
Fターム[4E082EB11]の内容
Fターム[4E082EB11]の下位に属するFターム
Fターム[4E082EB11]に分類される特許
1 - 20 / 55
短絡アーク溶接プロセスの間に溶接入熱を増加する方法及びシステム
【課題】アーク溶接プロセスの間に溶接入熱を増加するための方法及びシステム。
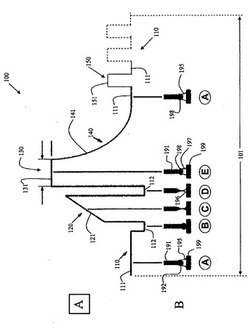
【解決手段】前進する溶接電191と金属ワークピース199との間に、電気アークパルスを発生させるように電気溶接波形100を生成する電気アーク溶接システムを使用し、電気溶接波形のサイクルは、上昇するピンチ電流レベル121を供給するピンチ電流段階120、ピーク電流レベル130を供給するピーク電流段階、低下する導出電流レベル141を供給する導出電流段階140、及びバックグラウンド電流段階111を供給するバックグラウンド電流レベル110を含むそのサイクルの少なくとも1つの加熱電流段階150が生成され、加熱電流レベル151をバックグラウンド電流段階の間に供給し、その加熱電流レベルは、バックグラウンド電流レベルの上にある。
(もっと読む)
アーク溶接方法

【課題】 安定した溶接を行うことができるアーク溶接方法を提供すること。
【解決手段】 消耗電極15のうち溶接トーチに囲まれた部位の、上記溶接トーチから母材Wへ向かう速度V2(t)が正の値である前進送給期間Tw1と、速度V2(t)が負の値である後退送給期間Tw2と、からなる単位期間Twを繰り返すアーク溶接方法であって、速度V2(t)を一周期が単位期間Twである周期関数として、消耗電極15を送給する工程と、各前進送給期間Tw1において、消耗電極15を母材Wに短絡させる工程と、各後退送給期間Tw2において、消耗電極15と母材Wとの短絡を開放する工程と、を備える。このような構成によれば、安定した溶接を行うことができる。
(もっと読む)
多電極ガスシールドアーク自動溶接装置
【課題】湯だまりの不安定化による溶接欠陥の発生を防止するとともに、ガスシールドアーク溶接の自動化に適合する多電極ガスシールドアーク自動溶接装置を提供することにある。
【解決手段】中間電極5と被溶接材料1との間の電圧を検知する電圧検知手段18と、前記電圧検知手段18により検知した電圧が入力され、短絡か否かを判定する短絡判定手段19と、電流値信号が外部より入力されるとともに、前記短絡判定手段19が短絡と判定した場合は、第1電流値I1を示す電流値信号を電流値設定信号として前記中間電極用直流電源Mに出力し、前記短絡判定手段19が短絡でないと判定した場合は、前記第1電流値I1より小さい第2電流値I2を示す電流値信号を電流値設定信号として前記中間電極用直流電源Mに出力する中間電極用電流設定手段20と、速度制御手段32と、電極送給手段27と、を備えることを特徴とする。
(もっと読む)
アーク溶接の磁場強度調整方法
【課題】磁場を利用したアーク溶接において、コストの増加や装置の大型化を回避しつつ、溶接部の磁場強度の調整が可能な技術を提供すること。
【解決手段】突き合わせたワークWをプラズマトーチ10により溶接するプラズマアーク溶接において、プラズマトーチ10が進行する接合方向に対して直交する方向の磁場BをワークWの内部に生成し、プラズマトーチ10とワークWとの間に流れる電流Iと、磁場Bとに起因したローレンツ力Fにより、アークAの先端側をプラズマトーチ10の進行方向前方に曲げてプラズマアーク溶接する際に、溶接部の磁場強度を調整するプラズマアーク溶接の磁場強度調整方法であって、プラズマトーチ10とワークWの突き合わせ部との相対位置を変更することにより、溶接部の磁場強度を調整することを特徴とする。
(もっと読む)
アーク溶接方法、溶接電源装置、およびアーク溶接システム
【課題】溶接を行う期間の全体にわたってスパッタの発生を抑制することができ且つ溶接を行う期間の全体にわたって迅速にアークを発生させることのできるアーク溶接方法およびアーク溶接システムを提供すること。
【解決手段】各アークスタート期間T1中に、消耗電極15から母材Wへ溶接電流Iwを流すことにより消耗電極15と母材Wとの間にアークa1を発生させ、各溶滴移行期間T2中に、消耗電極15から母材Wへと溶滴を移行させ、各アーク停止期間T3中に、消耗電極15と母材Wとの間のアークa1を停止させた状態を継続し、各アーク停止期間T3中に、消耗電極15を保持する溶接トーチを、母材Wに沿って溶接方向に母材Wに対し相対移動させる、各工程を備え、溶接開始時から一定期間のあいだ、各アークスタート期間T1における溶接電流Iwの絶対値の最大値を段階的に減少させる。
