
Fターム[4E084BA14]の内容
溶接用非金属材料(フラックス) (4,852) | 金属成分系 (1,397) | 金属単体 (1,201) | V (47)
Fターム[4E084BA14]に分類される特許
1 - 20 / 47
半自動アーク溶接法
【課題】半自動アーク溶接ではソリッドワイヤやフラックスを封入したフラックス入りワイヤを使用するが、ソリッドワイヤではフラックスの機能がなく、フラックス入りワイヤではワイヤの断面積が限定されるため所要のフラックスをワイヤに封入することができず、スパッタの抑制や溶接品質や溶接能率に満足できなかった。また、シールドガスは空気を遮断するだけであり積極的に溶接性を向上させる機能はなかった。
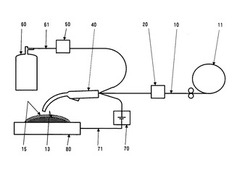
【解決手段】溶接ワイヤに塗布機にて液体フラックスを塗布することでフラックス入りワイヤはもちろんソリッドワイヤでもフラックス機能を生かした溶接が可能となった。かつ気化装置に充填した液体フラックスにシールドガスを導いて気化せしめて、シールドガスと混合した混合シールドガスを生成し、この混合ガスを溶接トーチに導いて溶接ことでシールドとフラックス機能を併せ持つ溶接が可能となった。
(もっと読む)
高張力鋼ガスシールドアーク溶接用フラックス入りワイヤ
【課題】溶接作業性に優れ、機械的性質の優れた溶接金属が得られる高張力鋼ガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】上記フラックス入りワイヤにおいて、(a)ワイヤの全質量に対する質量%で、(a1)C:0.03〜0.10%、Si:0.25〜0.70%、Mn:1.0〜3.0%、Ni:1.0〜3.5%、Ti:0.01〜1.0%、Mg:0.1〜0.9%、B:0.001〜0.015%、Al:0.05%以下、Cr:0.05%以下を含有し、かつ、(a2)フラックスに、TiO2:2.5〜7.5%、SiO2:0.1〜0.5%、ZrO2:0.2〜0.9%、Al2O3:0.1〜0.4%、弗素化合物の1種又は2種以上:F換算値の合計で0.41〜1.00%を含有し、(b)下記式の値が0.30〜1.30で、残部が、Fe、アーク安定剤、及び、不可避不純物からなり、(c)上記ワイヤの全水素量が、ワイヤ全体に対する質量比で15ppm以下である。(弗素化合物の1種又は2種以上のF換算値の合計+Mg)/(1/2(TiO2+ZrO2+Al2O3)+SiO2)
(もっと読む)
サブマージアーク肉盛溶接用フラックス

【課題】高温及び激しい摩耗に曝され、水蒸気腐食しやすい環境下で使用される部材の肉盛溶接部において、優れた耐高温磨耗性及び耐水蒸気腐食性が得られるサブマージアーク肉盛溶接用フラックスを提供する。
【解決手段】サブマージアーク肉盛溶接用フラックス1は、SiO2、MgO、金属炭酸塩及び金属フッ化物の含有量、造滓剤としての作用を有するAl2O3及びZrO2の総量、並びにアーク安定剤としての作用を有するK2O及びNa2Oの総量が最適化され、C及びCrを適量含有することにより、溶接部に優れた耐高温磨耗性及び耐水蒸気腐食性が得られ、フラックス中の塩基性成分と酸化性成分とが最適なバランスで添加されることにより、高温環境下においても、溶接部に優れた耐割れ性が得られる。
(もっと読む)
クリープ特性に優れた溶接金属
【課題】優れたクリープ特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属、およびこのような溶接金属を備えた溶接構造体を提供する。
【解決手段】所定の化学成分組成を有し、下記(1)式によって規定されるA値が200以上であり、且つ円相当直径で0.40μm以上の炭化物の平均円相当直径が0.85μm未満であると共に、溶接金属中に存在する粒界のうち炭化物が存在する長さの割合が25%以上である。
