
Fターム[4E081YX15]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | 溶接条件 (111) | 溶加材 (35)
Fターム[4E081YX15]に分類される特許
1 - 20 / 35
金属部品の修理方法
【課題】高温高圧環境下で使用される鋳鋼製金属部品に生じる損傷を簡易に補修することを可能とする。
【解決手段】金属部品の損傷部位を機械的に除去し、前記損傷部位が除去された部分を、前記金属部品を形成する金属材料と同一の材質である溶接材により充填し、充填した前記溶接材に対して当該溶接材の融点よりも低い融点を有する金属材料である低融点材料を溶着させ、溶着させた前記低融点材料を除去するとともに、前記溶接材によって充填した部分の表面を平滑になるように研磨することを特徴とする金属部品の修理方法である。
(もっと読む)
Ni基耐熱合金用溶接材料ならびにそれを用いてなる溶接金属および溶接継手
【課題】溶接時に優れた耐高温割れ性を有するNi基耐熱合金用溶接材料並びに溶接中の耐高温割れ性、高温で長時間使用中の耐応力緩和割れ性及び良好なクリープ強度を有する溶接金属と溶接継手を提供すること。
【解決手段】(1)C:0.06〜0.18%、Si≦0.5%、Mn≦1.5%、Ni:45〜55%、Cr:25〜35%、W:7.0〜13.0%、Ti:0.2超〜1.5%、Al<0.1%及びN:0.002〜0.20%を含み、残部がFe及び不純物からなり、不純物中のO≦0.02%、P≦0.008%及びS≦0.005%の化学組成を有するNi基耐熱合金用溶接材料。この溶接材料は、Feの一部に代えてNb≦1.0%を含んでもよい。(2)上記のNi基耐熱合金用溶接材料を用いてなる溶接金属。(3)上記溶接金属と高温強度に優れたNi基耐熱合金の母材とからなる溶接継手。
(もっと読む)
大型船舶用エンジン排気バルブの製造方法

【課題】
大型船舶のディーゼルエンジンにおける高負荷にも耐え得る耐久性の高い大型船舶用エンジン排気バルブの製造方法の提供。
【解決手段】
丸棒鋼材の先端を覆うようにNi−Cr−Al系Ni基時効析出合金からなる溶接材料を複数回重ねて肉盛溶接(S2)した後に、先端を熱間型入鍛造して溶接部の組織調整を与えつつ傘部を成形し(S3)、固溶化熱処理(S4)及び時効析出熱処理(S5)を与えて供されることを特徴とする。
(もっと読む)
高Cr鋼製タービンロータの初層溶接部、初層溶接部用溶接材料、上盛層溶接部、上盛層溶接部用溶接材料および多層肉盛溶接部の製造方法
【課題】高Crタービンロータの軸受接触面に形成する溶接部強度や靭性を向上し、応力除去焼鈍割れを回避する。
【解決手段】軸受接触面に形成する肉盛の初層溶接部がC:0.05〜0.2%、Si:0.1〜1.0%、Mn:0.3〜1.5%、Cr:4.0〜7.7%、Mo:0.5〜1.5%を含有し、残部Fe及び不可避不純物で、P:0.015%以下、S:0.015%以下、Cu:0.2%以下、V:0.2%以下、Ni:0.3%以下、Co:1.5%以下、B:0.005%以下、W:1.5%以下、Nb:0.07%以下であり、上盛層溶接部がC:0.05〜0.2%、Si:0.1〜1.0%、Mn:0.3〜2.5%、Cr:1.0〜4.0%、Mo:0.5〜1.5%、を含有し、残部Fe及び不可避不純物でP:0.015%以下、S:0.015%以下、Cu:0.2%以下、V:0.15%以下、Ni:0.3%以下、Nb:0.07%以下に規制する。
(もっと読む)
部品及びその工処理方法
【課題】部品、及び部品を加工処理する方法を開示する。
