
Fターム[4E081YX14]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | 溶接条件 (111) | 温度 (12)
Fターム[4E081YX14]に分類される特許
1 - 12 / 12
冷間成形角形鋼管の溶接方法と溶接継手、およびその溶接継手を有する鋼管柱
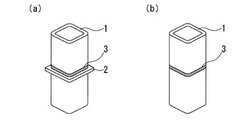
【課題】冷間成形角形鋼管の管端にダイアフラムや他の冷間成形角形鋼管を溶接するにあたって、角部表層の熱影響部の軟化を抑制して歪みの集中を防止し、耐震安全性の高い建築構造物の支柱を得るための溶接方法および溶接継手を提供する。
【解決手段】強度が550〜670MPa、表層部の平均のビッカース硬さが225以下、表層部と板厚中央部の平均のビッカース硬さの差が60以下の鋼板を冷間加工して得た冷間成形角形鋼管1の管端に開先を形成し、冷間成形角形鋼管の管端にダイアフラム2または他の冷間成形角形鋼管を、溶接入熱30kJ/cm以下かつパス間温度250℃以下で多層溶接する。ここで、表層部とは鋼板の表裏面から板厚方向に1〜5mmの領域を、また、板厚中央部とは板厚中心±2mmの領域を指す。
(もっと読む)
シャーナイフ刃の再生処理方法及び再生シャーナイフ刃

【課題】再生処理を効率的かつ材料に則して行い、再生刃の強靭性、耐久性が高く、延性をも回復することができるシャーナイフ刃の再生処理方法及びその方法により製造された再生シャーナイフ刃を提供する。
【解決手段】使用済みシャーナイフ刃を幅1インチ当たり1時間の割合で400℃で予熱し、予熱後のシャーナイフ刃の表面の付着物を除去し、前記シャーナイフ刃の摩耗若しくは損傷部に対して溶接棒を用いて1200℃で部分溶接を行い、DF2A−400−B系の溶接棒で7〜8mmの厚さとなる全面溶接を温度低下を防ぎながら行い、その後約550℃にて応力除去焼純を行い、7〜8時間の炉冷を行って300℃まで温度低下させ、更に12時間の除冷を行って後に寸法の成形を行う。
(もっと読む)
熱加工制御鋼板の溶接方法
【課題】熱加工制御鋼板を用いたときの、耐脆性破壊特性を確保する溶接施工方法を提供する。
【解決手段】鋼板の成分を用いて計算されるフェライトパーライト組織の硬さよりも、実際の硬さがビッカース硬さで20以上硬くなっている熱加工制御鋼板を溶接するにあたり、本溶接の止端部に、化粧盛溶接を行い、応力集中部を溶接熱影響部から離れたところに位置するようにし、かつ、鋼材と最軟化部の硬さの差を15以下に制限することで、軟化部へのひずみ集中を回避することで、耐脆性破断特性を確保する。
(もっと読む)
改善された溶接性を有する潜水艦船体用鋼
【課題】溶接を使用して組み立てられる、圧延鋼または鍛造鋼部材によって構成される潜水艦船体の製造用の鋼、その使用、および潜水艦船体を提供する。
【解決手段】鋼の化学成分が重量%で、0.03%≦C<0.08%、0.04%≦Si≦0.48%、0.1%≦Mn≦1.4%、2%≦Ni≦4%、Cr≦0.3%、0.3%≦Mo+W/2+3(V+Nb/2+Ta/4)≦0.89%、Mo≧0.15%、V+Nb/2+Ta/4≦0.004%、Nb≦0.004%、Cu≦0.45%、Al≦0.1%、Ti≦0.04%、N≦0.03%を含み、残りは、鉄および製造作業から結果として生じる不純物、含有量が0.0005%未満の不純物であるホウ素、およびP+S≦0.015%を含み、この化学的成分は、410≦540×C0.25+245[Mo+W/2+3(V+Nb/2+Ta/4)]0.30≦460の条件を満たす。
(もっと読む)
ジルコニウム(Zr)製ベローズ
【課題】過酷な成形加工に耐えるジルコニウム(Zr)製薄肉パイプを造管し、これまで存在していない、耐食性の優れたジルコニウム製の液圧成形もしくは、ロール成形ベローズを提供する。
【解決手段】ジルコニウム製薄肉ベローズを成形するため、使用されるジルコニウム製薄肉溶接パイプの造管過程において、溶接金属及び熱影響範囲での酸素プラス窒素の含有量の増加を、100ppm以下に抑制することより、ジルコニウム製ベローズの液圧成形もしくはロール成形を可能とした。
(もっと読む)
溶接性を高めるため超合金鋳造品に戦略的に配置される大結晶粒
【課題】溶接性に乏しい超合金の溶接物での割れを最小限に抑制又は防止する。
【解決手段】融接が必要とされる領域で鋳造作業時に選択的に粗大単結晶を成長させることによって超合金部品の割れを減少させる。鋳造品において下流の製造段階で融接が実施される位置に選択的に粗大単結晶を配置することによって、超合金の母材熱影響部での割れが低減又は解消し、粒界がなくなる。これは、鋳造品の設計要件の満足、品質の向上、修繕作業の減少、スクラップ解消に役立つ。