A値=([V]/51+[Nb]/93)/{[V]×([Cr]/5+[Mo]/2)}×104 …(1)
但し、[V],[Nb],[Cr]および[Mo]は、夫々溶接金属中のV,Nb,CrおよびMoの含有量(質量%)を示す。
(もっと読む)
サブマージアーク溶接用フラックス入りワイヤ
【課題】低酸素化及び低水素化により高強度及び高靭性の溶接金属を優れた溶接作業性で得ることができるサブマージアーク溶接用フラックス入りワイヤを提供する。
【解決手段】外皮とフラックスとの合計成分で、ワイヤ全質量あたり、C:0.04乃至0.19質量%、Si:0.05乃至1.30質量%、Mn:0.60乃至2.80質量%、Cr:1.00乃至5.80質量%、Mo:0.30乃至1.50質量%、Fe:70乃至95質量%、Mg:0.10乃至1.20質量%、BaF2:0.10乃至6.00質量%を含有する。また、金属炭酸塩をCO2換算で2.0質量%以下、金属弗化物をF換算で2.5質量%以下、Vを0.10乃至0.50質量%、Nbを0.01乃至0.05質量%含有することができる。更に、CaF2及びBaF2のいずれか一方又は双方を10質量%以下含有する焼結型フラックスを使用することもできる。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】全姿勢溶接での溶接作業性が良好で、AW及びPWHT後の溶接金属の強度及び低温靭性に優れ、PWHT後の溶接金属の強度がAWのものよりも大きく低下してしまうのを抑制することを可能とするガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】ワイヤ全質量に対する質量%で、C:0.02〜0.08%、Si:0.1〜1.0%、Mn:1.0〜2.5%、Ni:0.1〜3.0%、B:0.002〜0.015%、Mg:0.1〜0.8%、V:0.021〜(0.055−0.01×[Mn%])%、TiO2換算値の合計:3.0〜8.0%、Al2O3換算値の合計:0.1〜1.2%、SiO2換算値の合計:0.1〜1.0%、F換算値の合計:0.01〜0.3%を含有し、P:0.02%以下、Nb:0.015%以下であることを特徴とする。
(もっと読む)
フラックス入りワイヤ
【課題】軟鋼または高張力鋼からなる鋼板の片面突合せ継手溶接の初層溶接部で問題となる耐高温割れ性に優れ、全姿勢溶接における溶接作業性および溶接金属の機械的性質が優れたフラックス入りワイヤを提供する。
【解決手段】軟鋼または高張力鋼からなる鋼板の溶接に使用され、鋼製外皮内にフラックスを充填してなるフラックス入りワイヤであって、ワイヤ全質量に対するフラックス充填率が所定量であり、ワイヤ全質量に対して、C、Si、Mn、Ti、TiO2、Al、Al2O3、B、N、Ni(0質量%を含む)、Cu(0質量%を含む)を所定量含有し、10≧(Ni+14×C+0.29×Mn+0.30×Cu)/(1.5×Si)≧2.5(式における元素記号は、その元素の含有量(質量%)を表す)を満足することを特徴とする。
(もっと読む)
フラックス入り溶接ワイヤ及びこれを用いた肉盛溶接のアーク溶接方法
【課題】溶着速度、溶着効率が大きいという長所を持つフラックス入り溶接ワイヤを用いて肉盛溶接をした場合に、良好な溶接作業性および低希釈率を実現するとともに、耐食性に優れた溶接部を得ることができるフラックス入り溶接ワイヤおよび肉盛溶接のアーク溶接方法を提供することを課題とする。
