
Fターム[4E082EF27]の内容
Fターム[4E082EF27]に分類される特許
1 - 4 / 4
薄鋼板の重ねすみ肉アーク溶接方法及び重ねすみ肉アーク溶接継手
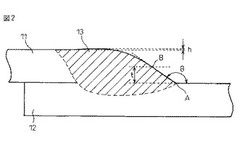
【課題】板厚1〜2.6mmの薄鋼板をアーク溶接する際に、溶接変形を抑制し、かつ溶着金属のぬれ性が良好でなだらかな溶接ビード形状を達成でき、さらにスパッタが発生しないアーク溶接技術を提供する。
【解決手段】薄鋼板の重ねすみ肉アーク溶接方法において、アーク溶接電源として、溶接ワイヤの送給を前進及び後退させる機能を有し、溶接ワイヤと被溶接材の間にアークを発生させる期間、溶接電流値を低くして溶接ワイヤを前進させ先端を被溶接材に接触させる期間、溶接ワイヤ先端と被溶接材が接触している状態で溶接ワイヤを通電し発熱させる期間、及び、溶接電流値を低くして溶接ワイヤを後退させ被溶接材から引き離す期間を制御することができるアーク溶接電源を用い、CO2シールドガス中で、低熱膨張溶接材料を用いて溶接することを特徴とする薄鋼板の重ねすみ肉アーク溶接方法。
(もっと読む)
ステッチパルス溶接装置

【課題】所望のビード形状を指定するだけで必要な溶接条件(電流、電圧、時間)が自動的に設定されるステッチパルス溶接装置を提供する。
【解決手段】溶接トーチを停止した状態でアークを発生させ、所定の溶接時間の経過後にアークを停止した後、溶接トーチを溶接進行方向に所定の移動ピッチだけ離間したアーク再開始点に移動させてアークを再発生することを繰り返しながら、1回のアーク発生で形成される溶接痕であるウロコを重ね合わせてワーク上に溶接ビードを形成するステッチパルス溶接装置1において、溶接条件Tcとウロコ直径値Srとの対応関係を記憶した溶接条件データベース部21と、ウロコ直径値Srを入力として溶接条件データベース部21から溶接条件Tcを算出する溶接条件算出部22と、ウロコ重ね率Lrを設定することによって移動ピッチMpを自動的に算出する移動ピッチ算出部25を備えた。
(もっと読む)
ステッチパルス溶接装置
【課題】溶接ビードの形状を事前に確認でき、意図通りのビード形状を形成できるステッチパルス溶接装置を提供する。
【解決手段】予め設定された溶接条件に基づき、溶接トーチを停止した状態でアークを発生させ、溶接時間の経過後にアークを停止した後、溶接トーチを溶接進行方向に所定の移動ピッチだけ離間したアーク再開始点に移動させてアークを再発生することを繰り返しながら1回のアーク発生で形成される溶接痕であるウロコを重ね合わせてワーク上に溶接ビードを形成するステッチパルス溶接装置1において、溶接条件Tcとウロコ直径値Srとの対応関係を予め記憶した溶接条件データベース部21と、溶接条件Tcを入力として溶接条件データベース部21からウロコ直径値Srを算出するウロコ直径算出部22と、溶接ビードの形状情報Ydを操作手段TPの表示部41に表示する表示処理部24と、を備えた。
(もっと読む)
消耗電極アーク溶接方法
【課題】 板厚の異なる板材から形成される継手を消耗電極アーク溶接方法によって高品質に溶接する。
【解決手段】 本発明は、溶接トーチをウィービングさせ、ウィービング中の溶接トーチ位置Ptが予め定めた溶接法切換位置p1を第1の境界として厚板側にあるときは電極プラス極性直流アーク溶接を行い、ウィービング中の溶接トーチ位置Ptが前記第1の境界よりも薄板側にあるときは電極マイナス極性直流アーク溶接を行い、ウィービング中の溶接トーチ位置Ptが前記溶接法切換位置p1又は予め定めた送給速度切換位置p2を第2の境界として厚板側にあるときは送給速度Frを予め定めた電極プラス極性送給速度Frpにし、ウィービング中の溶接トーチ位置Ptが前記第2の境界よりも薄板側にあるときは送給速度Frを予め定めた電極マイナス極性送給速度Frnにする消耗電極アーク溶接方法である。
(もっと読む)
1 - 4 / 4
[ Back to top ]