(もっと読む)
回転運動するよう設定された管体上での冷却案内ディスクの助力の溶接によるフィン付き管束の製造方法。
本発明は、金属製のフィン付き管束、特に熱交換器用管用のものの製造方法に関するものであり、少なくとも1つの連続したストリップを形成する複数のフィンが、回転運動をするよう設定された管体に正接に接触し、そして管体に巻かれており、管体に面する該ストリップの側は、溶接装置の手段及びフィラー材料を使用する事によって管の表面に接続されており、そして巻きつけられた該ストリップは、溶接領域の直ぐ後ろの案内ディスク間に案内され、当該ディスクは、管表面と溶接ポイントと近接している。該案内ディスクの耐用年数を増す為には、該案内ディスクは冷却され、特に冷却水を用い、約10容量パーセントの溶接剥離剤を加える事である。 (もっと読む)
物品を溶接するための方法及び装置
【課題】開示するのは、物品を溶接する方法である。
【解決手段】本方法は、上記物品を全面的に囲繞する壁を備を有するエンクロージャであって、物品をその少なくとも実質的に全体で均一に加熱する構成及び寸法の付属加熱装置を有するエンクロージャ内に、物品を配置する段階と、エンクロージャ内に非反応性雰囲気を確立する段階と、加熱装置を作動させて、エンクロージャ内で物品をその少なくとも実質的に全体で溶接温度に均一に加熱する段階と、エンクロージャ内で、物品の少なくとも実質的に全体で溶接温度を維持しながら物品を溶接する段階とを含む。
(もっと読む)
クロムメッキされた被加工材に対して溶接するための放熱ライナー
本発明に係る第2被加工材に対して第1被加工材を溶接する方法および装置によれば、クロムメッキされた第1面を、第1面と反対側の、第2被加工材の第2面に対して、放熱ライナーを溶接する。その後、上記第2被加工材の第1面をクロムメッキする。さらに、上記第1被加工材を、放熱板における第2被加工材に対して溶接する。上記放熱板は、クロムメッキされた第2面に熱が到達する前に、溶接によって発生する熱を実質的に吸収するものである。 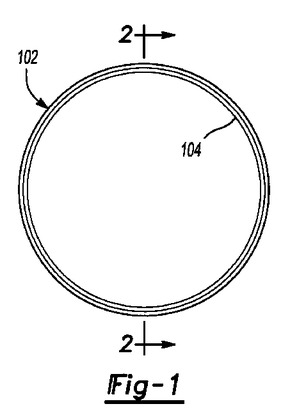 (もっと読む)
(もっと読む)
放射性物質収納容器
【課題】銅と炭素鋼,合金鋼との溶接性に優れ、炭素鋼,合金鋼への溶接熱による損傷を軽減し、溶接時の変形を極力抑えたMIG溶接またはMIGブレイジング法を提供することにある。
【解決手段】放射性物質を収納する収納容器本体と前記収納容器本体を同軸状に取り囲む外筒と前記収納容器本体及び外筒間に伝熱フィンが接続され、前記収納容器本体,外筒及び伝熱フィンにより区画された各空間に充填された中性子吸収材からなる放射性物質収納容器の製造に際し、前記収納容器本体及び外筒間にMIG溶接される一部波型構造を有する銅製伝熱フィンの先端部には、前記収納容器本体の外周面及び外筒の内周面とに添って平行部が形成され、その平行部長さは銅製伝熱フィンの板厚以上であり、銅製伝熱フィン平行先端部と銅合金ワイヤ間にアークを発生させ、MIG溶接またはMIGブレイジングによって収納容器本体及び外筒材と銅伝熱フィンが溶接される。
(もっと読む)
配管の溶接方法及び装置
【課題】 配管の厚さが大きい配管同士の溶接による接続において、配管内面の溶接金属部分に軸方向の圧縮残留応力を与え、耐食性を向上する。
【解決手段】 配管のルートパスだけを溶接した後、配管内面に冷却水を流して内面を冷却しながら、配管外面において、溶接を行うトーチの後方で、溶融金属が凝固した直後の高温の段階で冷却水を吹付けて表面を急冷し、配管の外面側に圧縮応力を発生させることにより、配管の周方向の収縮変形の発生を抑制し、配管内面の軸方向残留応力として圧縮残留応力を発生させる。
(もっと読む)
パイプなどの金属板部材を特に排気システム用のハウジングポートなどの金属鋳物部材に接合する方法
金属板部材(3)を金属鋳物部材(5)に接合するための方法が開示されている。本発明の方法によれば、金属板部材(3)と他の部材(5)はパルス溶接プロセスで互いに溶接される。前記方法は特に金属板のパイプ(3)が金属鋳物ハウジング(13)のポート(12)に溶接されることを可能にする。前記利点は排気マニホールド(3)及び、ターボチャージャ(5)などの排気ユニットを備えた排気システムのために用いることができる。 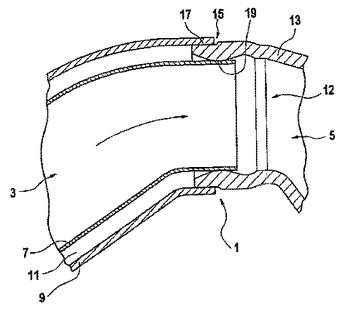 (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]