【解決手段】この方法は、ある特徴を有する基材金属を準備し、特徴を除去して加工処理領域を形成し、第1の層を前記加工処理領域に適用し、第2の層を第1の層に適用することを含む。基材金属、第1の層、及び第2の層は各々が所定の熱膨張率、降伏強度、及び伸び率を有する。加工処理部品は、基材金属の加工処理領域に適用された第1の層と、第1の層に適用された第2の層を含む。
(もっと読む)
肉盛溶接方法及び構造材
【課題】液滴による構造材の侵食を軽減させるとともに、溶接作業の工期の短縮化とコストの低減化を図る。
【解決手段】腐食環境下で使用される構造材の肉盛溶接方法において、前記構造材の腐食環境に晒される部位を除去し、前記除去した部位にHv.400以上のソリッドワイヤを用いた短絡移行ガスメタルアーク溶接により硬質層15を形成することを特徴とする。
(もっと読む)
Co基硬化肉盛材料及び肉盛方法
【課題】長時間、600℃程度の高温環境に曝されても割れが発生しない肉盛層を形成できるCo基硬化肉盛材料及び肉盛方法を提供することを目的とする。
【解決手段】Co基硬化肉盛材料は、Cr:20質量%〜22質量%、Fe:9質量%〜28質量%、C:0.7質量%〜1.4質量%、Si:2質量%以下、Ni:3質量%以下、WまたはMo:3質量%〜6質量%を含み、残部がCo及び不可避的な不純物からなることを特徴とする。
(もっと読む)
鋼製部材へのライニングプレートの固定構造
【課題】鋼製容器等の塔槽類などを構成する鋼板等の鋼製部材に直接溶融溶接できないチタン等からなるライニングプレートを密封状態で固定することができる鋼製部材へのライニングプレートの固定構造を提供する。
【解決手段】胴板1上に金属からなるライニングプレート5を固定する固定構造であって、胴板1上に配置されたライニングプレート5に開口部6が設けられ、この開口部6に鋼製の孔付きの座金7が胴板1にライニングプレート5を押え付けるように嵌合され、この座金7の貫通孔71の内周面と胴板1の表面とが溶接されることにより、胴板1にライニングプレート5が固定され、ライニングプレート5上にこのライニングプレート5と同じ金属からなる蓋部材8が座金7を覆うように配置され、この蓋部材8の外周縁部とライニングプレート5の表面とがシール溶接されている。
(もっと読む)
合金鋼の異種溶接のための装置及び方法
【課題】 合金鋼の異種溶接のための装置及び方法を提供する。
【解決手段】 溶接継手(12)は、低合金鋼部品(14)と合金鋼部品(16)とを含んでおり、それらの間の溶接ビードは、低合金鋼部品(14)と接する第1の溶接ワイヤ(18)と、高合金鋼部品(16)と接する第2の溶接ワイヤ(20)と、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間の第3の溶接ワイヤ(22)とを含む。溶接方法は、低合金鋼部品(14)に第1の溶接ワイヤ(18)を施工し、高合金鋼部品(16)に第2の溶接ワイヤ(20)を施工し、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間に第3の溶接ワイヤ(22)を施工することを含む。上記溶接継手及び方法において、第3の溶接ワイヤ(22)のクロム含有量は、第1の溶接ワイヤ(18)よりも高く第2の溶接ワイヤ(20)よりも低い。
(もっと読む)
溶接方法
【課題】簡便な方法で、SCCの発生や進展を抑制するとともに、溶接割れを抑制することができる溶接方法を提供する。
【解決手段】ニッケル基合金からなる溶接棒2及び溶接トーチ5を用いて鋼材1をアーク溶接する際に、溶接棒2を高速で回転させながらアーク6により溶融した溶融池3へ送り込む。これより、形成される溶着金属4は、凝固する直前まで溶接棒2の回転により攪拌されるため、結晶組織の方向が一方向に偏らず、ランダム性を持った凝固組織となる。
