
Fターム[4E081YX20]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | その他 (63)
Fターム[4E081YX20]に分類される特許
41 - 60 / 63
アーク溶接方法
【課題】溶融亜鉛めっきを施す鋼製の構造物において、めっき施工時のめっき割れを防止し、構造物を高品質に製作できるアーク溶接方法を提供する。
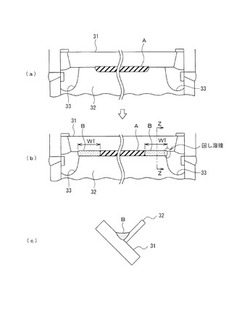
【解決手段】このアーク溶接方法は、溶融亜鉛めっきに先立ってアーク溶接により組立てる際のアーク溶接方法であって、溶融亜鉛めっきの施工時にめっき割れの発生しやすい箇所近傍を除いた部分を溶接する本溶接工程(溶接パスA)と、前記めっき割れの発生しやすい箇所近傍を溶接する回し溶接工程(溶接パスB)とを含み、両工程の間で一旦溶接を中断する。
(もっと読む)
アーク溶接方法

【課題】溶融亜鉛めっきを施す鋼製の構造物において、めっき施工時のめっき割れを防止し、構造物を高品質に製作できるアーク溶接方法を提供する。
【解決手段】溶融亜鉛めっきに先立って構造物30を溶接により組立てる際に、2層2パス以上の溶接積層を行い、その溶接積層のうち最終層の溶接パスBは、当該最終層前までに実施された溶接Aによって溶融亜鉛めっき割れを防止しようとする側の部材に生じた溶接熱影響部Hをテンパーするように積層する。
(もっと読む)
海水用ポンプの構造部材を溶接する溶接金属及び海水ポンプ
【課題】海水ポンプの構造部材の二相ステンレス鋼を溶接金属によって溶接した溶接部に生じる孔食進展を抑制することを可能にした信頼性の高い海水ポンプを得る海水用ポンプの構造部材を溶接する溶接金属を提供する。
【解決手段】海水用ポンプの構造部材を溶接する溶接金属は、海水用ポンプを構成する構造部材の母材金属に20%以上のCrを含有する二相ステンレス鋼を使用し、海水用ポンプの該構造部材を溶接してこの海水用ポンプを形成する溶接金属として、Cr量が前記構造部材の母材金属のCr量よりも多く含有し、且つMnを1%以上含有する溶接金属を用いる。
(もっと読む)
鋼管矢板の2電極ガスシールドアーク溶接方法
【課題】 鋼管矢板の本管と各種連結継手用鋼の2電極ガスシールドアーク溶接方法において、目標とする溶接金属のビード幅、ビード厚およびすみ肉溶接金属の脚長が得られる健全な溶接部を安易に高能率に溶接することができる鋼管矢板の2電極ガスシールドアーク溶接方法を提供する。
【解決手段】 鋼管矢板の本管とP−P形またはP−T形連結継手用の鋼管とを溶接する2電極ガスシールドアーク溶接方法において、本管と鋼管のフレア継手部に鋼粒または鉄粉をフレア開先幅10〜12mmの高さまで充填し、電極トーチを鋼管方向に先行電極:0〜25°、後行電極:0〜10°傾斜させ、電極間距離を先行電極および後行電極のワイヤ間で15〜40mm、ワイヤ径1.6mmで溶接電流を先行電極:490〜580A、後行電極:460〜560Aとし、ワイヤ狙い位置をフレア開先のほぼ中央にして溶接速度を1m/min以上で溶接することを特徴とする。
(もっと読む)
溶接部の補強方法
【課題】オーステナイト系ステンレス鋼の溶接部におけるSCCの発生を防止する接合部の補強方法を提供する。
【解決手段】オーステナイト系ステンレス鋼から形成される構造体1を互いに溶接する溶接部2の補強方法であって、構造体1に機械加工を施す機械加工工程と、上記機械加工工程により生成された機械加工層10をレーザー光の照射により溶融させて、上記機械加工層10にフェライトを生成するフェライト生成工程とを有するという構成を採用する。