【解決手段】外皮内にフラックスが充填されるとともに、純Arをシールドガスとして使用するガスシールドアーク溶接用のフラックス入り溶接ワイヤであって、前記フラックス入り溶接ワイヤ全質量に対し、C:0.20質量%以下、Si:15.00質量%以下、Mn:20.00質量%以下、P:0.0500質量%以下、S:0.0500質量%以下、Cr:15.0〜50.0質量%、を含有し、残部がFe及び不可避不純物で構成されることを特徴とする。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】全姿勢溶接での溶接作業性が良好で、AW及びPWHT後の溶接金属の強度及び低温靭性に優れ、PWHT後の溶接金属の強度がAWのものよりも大きく低下してしまうのを抑制することを可能とするガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】ワイヤ全質量に対する質量%で、C:0.02〜0.08%、Si:0.1〜1.0%、Mn:1.0〜2.5%、Ni:0.1〜3.0%、B:0.002〜0.015%、Mg:0.1〜0.8%、V:0.021〜(0.055−0.01×[Mn%])%、Ti酸化物及び金属TiのTiO2換算値の合計:3.0〜8.0%、Al酸化物及び金属AlのAl2O3換算値の合計:0.1〜1.2%、Si酸化物のSiO2換算値の合計:0.1〜1.0%を含有し、P:0.02%以下、Nb:0.015%以下であることを特徴とする。
(もっと読む)
高張力鋼用炭酸ガスシールドアーク溶接用フラックス入りワイヤ
【課題】シールドガスとして100%炭酸ガスを用いる耐力690MPa以上の高張力鋼の溶接に使用され、優れた溶接作業性が得られるとともに、優れた機械的性能の溶接金属が得られる高張力鋼用炭酸ガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】ワイヤ全質量に対する質量%でC:0.03〜0.10%、Si:0.1〜0.4%、Mn:2.0〜4.0%、Ni:1.0〜3.5%、Al:0.06〜1.5%、Mo:0.10〜1.00%を含有し、Cr:0.1〜1.0%、Nb:0.01〜0.05%、V:0.01〜0.05%1種以上を含有し、TiO2:2.5〜7.5%、SiO2:0.1〜0.5%、ZrO2:0.2〜0.9%、Al2O3:0.1〜0.4%、弗素化合物の1種以上のF換算値の合計:0.01〜0.4%を含有し、ワイヤの全水素量がワイヤ全体に対する質量比で15ppm以下であるワイヤとする。
(もっと読む)
細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ
【課題】3電極以上の細径多電極サブマージアーク溶接に用いて好適な、径3.2mm以下の、溶接金属の低温靭性に優れるフラックス入り溶接ワイヤを提供する。
【解決手段】径3.2mm以下、且つ、鋼製外皮およびフラックス成分の合計がワイヤ全質量%で、C:0.04〜0.22%、Si:0.1〜0.6%、Mn:1.0〜3.0%、Ni:10.0%以下(0%を含む)、Mo:3.0%以下(0%を含む)、Mg:0.1〜1.0%,Ti:0.01〜0.25%、REM:0.1〜0.5%を含有し、更に必要に応じて、B2O3:0.1〜0.5%、Cu:0.5%以下、Cr:1.0%以下、V:0.1%以下、Nb:0.05%以下の1種または2種以上、残部がFeおよび不可避的不純物からなり、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率)が10〜40%であることを特徴とするフラックス入り溶接ワイヤ。
(もっと読む)
細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ
【課題】3電極以上の細径多電極サブマージアーク溶接に用いて好適な、径3.2mm以下の溶接金属の低温靭性に優れるフラックス入り溶接ワイヤを提供する。
【解決手段】ワイヤ全成分組成が質量%で、C:0.04〜0.22%、Si:0.1〜0.6%、Mn:1.0〜3.0%、Ti:0.01〜0.25%、REM:0.01〜0.5%、更に、Ni:10.0%以下、Mo:3.0%以下の1種又は2種を含有し、必要に応じて、B2O3;0.1〜0.5%、Cu:0.5%以下を含有し、残部がFeおよび不可避的不純物からなり、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率)が10〜40%であるフラックス入り溶接ワイヤ。