(もっと読む)
肉盛溶接装置及び方法
【課題】溶接トーチの位置決めを自動化する。
【解決手段】配管p上に取付ける横行レール2a、2bに沿って移動する横行台車4a、4bを走行ガイド部材5で連結する。走行ガイド部材5に案内移動される溶接走行台車6に取付けたトーチヘッド7の溶接トーチ7eに溶接機から溶接ワイヤ及び電力を供給する。トーチヘッド7は、横行レール2a、2bと同方向に配置した横行ガイド部材7aに沿う移動可能に上下部材7bを取付ける。上下部材7bに、横行ガイド部材7aと同方向の移動可能に取付けた円弧移動装置7cに沿う移動可能に、溶接トーチ7eのウィービング装置7dを取付ける。溶接トーチ7eへの溶接ワイヤ及び電力の供給を、アーク段階と短絡段階の繰り返し周期を制御して行う。シールドガスとしてアルゴンガスのみを使用する。
【効果】アーク長を適正に制御でき、高品質な肉盛溶接が自動化できる。また、希釈率が限りなく0に近い溶接が可能となる。
(もっと読む)
プラズマミグ溶接方法
【課題】1つの溶接トーチからミグアークとプラズマアークとを同時に発生させるプラズマミグ溶接方法において、ミグアークのアーク長制御をより精密に行なうこと。
【解決手段】ミグ溶接電圧Vwmを、基準電圧波形を中心電圧値とする変動範囲Vc±ΔVc内に制限してミグ溶接電圧制限値Vftを算出し、この算出値によってアーク長制御を行う。第n回目のパルス周期の開始時に、第n−1回目〜第n−k回目(kは2以上の整数)までのパルス周期のミグ溶接電圧Vwmが上記変動範囲の下限値以下であったときは、ミグ溶接電圧制限値Vftを基準電圧波形の中心電圧値Vcとして算出する。これにより、ミグ溶接電圧Vwmに重畳する異常電圧を除去することができるので、高精度のアーク長制御が可能となる。
(もっと読む)
アーク溶接制御方法
【課題】アーク期間Taが長くなり過ぎて溶滴の過熱及び巨大化が進行し、スパッタが多く発生するのを抑制する。
【解決手段】溶接ワイヤを送給すると共に、アーク期間Taと短絡期間Tsとを繰り返して溶接するアーク溶接制御方法において、アーク期間Taが予め定めた基準期間未満である第1アーク期間Ta1中は溶接ワイヤを予め定めた第1前進送給速度Ffs1で前進送給し、アーク期間Taが前記基準期間以上である第2アーク期間Ta2中は溶接ワイヤを予め定めた第2前進送給速度Ffs2で前進送給し、前記第2前進送給速度Ffs2を前記第1前進送給速度Ffs1よりも大きな値に設定する。このように前進送給速度を加速することにより短絡を速やかに発生させ、アーク期間Taが長くなるのを抑制している。
(もっと読む)
消耗電極式アーク溶接方法
【課題】アークの立ち上がり区間で、アーク切れ及びコンタクトチップと溶接ワイヤとの融着を防止し、アークが早期に安定する共に、速やかに適正な溶接ビード形状及び溶け込みが得られる消耗電極式アーク溶接方法を提供する。
【解決手段】炭酸ガスシールドの消耗電極式アーク溶接方法において、アークスタート後、定電圧特性を用いた短絡移行でアーク溶接する第1工程と、その後、溶接電流をグロビュール移行形態の電流範囲(240乃至350A)に高めて、定電圧特性でアーク溶接する第2工程と、その後、溶融プールが形成された状態で、溶接電流をパルス電流に切り替えて、グロビュール移行でアーク溶接する第3工程と、を有し、第2工程及び第3工程では、グロビュール移行域として、本溶接の送給速度でワイヤを送給する。
(もっと読む)
プラズマミグ溶接方法
【課題】1つの溶接トーチからミグアーク及びプラズマアークを発生させるプラズマミグ溶接方法において、両アークを通電する溶接電流にパルス波形を使用したときに、母材の組織の劣化及び割れを防止して、良好な溶接品質を得ること。
【解決手段】第1ピーク電流Ipmの通電と第1ベース電流Ibmの通電とを1パルス周期Tfとして繰り返すことによってミグアークを発生させ、第1ベース電流Ibmの通電期間の一部又は全部の期間中は第2ピーク電流Ippを通電し、前記パルス周期Tfのその他の期間中は第2ベース電流Ibpを通電してプラズマアークを発生させるプラズマミグ溶接方法において、第2ピーク電流Ipp及び第2ベース電流Ibpから形成されるプラズマ溶接電流Iwpの平均値が、予め定めた電流設定値と等しくなるように第2ピーク電流Ipp又はその通電期間Tppを制御する。
