
Fターム[4E082AA07]の内容
Fターム[4E082AA07]の下位に属するFターム
Fターム[4E082AA07]に分類される特許
1 - 9 / 9
アーク溶接方法およびその装置
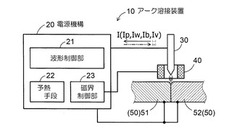
【課題】酸素を含有する金属部材を母材に用いるとき、アークを発生を抑制し、かつ溶接部位の溶け落ちを防止し、溶接部位の接合形状を従来よりも均一にする。
【解決手段】母材50には酸素含有率が10ppm以上の金属部材を用い、予熱工程と波形制御工程とを有する。予熱工程は、母材50の全部または一部を予熱する。波形制御工程は、母材50と電極30との間に流す電流Iの波形を、片極側であってピーク電流値Ipとゼロ値を含まないベース電流値Ibとの間で変化させ、電流値比(=電流振幅値Iw/電流平均値Iv)を0.5から2.0までの範囲とし、周波数を500Hz以上として、アークを発生させる。母材50を予熱するので、アークの発生時間を短く抑制できる。片極側で電流Iを変化させるので、アーク力で押しのけられた溶融金属は、アーク力が弱まった際に復元し、溶接部位の溶け落ちを防止できる。
(もっと読む)
交流非消耗電極アーク溶接制御方法

【課題】交流非消耗電極アーク溶接において、母材表面の酸化皮膜の状態、母材の温度、シールドガスのシールド状態等の溶接条件に影響されることなくアーク長を適正値に維持すること。
【解決手段】電極マイナス極性期間Ten及び電極プラス極性期間Tepを1周期とする交流の溶接電圧Vwを検出して処理し、この溶接電圧処理値が予め定めた電圧設定値と等しくなるように溶接トーチの高さを制御してアーク長Laを一定値に維持する交流非消耗電極アーク溶接制御方法において、前記溶接電圧処理値が、電極マイナス極性期間Tenの開始自転から切換時変動期間Tsが経過した後の定常期間Tc中における溶接電圧の平均値である。この溶接電圧処理値は溶接条件に影響されることなくアーク長を正確に検出することができるので、溶接条件によらずアーク長を適正値に維持することができる。
(もっと読む)
パルスアーク溶接方法及び溶接装置
【課題】狭隘部でも支障なく溶接を可能とするパルスアーク溶接方法及び溶接装置を提供する。
【解決手段】非消耗電極1と、該非消耗電極に対して平行又は略平行にフィラワイヤ2を送給するワイヤ送給装置5と、前記非消耗電極にアーク電流を印加するアーク電源4と、該アーク電源と前記ワイヤ送給装置を制御する主制御装置9を具備し、該主制御装置は前記非消耗電極にベース電流とアーク電流とを交互に印加し、前記フィラワイヤをベース電流の時に送給する様制御する。
(もっと読む)
溶接肉盛用フラックスと溶接肉盛方法
【課題】溶接用フラックスは低温から高温(アーク温度約4000℃)までの広範囲の温度領域で機能を発揮することが求められるが、接種剤は溶接時のアーク熱で溶融・溶解するので、max4000℃までの幅広い温度領域に耐えるような複数の接種剤を溶融金属プール中に均一に入いれることができなかった。
【解決手段】ゲル状フラックスを溶接母材に塗布した後にゲル状フラックスの溶媒を乾燥もしくは燃焼させて固形フラックスとして、固形フラックスの上から溶接母材に肉盛する溶接肉盛方法であり、さらに溶接トーチにネオジ磁石を配設し、磁界をかけながら溶接する溶接肉盛方法である。
(もっと読む)
2電極アーク溶接のアークスタート制御方法
【課題】 溶接開始箇所においても十分な溶け込み深さを得ることが可能な2電極アーク溶接のアークスタート制御方法を提供すること。
【解決手段】 シールドガスノズル内に配置されたワイヤWおよび非消耗電極を備えた溶接トーチBを用い、GMAアーク6aおよびプラズマアーク6bを発生させることにより溶接する2電極アーク溶接のアークスタート制御方法であって、GMAアーク6aを発生させるステップと、プラズマアーク6bを発生させたとき以降にGMAアーク6aを消弧させることにより、プラズマアーク6bのみを点弧させるステップと、プラズマアーク6bのみを点弧させるステップの後にGMAアーク6aを再び発生させるステップと、を有する。このような構成により、溶接母材Pの溶接開始箇所を予熱し、溶接開始直後から十分な溶け込み深さが得られる。
(もっと読む)
非消耗電極アーク溶接方法
【課題】非消耗電極アーク溶接において、明瞭なリップルパターンの溶接ビードを形成した上で、リップルパターンごとの溶け込みの変動を抑制し、熟練技能を有しない溶接作業者によっても容易に手動溶接を行うことができるようにする。
【解決手段】本発明は、第1電流波形Iaと第2電流波形Ibとを低周波で切り換えて溶接電流Iwを通電し、前記第1電流波形Iaは平滑された直流波形であり、前記第2電流波形Ibはその振幅が振動する波形であり、前記第1電流波形Iaの平均値と前記第2電流波形Ibの平均値とが略等しい非消耗電極アーク溶接方法である。。また、前記第2電流波形Ibは、矩形波、三角波又はサイン波状に振動する波形である。
(もっと読む)
芯入り電極使用の交流溶接方法
【課題】芯入り電極使用の交流溶接プロセスにおいて、コンタミを少なくする減少したアーク長さをもつ交流溶接機及びその使用方法を提供する。
【解決手段】第一の形状でそして第一の時間をもつ正の波形を形成し、第二の形状でそして第二の時間をもつ負の波形を形成し、該第一及び第二の形状の片方を該形状の他方の大きさよりも大きくし、そして該第一及び第二の時間の相関割合を調節して与えられたレベルよりも低いRMSを得ることを特徴とする芯入り電極使用のアーク溶接方法。
(もっと読む)
非消耗電極式ガスシールドアーク溶接における溶接電流の制御方法および電源装置
【課題】 操作が容易で、総ての電流値を定格電流の範囲内に納めることができる非消耗電極式ガスシールドアーク溶接における溶接電流の制御方法および電源装置を提供すること。
【解決手段】 交互に繰り返される第1の期間Tuと第2の期間Tdと、平均電流値Iwと、電流の振幅Iyとを定めておき、第1の期間Tuは振幅Iyのプラス側または増加する側の電流を、第2の期間Tdは振幅Iyのマイナス側または減少する側の電流を、それぞれ供給すると共に、第1の期間Tuと第2の期間Tdにおける電流値の平均値が平均電流値Iwとなるように制御する。
(もっと読む)
非消耗電極式のガスシールドアーク溶接電源
【課題】 未熟練の作業者であっても使いこなすことができ、作業能率を向上させることができる非消耗電極式のガスシールドアーク溶接電源を提供すること。
【解決手段】
溶接を行うための電流である主電流Iwの値毎に、溶接に用いるパラメータの値を定めた条件テーブル22を設けておき、設定された主電流Iwの値により溶接条件を定めるパラメータの値を一義的に定まるようにする。なお、パルス溶接を行う場合は、パルス電流Ipの電流値Ipが定格電流の最大値を超えないように、かつ、ベース電流Ibの電流値Ibが定格電流の最小値未満にならないように電流値Ipと電流値Ibを設定する。
(もっと読む)
1 - 9 / 9
[ Back to top ]