(もっと読む)
車軸ケース
【課題】バックプレートタイプの車軸ケースよりも部品点数を削減できるだけでなく、バックプレートタイプの車軸ケースと同等以上の強度を有する車軸ケースを提供する。
【解決手段】本体12の長手方向の端面とスピンドル14の長手方向の端面の外径及び板厚を略等しくするだけでなく、図4(B)に示すように、本体12の前記長手方向端面における板厚の中心線CTと、前記スピンドル14の前記長手方向端面における板厚の中心線CTとをスムーズに繋ぐようなスピンドル形状とした。
(もっと読む)
電動機のフレーム
【課題】
溶接ダレのない電動機のフレームとし、密閉性に優れた電動機のフレームを提供する。
【解決手段】
鋼板の両側端部を湾曲させ筒状に成形加工し当接部を外周側より溶接を施した電動機のフレームであって、前記フレームの外周側からの溶接は軸方向の両開口端部に溶接逃がし部を設け、且つ、前記フレームの内周側は軸方向の両開口端部に溶接を施し、前記フレームの内周側の軸方向の少なくともどちらか一方の開口端部には、別部材を嵌着するための切削加工が施され、前記切削加工は前記フレームの内周側の軸方向の開口端部からの溶接長さより短く切削加工された電動機のフレーム。
(もっと読む)
T字型完全溶込み溶接構造体の脆性き裂伝播停止性能の品質管理方法
【課題】T継手溶接部に沿って伝播する脆性き裂の伝播を精度良く停止できる品質管理方法を提供する。
【解決手段】溶接構造体は、突合せ溶接継手によって接合された鋼板Aと、前記突合せ溶接継手と交差するように完全溶込み溶接で接合された鋼板Bと、からなり、前記鋼板Aの突合せ溶接継手における下端部近傍はCO2溶接部を形成している。本発明の品質管理方法は、前記鋼板Aの表面に生じる延性破壊領域および脆性破壊を生じない領域を有する解析モデルに基づき、前記CO2溶接部の表層部の脆性破面遷移温度、CO2溶接長、及び前記鋼板Bの脆性き裂伝播停止性能の関係式を求める第1の工程と、前記関係式に基づき、溶接構造体の脆性き裂伝播停止に有用な、前記脆性破面遷移温度等の範囲を決定する第2の工程と、を含んでいる。
(もっと読む)
溶接装置及び溶接方法
【課題】製品の位置決め精度を向上できる溶接装置及び溶接方法を提供すること。
【解決手段】
緩衝器1のアウターチューブ2の外周に嵌挿される本体部3eと、本体部3eから略平行に突出して形成され、車両のナックルに取り付けるための穴を有する一対の取付部3aと、を備えるナックルブラケット3を、アウターチューブ2の外周に仮溶接するための溶接装置100であって、アウターチューブ2にナックルブラケット3を仮溶接するための複数のスポット溶接機50と、一対の取付部3aに挟まれた状態で、アウターチューブ2とナックルブラケット3とを支持し、一対の取付部3aの間隔を規定するための固定治具30と、取付部3aの穴3bに先端を挿入させて取付部3aを固定治具30に対して押圧し、アウターチューブ2に対するナックルブラケット3の位置を決める位置決めピン20と、を備える。
(もっと読む)
鋼構成部品を製造する方法、溶接線、溶接された鋼構成部品、および軸受構成部品
本発明は、最大で1.5重量%の炭素含量を有する第1の鋼部(7)および第2の鋼部(8)を含む鋼構成部品(6、11)を製造する方法に関する。該方法は、少なくとも部分的に第1の鋼部(7)及び少なくとも部分的に第2の鋼部(8)をα/γ変態温度を超えて加熱するステップ(1)と、α/γ変態温度を超える温度で行う溶接によって第1の鋼部(7)と第2の鋼部(8)とを接合するステップ(2)と、硬化効果が回避されるように冷却するステップ(3)と、を含む。本発明はさらに、溶接線(9)、溶接された鋼構成部品(6、11)、および軸受構成部品(11、15、20、22、26、27、31)に関する。  (もっと読む)