(もっと読む)
容器の溶接方法及び冷凍サイクル装置
【課題】気密性を確保した溶接が可能で、溶接後にスパッタの除去が不要であり、しかも溶接部に歪が発生することも抑制する。
【解決手段】
容器はCMT(Cold Metal Transfer)溶接を用いた溶接により製作される。まず、溶接すべき接合部とは異なる位置となる溶接開始点7aから溶接すべき接合部に向かってCMT溶接を開始することで捨て溶接を実施し、溶接すべき接合部に到達後、連続して溶接すべき接合部である溶接経路6をCMT溶接で本溶接を実施する。この本溶接の開始点に到達すると該本溶接の開始点付近を更に連続して重複溶接(重複溶接部9)を実施し、その後溶接すべき接合部とは異なる位置まで捨て溶接を実施して溶接終了点8aとする。
(もっと読む)
薄鋼板の重ねすみ肉アーク溶接方法及び重ねすみ肉アーク溶接継手
【課題】板厚1〜2.6mmの薄鋼板をアーク溶接する際に、溶接変形を抑制し、かつ溶着金属のぬれ性が良好でなだらかな溶接ビード形状を達成でき、さらにスパッタが発生しないアーク溶接技術を提供する。
【解決手段】薄鋼板の重ねすみ肉アーク溶接方法において、アーク溶接電源として、溶接ワイヤの送給を前進及び後退させる機能を有し、溶接ワイヤと被溶接材の間にアークを発生させる期間、溶接電流値を低くして溶接ワイヤを前進させ先端を被溶接材に接触させる期間、溶接ワイヤ先端と被溶接材が接触している状態で溶接ワイヤを通電し発熱させる期間、及び、溶接電流値を低くして溶接ワイヤを後退させ被溶接材から引き離す期間を制御することができるアーク溶接電源を用い、CO2シールドガス中で、低熱膨張溶接材料を用いて溶接することを特徴とする薄鋼板の重ねすみ肉アーク溶接方法。
(もっと読む)
プラズマアーク溶接方法,多層盛溶接方法および装置
【課題】 アークによる開先幅方向の溶接範囲が広いプラズマアーク溶接を行う。融合不良等の溶接欠陥を生じない厚板狭開先多層盛溶接を行う。
【解決手段】 プラズマトーチのプラズマアークによって被加工材を溶接するプラズマアーク溶接において、電磁コイルが発生する磁界を、プラズマトーチのノズル近傍に配置した磁性体を介して、プラズマトーチと被加工材との間のプラズマアークに印加し、前記電磁コイルに流す電流によって前記被加工材に対するプラズマアークの指向方向を制御する、ことを特徴とする。電磁コイルの通電を間断して、あるいは通電極性を交互に切換えて、プラズマアークの指向方向を開先幅方向にオシレートする。
(もっと読む)
アーク溶接方法
【課題】 よりきれいなビードを形成できるアーク溶接方法を提供すること。
【解決手段】 消耗電極15と母材との間にアークを発生させることにより溶滴移行させる第1工程と、アークを発生させつつ上記母材に形成される溶融池を冷却する第2工程とを交互に繰り返すアーク溶接方法であって、上記第1工程は、消耗電極15の極性が+となるEP期間Tepおよび消耗電極15の極性が−となるEN期間Tenからなる単位周期Teを繰り返す交流パルス電流を消耗電極15と母材との間に流すことによって行われ、上記交流パルス電流は、EP期間Tenにおいてピーク値iw1pを有する波形であり、EP期間Tepは、ピーク値iw1pに達する前の前半期間Tuと、ピーク値iw1pに達した後の後半期間Td,Tbとを有しており、後半期間Td,Tbの間に第1工程から第2工程に移行する。
(もっと読む)
パルスアーク溶接方法及び溶接装置
【課題】狭隘部でも支障なく溶接を可能とするパルスアーク溶接方法及び溶接装置を提供する。
【解決手段】非消耗電極1と、該非消耗電極に対して平行又は略平行にフィラワイヤ2を送給するワイヤ送給装置5と、前記非消耗電極にアーク電流を印加するアーク電源4と、該アーク電源と前記ワイヤ送給装置を制御する主制御装置9を具備し、該主制御装置は前記非消耗電極にベース電流とアーク電流とを交互に印加し、前記フィラワイヤをベース電流の時に送給する様制御する。
(もっと読む)
アーク溶接方法
【課題】消耗電極アーク溶接において、溶接の反復によって溶接トーチの温度が上昇し、溶接電流値が減少して溶接品質が悪くなることを抑制すること。