(もっと読む)
オーステナイト系耐熱鋼用溶接材料ならびにそれを用いてなる溶接金属および溶接継手
【課題】溶接時に優れた耐高温割れ性を有するγ系耐熱鋼用溶接材料並びに溶接中の耐高温割れ性、高温で長時間使用中の耐応力緩和割れ性及び良好なクリープ強度を有する溶接金属と溶接継手を提供すること。
【解決手段】(1)C:0.05%超〜0.18%、Si≦0.5%、Mn≦1.5%、Ni:40〜50%、Cr:20〜25%、W:8.0%超〜13.0%、Ti:0.01〜0.2%、N:0.03%超〜0.20%及びAl≦0.01%を含み、残部がFe及び不純物からなり、不純物としてのO≦0.02%、P≦0.008%及びS≦0.005%の化学組成を有するγ系耐熱鋼用溶接材料。この溶接材料はNb<0.60%を含んでもよい。(2)上記のγ系耐熱鋼用溶接材料を用いてなる溶接金属。(3)上記溶接金属と高温強度に優れたγ系耐熱鋼の母材からなる溶接継手。
(もっと読む)
金属部品の溶接方法および原子力プラント用溶接金属部品
【課題】適正なビードを形成し、耐食性および耐溶接割れ性に優れた接合部を形成することができる金属部品の溶接方法、およびこの金属部品の溶接方法により溶接された原子力プラント用溶接金属部品を提供する。
【解決手段】金属部品の溶接方法は、開先加工させた端部を有する2つの金属部品20、21の当該端部どうしを対向配置し、600系Ni合金または金属部品20、21を構成する材料からなる溶加材を用いてTIG溶接する接合工程S10と、接合された金属部品20、21の表面よりも外側に突出した接合部のビードを切削する表面処理工程S11と、690系Ni合金からなる溶加材を用いてTIG溶接により、接合部30の表面30a、30bおよび接合部近傍の金属部品20、21の表面20b、20c、21b、21cにビード40を形成して、これらの両表面をビード40で覆う被覆工程S12とを具備する。
(もっと読む)
横向溶接法及びそのための接合構造
【課題】横向溶接法及びそれに適した接合構造を提供する。
【解決手段】 2つの部品間に溶接接合部を形成する方法であって、本方法は、第1の部品(100)と第2の部品(200)を整列させて、第1の部品(100)と第2の部品(200)の間に、第1の部品(100)の突出部(122)と第2の部品(200)の陥凹部(222)とを含む接合部(300)であって、突出部(122)と陥凹部(222)とが相補的な形状を有する接合部(300)を形成するステップと、各々の主軸線(140,240)が縦向きに配向されるように第1の部品(100)と第2の部品(200)を配向するステップと、接合部(300)に沿って位置した略横向配向根元開口部(310)で第1の部品(100)と第2の部品(200)を溶接するステップ(730)とを含む。
(もっと読む)
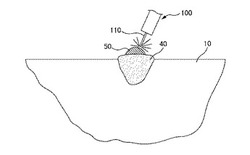
原子力施設で使用される溶接装置、先端工具案内装置および溶接方法
【課題】溶接電極に対し、溶接ワイヤを好適な供給位置へ変更することが可能な原子力施設で使用される溶接装置、先端工具案内装置および溶接方法を提供する。
【解決手段】溶接部分へ向けてアーク放電を生じさせる溶接電極50と、溶接電極50からのアーク放電によって溶融可能な溶接ワイヤWと、溶接電極50に対する溶接ワイヤWの供給位置を変更可能なワイヤノズル反転機構43と、を備え、ワイヤノズル反転機構43は、溶接部分に沿って移動する溶接電極50に対し、溶接ワイヤWが先行するように、溶接ワイヤWの供給位置を変更する。
(もっと読む)
耐疲労荷重性構造体及びその溶接法
【課題】耐疲労荷重性構造体及びその溶接法を提供する。