(もっと読む)
管寄せとニッケル基合金からなる伝熱管の溶接構造
【課題】経年変化した析出強化型Ni基合金からなる伝熱管の現地での大量の取替溶接工事が容易な管寄せとNi基合金からなる伝熱管の溶接構造を提供すること。
【解決手段】経年使用後の伝熱管取替工事において、TiとAlを含有するγ’相析出強化型Ni基合金からなるボイラ伝熱管4とTiとAlを含有するγ’相析出強化型Ni基合金からなる管寄せ1とを溶接接合するに際して管寄せ1に固溶強化型ニッケル(Ni)基合金、弱析出強化型(γ’相の平衡析出量10%以下)ニッケル(Ni)基合金又は高強度オーステナイト鋼からなるスタブ管2の一端を接合し、当該スタブ管2の他端に、伝熱管4と同材質の肉厚調整用ピース5を介して新伝熱管6を接合する管寄せ1とNi基合金からなる伝熱管4の溶接構造であり、前記材質のスタブ管2は析出強化型Ni基合金伝熱管に比べ、経年使用によっても著しい硬化や延性低下が生じないので溶接割れのポテンシャルが小さく、溶接前にスタブ管先端を固溶化処理することなく、そのまま現地溶接することができる。
(もっと読む)
金属物品を処理する方法及びその処理方法により製造した物品
【課題】金属物品を処理する方法及びその処理方法により製造した物品を提供する。
【解決手段】金属物品を処理する本方法は、表面を備えた物品上にクラッディング(2)を融接するステップと、クラッディング(2)を圧縮硬化深さ処理加工するステップとを含むことができる。クラッディングの外表面から測定した平均圧縮硬化深さは、該クラッディングの厚さよりも大きくすることができる。本明細書に含まれるのはまた、本方法により製造した物品である。
(もっと読む)
供用下における鋼構造物の溶接による補修補強方法
【課題】比較的簡便な方法で、変動荷重が繰り返し作用している供用下の鋼構造物の溶接部などの損傷個所を溶接により補修補強する方法を提供する。
【解決手段】変動荷重が繰り返し作用している状況下にある補修補強個所での開口変位量の変化が0.5mm以下の状態で、該補修補強個所を片面から溶接部での割れの発生に拘わらず溶接し、この溶接後にその溶接した補修補強個所を裏面からのハツリ操作で割れを除去し、この割れ除去を確認したのちハツリ個所を完全溶け込み溶接するようにした。
(もっと読む)
蒸気タービンロータ及びその製造方法
【課題】本発明は、高圧側ロータと低圧側ロータの中間の特性を有する金属を高圧側ロータの端部に肉盛溶接することなく溶接部の強度を確保できると共に残留応力を低減できる蒸気タービンロータを提供することにある。
【解決手段】本発明は、溶接時における低圧側ロータ3の熱容量を高圧側ロータ2の熱容量よりも大きくした状態で、両者を溶接接合したのである。
これにより、溶接時に低圧側ロータ3が高温で焼鈍されることがなくなり、その結果、溶接部の強度確保と残留応力の低減を両立させるのである。
(もっと読む)
溶接方法
【課題】 溶接の構成部品について適格な修理・溶接を行う。
【解決手段】 構成部品(1、120、130、155)を溶接する溶接法であって、 500℃より高く(>500℃)、600℃より低い前記構成部品(1、120、130、155)の予熱温度を利用する。この温度によって周囲材料の降伏強度、従って、相互の拘束力を低下させることが可能である。
(もっと読む)
溶接方法及び溶接継手