【解決手段】溶接期間Ta中は溶接トーチから溶接ワイヤを溶接電流設定値Irに対応した送給速度Fwで送給して溶接電流Iwを通電して溶接を行い、休止期間Tb中は溶接ワイヤの送給を停止して溶接を休止し、これらの期間を繰り返して溶接を行うアーク溶接方法において、前記溶接期間Ta中の前記溶接電流I1を検出し、前記溶接電流設定値Irと前記溶接電流検出値I1との偏差に応じて前記休止期間Tbを設定する。これにより、溶接トーチの温度が上昇したことを前記偏差によって間接的に検出して前記休止期間を長くするので、溶接トーチの温度を低下させることができ溶接への悪影響を抑制することができる。
(もっと読む)
消耗電極アーク溶接のくびれ検出制御方法
【課題】短絡を伴うグロビュール移行溶接及び短絡を伴うスプレー移行溶接においても、溶滴のくびれの発生を高制度に検出すること。
【解決手段】短絡状態からアークが再発生する前兆現象である溶滴のくびれの発生を検出し、このくびれの発生を検出すると短絡負荷に通電する溶接電流を減少させてアークを再発生させるように出力制御する消耗電極アーク溶接のくびれ検出制御方法において、短絡状態中の溶滴移行をCCDカメラCMによって所定周期ごとに撮像し、撮像された溶滴移行画像を画像処理回路GCによって処理してくびれの発生を検出する。撮像された溶滴移行画像に同一の判別領域を設定し、この判別領域における溶滴像が占める面積を算出し、この面積が基準値未満になったことを判別することによってくびれの発生を検出する。画像によってくびれを直接的に検出するので、高精度なくびれの検出が可能となる。
(もっと読む)
アーク溶接装置
【課題】従来の反復溶接では、事前に本電流やクレータ電流をの設定を変更することはできるが、溶接中に行うものではなかった。
【解決手段】トーチスイッチを有する溶接トーチを備えたアーク溶接装置であって、トーチスイッチが操作されると初期電流指令値を出力し、その後トーチスイッチが操作されると本溶接電流指令値まで電流指令値を増加し、その後トーチスイッチが操作されるとクレータ電流指令値まで電流指令値を減少する反復溶接と、この反復溶接の溶接電流指令値の増加あるいは減少中にトーチスイッチを操作することで本溶接電流やクレータ電流とは異なる電流指令値を実現する可変反復溶接を行い、反復溶接と可変反復溶接とを切り替えて溶接を行う。
(もっと読む)
片側水平すみ肉ガスシールドアーク溶接方法
【課題】下板および立板からなる水平すみ肉溶接用部材の該立板が傾斜した、すみ肉角度が90°超の水平すみ肉部の溶接を行う片側水平すみ肉ガスシールドアーク溶接方法において、仮付け溶接ビードが有る箇所においても深い溶け込みが得られ、スパッタ発生量の少ない方法を提供する。
【解決手段】ソリッドワイヤを用いて、ワイヤ送給速度:15〜17m/min、パルスピーク電流(Ip):480〜600A、パルスベース電流(Ib):30〜80A、パルス周波数:200〜300Hzで、かつパルスピーク電流(Ip)とパルスピーク時間(Tp)が下記(1)式を満足するパルスを付加して溶接を行う。480≦Ip[A]×Tp[msec]≦900・・・・(1)
(もっと読む)
溶接継手部の保全装置及び保全方法
【課題】圧力容器に設けられる複数のノズルの溶接継手部を短期間で保全できる溶接継手部の保全装置及び保全方法を提供する。
【解決手段】原子炉の圧力容器1に複数設けられたノズル3と配管4との間に形成される溶接継手部5の内面に肉盛溶接をする溶接継手部5の保全装置6において、圧力容器1の上方に圧力容器1の中心軸回りに回転可能な構造体7を配置し、構造体7に圧力容器1内に上下に離間して配置される一対の基部9、10を吊設し、これら基部9、10に、ノズル3内に挿入されると共に溶接継手部5の内面に開先加工し、かつ、肉盛溶接するノズルプラグ装置13、14をレール部材11、12を介して径方向に移動可能に、かつ、基部9、10間に位置するように設けると共に、一方のノズルプラグ装置13が圧力容器1の中心部にあるとき他方のノズルプラグ装置14を圧力容器1の外周部に退避させるように他方のレール部材12が一方のノズルプラグ装置13の移動方向と交差する方向に移動可能に設けられたものである。
(もっと読む)
1 - 20 / 55
[ Back to top ]