるアーク溶接方法を提供すること。
【解決手段】導体20,21と電極12との間でアーク放電を発生させて溶接を行うTIG溶接において、溶接電流を一時的に低減することにより、放電中に導体20,21の端部20a,21aに作用するアーク圧力を放電途中で一時的に低下させて、導体20,21ごとに溶融して独立している溶融金属同士を一体化させる。
(もっと読む)
鋼管杭の溶接方法

【課題】 鋼管杭施工地での鋼管杭の溶接方法として、溶接時間を短縮するとともに溶接欠陥を低減することができる鋼管杭の炭酸ガスシールドアーク溶接方法を提供する
【解決手段】 鋼管杭施工地での鉛直方向に配置された鋼管杭同士を炭酸ガスシールドアーク溶接で溶接する鋼管杭の溶接方法において、開先形状をルートフェイス3mm以下、開先角度25°〜35°、ルートギャップ1mm以下のレ形開先とし、シールドガス流量/ノズル内径を6〜12L/min・mm2、溶接電流を350〜450Aとすることを特徴とする鋼管杭の炭酸ガスシールドアーク溶接方法。
(もっと読む)
マグ溶接用シールドガス,マグ溶接方法,および溶接構造物
【課題】狭開先溶接での品質の向上を図った,マグ溶接用シールドガス,マグ溶接方法,および溶接構造物を提供する。
【解決手段】マグ溶接用シールドガスが,8重量%以上,13重量%以下のCrを含有する高Cr鋼を,8重量%以上,13重量%以下のCrを含有するソリッドワイヤを用いて,1層1パスで,一対の母材の厚さH1とこれら母材間の開先の間隔W1の比が0.4以下,この開先の角度θ1が10°以下の狭開先を溶接するためのマグ溶接用シールドガスであって,5容量%以上,17容量%以下の炭酸ガス,30容量%以上,80容量%以下のヘリウムガス,残部がアルゴンガスの3種混合ガスからなる。
(もっと読む)
肉盛溶接材料及び肉盛溶接金属が溶接された機械部品
【課題】酸による腐食環境下で使用される肉盛金属用の溶接材料として、肉盛金属の耐食性及び耐摩耗性が優れ、割れの発生が防止された肉盛溶接材料及び肉盛溶接金属が溶接された機械部品を提供する。
【解決手段】肉盛溶接材料は、C:0.2乃至1.5質量%、Si:0.5乃至2.0質量%、Mn:0.5乃至2.0質量%、Cr:20乃至40質量%、Mo:2.0乃至6.0質量%、Ni:0.5乃至6.0質量%、V:1.0乃至5.0質量%、W:0.5乃至5.0質量%を含有し、残部がFe及び不可避的不純物からなる。肉盛溶接材料は、鋼材を母材とし、鍛造及び圧延又は熱間加工される機械部品の肉盛溶接に使用される場合には、P及びSの含有量を、P:0.03質量%以下、S:0.02質量%以下に規制した組成を有することが好ましく、肉盛溶接金属の健全性を損なわない範囲で、不純物成分を含有できる。
(もっと読む)
耐食性に優れる自動車シャシ部材およびその製造法
【課題】アーク溶接部の耐食性に優れた高強度の自動車シャシ部材を提供する。
【解決手段】板厚1.0〜3.0mmの溶融Zn−Al−Mg系合金めっき鋼板部材同士のアーク溶接接合部を持ち、溶接前にめっき層を有していた鋼板表面は溶接ビード止端部まで連続的にZn−Al−Mg系合金層で覆われており、そのZn−Al−Mg系合金層と鋼素地の間にはFe−Al系合金層が存在し、溶接ビード止端部からの距離が2.0mm以内の鋼板表層部において、Zn−Al−Mg系合金層は平均Al濃度:0.2〜22.0質量%、平均Mg濃度:1.0〜10.0質量%、且つFe−Al系合金層は平均Fe濃度:70.0質量%以下である自動車シャシ部材。
(もっと読む)
スクリュー羽根の肉盛溶接方法
【課題】長尺のスクリューコンベアを、背の高くない通常の建屋内において効率的に耐摩耗肉盛溶接する。
【解決手段】
スクリューコンベア1をスクリュー軸2が略水平方向となるように設置し、前記スクリュー軸2周りに回転させながら、溶接トーチ21のトーチ先端22を前記スクリューコンベア1のスクリュー羽根3の羽根側面4に対して水平横向き方向に向けて前記羽根側面4を耐摩耗肉盛するアーク溶接方法であって、直径1.2mmから1.6mmの範囲の溶接ワイヤ23を用いて、2KJ/cmから9KJ/cmの範囲の入熱量にて溶接する。
(もっと読む)
アクスルの製造方法およびアクスルの製造システム
【課題】溶接部の品質を高めると共に歩留まりを高めることが可能なアクスルの製造方法およびアクスルの製造システムを提供する。