【解決手段】耐疲労荷重性構造体100は、第1の伸長性材料を含む耐疲労荷重性構造体100の疲労荷重受け部分204と、第2の伸長性材料を含みかつ耐疲労荷重性構造体100の疲労荷重受け部分204に固定された溶接可能な耐疲労荷重性特徴部206とを含み、第1の伸張材料は第2の伸張材料より小さい延性である。
(もっと読む)
蒸気配管、蒸気配管を使用した蒸気ボイラ
【課題】蒸気の送気に対して酸化が防止され、低価格で延性の高い蒸気配管、蒸気配管を使用した蒸気ボイラを提供する。
【解決手段】水蒸気を送気する蒸気配管Pであって、18クロムステンレスからなる鋼管の内周面PIには、内面肉盛り溶接法又は金属粉末レーザークラッド法によりインコロイまたはインコネルが溶着されてコーティング層MIが形成される。
(もっと読む)
接合されたタービン動翼部材及び接合方法
【課題】鋼とニッケル合金との融解ラインの検査の問題を克服する。
【解決手段】タービンの動翼部材10,30のための接合方法において、a)鋼から形成された第1の動翼部材10を提供するステップと、b)該第1の動翼部材10にニッケル合金バタリング層20を提供するステップと、c)ニッケル合金から形成された第2の動翼部材30を提供するステップと、d)第1の動翼部材10を第2の動翼部材30に接合するために、ニッケル合金溶接溶加材25を用いてニッケル合金バタリング層20を第2の動翼部材30に溶接するステップとを含む。
(もっと読む)
二輪車およびバギー車用フレーム材
【課題】高強度の7000系Al合金からなるAl部材の複数にて構成される、二輪車やバギー車用フレーム材において、その溶接割れ感受性を低減させると共に、強度特性に優れた溶接継手を実現する。
【解決手段】複数のAl部材を与える7000系Al合金の合金組成を、Cu:0.01〜0.50%、Mg:0.5〜2.1%、並びにZn:4.0〜8.5%を含み、残部がAl及び不可避的不純物であるように規定し、かかるAl部材の複数を溶接により一体化して、二輪車やバギー車用フレーム材を製造するに際して、溶加材として、Mg:5.5〜8.0%、Cr:0.05〜0.25%、Ti:0.25%以下、Si:0.4%以下、Fe:0.4%以下、Cu:0.1%以下、Zr:0.05%以下、及びZn:0.25%以下を含み、残部がAl及び不可避的不純物である合金組成のものを用いた。
(もっと読む)
炉内機器の予防保全方法及びその装置
【課題】原子炉圧力容器の炉内計装筒溶接部の検査を事前に実施して、ひびの有無により肉盛溶接の条件を変えることにより、施工後の信頼性に優れた予防保全工法を提供する。
【解決手段】施工対象部位を事前に検査して、ひびの有無により万一ひびが発見された場合は、肉盛溶接の厚さを肉盛溶接側へのき裂進展評価量により適正な厚さとし、また、ひびが無い場合は肉盛溶接の厚さを表面改質を考慮した最小厚さ以上の厚さとすることにより、施工時間の短縮が図れ、かつ肉盛溶接による溶接変形量も抑えた信頼性の高い予防保全工法が可能となる。
(もっと読む)
溶接材料および溶接ロータ
【課題】鉄鋼材料とNi基合金のような異材継手の溶接に適したNi−Fe基合金と、それを用いて製造される蒸気タービン用のロータを提供する。
【解決手段】質量で、Cr:14〜18%,Al:1.0〜2.5,Mo+W:2.5〜5.0%,C:0.01〜0.10%,B:0.001〜0.03%,Fe:15〜20%を含み、残部が不可避的不純物とNiとからなることを特徴とするNi−Fe基合金を溶接金属として使用した。その結果、異材溶接の場合に生じる延性,靭性の低下を抑制し、強度・延性に優れた蒸気タービン用のロータを提供することができる。
(もっと読む)
1 - 20 / 35
[ Back to top ]