【課題】 十分な強度で浸炭層又は浸炭窒化層を有する鋼材と他の鋼材とを溶接できる溶接技術を提供する。
【解決手段】 浸炭層又は浸炭窒化層を有する第1鋼材と前記第1鋼材と別の部材である第2鋼材とを溶接金属を介して溶接する溶接工程と、溶接工程後、第1鋼材と溶接金属との境界部分の温度を800〜500℃の温度範囲で8〜16秒間保持して冷却する冷却工程とを有するように冷却速度を調整する。これにより、浸炭層又は浸炭窒化層と溶接金属との境界部分近傍の浸炭層又浸炭窒化層に硬度上昇及び靱性低下を生じさせずに十分な強度で溶接することができる。
(もっと読む)
亀裂伝播予想方法
【課題】溶接残留応力を考慮しつつ、予測精度の向上を図ることが可能な亀裂伝播予想方法を提案する。
【解決手段】複数の部材が溶接接合された溶接構造体に発生した疲労亀裂の伝播予測方法であって、溶接構造体に亀裂を設けた解析モデルにおいて、亀裂先端の開口モード及び面内せん断モードの応力拡大係数を求める第一工程S4〜S6と、溶接構造体に亀裂が存在しない解析モデルにおいて、溶接接合部近傍に発生する残留応力を求める第二工程S7と、第一工程S4〜S6と第二工程S7の結果に基づいて亀裂の進展を求める第三工程S8と、を有する。
(もっと読む)
疲労耐久性に優れた船舶および船舶の疲労耐久性向上方法
【課題】本発明は、特に、LNG船、ばら積み船、コンテナ船など、船殻の内部に大きな空洞、あるいは上部に大きな開口部を有する船舶において、疲労耐久性に優れた船舶およびその疲労耐久性の向上方法を提供する。
【解決手段】上部に大きな開口部を有する溶接構造の船殻を備えた船舶であって、該船殻を構成する鋼部材の溶接部うち、その溶接止端部の断面形状の曲率半径rmmと鋼部材の厚さtmmとの関係が、r≧t/4であることを要求される溶接止端部の少なくとも一部に、曲率半径Rが1.0〜10.0mm、鋼部材表面から厚さ方向の深さDが1.0mm以下である打撃痕を有するものである。
(もっと読む)
溶接構造体
【課題】脆性亀裂の伝播を停止させる溶接構造体であって、高コストな材料または特殊なプロセスにより得られる材料を使用しなくとも、脆性亀裂が万一発生した場合にその伝播を停止させるようにした溶接構造体を提供する。
【解決手段】2枚の金属板2aが溶接により継ぎ合わされてなる接合板2と、該接合板が表面に溶接接合される被接合板6と、を備え、2枚の金属板間の溶接継手部6が、被接合板4の表面に向かって延び被接合板表面に突き当たる。溶接継手部6が被接合板表面に突き当たる突当り位置21は、被接合板4の縁から隔てられている。
(もっと読む)
耐高温腐食Ni基合金溶接構造体および熱交換器
【課題】高温腐食環境下で高い耐食性を発揮する高Si−耐高温腐食Ni基合金同士の溶接部およびその近傍の耐高温腐食性を高め、高温腐食環境下で長期間の使用可能な耐高温腐食Ni基合金溶接構造体を提供する。
【解決手段】Ni:45〜57wt%、Cr:23〜35wt%、Mo:1〜5wt%、Si:3〜6wt%、C:0.05〜0.5wt%を含有し、残部がFeおよび不可避的不純物から成る高Si−耐高温腐食Ni基合金によって形成された複数の要素部材同士が溶接接合されて成る耐高温腐食Ni基合金溶接構造体であって、前記溶接された溶接部は、その溶着金属が、一部は前記高Si−耐高温腐食Ni基合金より靭性の高い第一の溶着金属WM1であり、残りは前記高Si−耐高温腐食Ni基合金と同じ組成の第二の溶着金属WM2であり、高温腐食雰囲気に曝される面に前記第二溶着金属WM2が露呈していることを特徴とする。
(もっと読む)
41 - 60 / 63
[ Back to top ]