【解決手段】アクスルの製造方法は、当接部5a,5bを所定の溶接条件に基づいて、溶接トーチ31bで溶接する第1溶接工程と、第1溶接工程の実施中に溶接機33から溶接トーチ31bに供給される溶接電流値を電流測定部34によって測定する測定工程と、測定工程において測定された溶接電流値に移動平均処理を施してなる波形パターンと基準溶接電流値に移動平均処理を施してなる波形パターンとの差分を算出し、当該差分と所定閾値との比較に基づいて、第1溶接工程における溶接条件の可否を判定する判定工程と、を備えている。
(もっと読む)
片側水平すみ肉ガスシールドアーク溶接方法
【課題】下板および立板からなる水平すみ肉溶接用部材の該立板が傾斜した、すみ肉角度が90°超の水平すみ肉部の溶接を行う片側水平すみ肉ガスシールドアーク溶接方法において、仮付け溶接ビードが有る箇所においても深い溶け込みが得られ、スパッタ発生量の少ない方法を提供する。
【解決手段】ソリッドワイヤを用いて、ワイヤ送給速度:15〜17m/min、パルスピーク電流(Ip):480〜600A、パルスベース電流(Ib):30〜80A、パルス周波数:200〜300Hzで、かつパルスピーク電流(Ip)とパルスピーク時間(Tp)が下記(1)式を満足するパルスを付加して溶接を行う。480≦Ip[A]×Tp[msec]≦900・・・・(1)
(もっと読む)
鋼管矢板の2電極ガスシールドアーク溶接方法
【課題】 鋼管矢板の本管と各種連結継手用鋼の2電極ガスシールドアーク溶接方法において、目標とする溶接金属のビード幅、ビード厚およびすみ肉溶接金属の脚長が得られる健全な溶接部を安易に高能率に溶接することができる鋼管矢板の2電極ガスシールドアーク溶接方法を提供する。
【解決手段】 鋼管矢板の本管とP−P形またはP−T形連結継手用の鋼管とを溶接する2電極ガスシールドアーク溶接方法において、本管と鋼管のフレア継手部に鋼粒または鉄粉をフレア開先幅10〜12mmの高さまで充填し、電極トーチを鋼管方向に先行電極:0〜25°、後行電極:0〜10°傾斜させ、電極間距離を先行電極および後行電極のワイヤ間で15〜40mm、ワイヤ径1.6mmで溶接電流を先行電極:490〜580A、後行電極:460〜560Aとし、ワイヤ狙い位置をフレア開先のほぼ中央にして溶接速度を1m/min以上で溶接することを特徴とする。
(もっと読む)
クラッド溶接方法
【課題】比較的簡易な手法にて、溶接金属の希釈を抑制しつつ、融合不良の発生を防止して、当該溶接金属で母材の表面を広範囲に亘って覆うことができるクラッド溶接方法を提供することにある。
【解決手段】先行溶接ビード10の一方の端部10aと後行溶接ビード20の他方の端部20bが重なる箇所にて、先行溶接ビード10と後行溶接ビード20が重ならない箇所と比べて溶接入熱を増加させて局部的に深溶け込み12となる深溶け込み部12aを作製した。
(もっと読む)
タービンブレードのシュラウド修復方法
【課題】シュラウド付きタービンブレードのノッチ隅肉部にできる深さが約0.03インチ(約0.8ミリメートル)を超えるクラックを修復する方法を得る。
【解決手段】タービンブレードのシュラウドの損傷したノッチ隅肉半径部をブレンドアウトし、損傷したノッチ隅肉半径部の近傍に位置する硬質面構造体を除去する。硬質面ナゲット30は硬質面構造体とほぼ同一の形状を持ち、その高さ方向の寸法は少なくともDcであり、幅方向の寸法は少なくともDdである。硬質面ナゲット30は、新しい縁16aと補修溶接部26の成形された縁部28とにおいて、シュラウド12に溶接される。硬質面ナゲット30をシュラウド12に溶接することにより、新しい硬質面ナゲットの縁16cの残りの部分が少なくとも元来の縁16の位置まで延びる。
(もっと読む)
デッキプレートの補強方法、および補強構造
【課題】大電流パルスMAG溶接方法を用いて、Uリブ等の閉断面構造の補強材とデッキプレートとの溶接を完全溶け込み溶接とする技術を提案し、溶接部分における疲労強度の向上を図ること。
【解決手段】閉断面構造のリブをデッキプレートに溶接することによって前記デッキプレートを補強するデッキプレートの補強方法において、前記リブの止端部と前記デッキプレートとは裏波完全溶け込み溶接方法によって溶接する。リブの止端部は大電流パルスMAGによるガウジングレス完全溶込み溶接方法で溶接する。
(もっと読む)
1 - 12 / 12
[ Back to top ]