(もっと読む)
硬化肉盛用MIGアーク溶接ワイヤおよび硬化肉盛用MIGアーク溶接方法
【課題】ヒューム発生量、スパッタ発生量、および、スラグ発生量を低減させることができ、かつ平坦なビード形状と適度に小さな溶込み深さを有する硬化肉盛溶接金属を得ることができる硬化肉盛用MIGアーク溶接ワイヤおよび硬化肉盛用MIGアーク溶接方法を提供する。
【解決手段】
硬化肉盛用MIGアーク溶接ワイヤは、シールドガスとして、純Arガスを用いるワイヤであって、外皮として帯鋼または鋼管を用い、内部にフラックスを充填して伸線したフラックス入りワイヤであり、前記フラックス中に、ワイヤ全質量換算で、C,Si,Mn,P,S,TiO2とZrO2とAl2O3との合計(TiO2+ZrO2+Al2O3)を所定量含有し、かつ前記Siと前記Mnとの合計(Si+Mn)を規定し、さらに、前記ワイヤに対する総フラックス質量比を規定し、溶接後における溶接金属のビッカース硬度が200以上となることを特徴とする。
(もっと読む)
溶接用ワイヤ
本発明は、保護ガスを使用するガスメタルアーク溶接、フラックスコアードアーク溶接、及びフラックスを使用するサブマージドアーク溶接など、アーク溶接に使用する溶接用ワイヤに関するものであって、溶接時、アーク熱により溶けて溶滴になるコア層と、上記コア層の表面に形成され、低いイオン化エネルギーを有する元素からなるイオン化電位層とを含むことを特徴にして、安定したアークと金属移行モードが表れるようにして、短絡及びスパッタの発生を減少させることによって、溶接の品質を向上させることができる溶接用ワイヤを提供する。  (もっと読む)
(もっと読む)
ガスシールド溶接用フラックス入りワイヤ
【課題】全姿勢溶接における溶接作業性及び靭性が優れ、溶接後熱処理を行った後の溶接金属でも良好な靭性が得られるガスシールド溶接用フラックス入りワイヤを提供する。
【解決手段】ワイヤ全質量に対する質量%で、CaO:0.3〜8.0%、金属弗化物:1.0〜8.0%を必須とするスラグ剤を含有し、さらに合金成分として、C:0.03〜0.30%、Si:0.2〜1.5%、Mn:0.5〜2.5%、Al:0.002〜0.05%、Nb:0.010%以下、V:0.010%以下を含有し、残部が鉄、アーク安定剤および不可避的不純物からなり、X=[C]+[Si]/24+[Mn]/6+[Ni]/40+[Cr]/5+[Mo]/4+[Cu]/40+[Ti]/30+5×[B]が0.20〜1.2%であり、さらに、Y=[Nb]+[V]/2+[Ti]/20が0.012%以下となるように規制したことを特徴とする。
(もっと読む)
フラックス入り高張力鋼用溶接ワイヤ及びその製造方法
【課題】 引張強さが950MPa級以上である高張力鋼にも一般的に使用可能なフラックス入り高張力鋼用溶接ワイヤ及びその製造方法を提供する。
【解決手段】 鋼製外皮の内部に、少なくとも金属または合金を含有するフラックスが充填されたフラックス入りワイヤにおいて、ワイヤ全質量に対する質量%で、C:0.04〜0.30%、Si:0.2〜2.0%、Mn:0.3〜2.5%、P:0.02%以下、S:0.02%以下、Al:0.002〜0.05%、Ni:1.0〜12%、Mg:0.01〜2.0%含有し、残部が鉄および不可避的不純物からなり、炭素当量(Ceq)が0.25〜1.2%であり、さらに、フラックス入りワイヤに充填するフラックスの平均粒径が30〜300μmであり、鋼製外皮に外気侵入の危険性のあるスリット状の継ぎ目が無いことを特徴とする。
(もっと読む)
溶接金属
【課題】耐高温割れ性、機械的性質に優れた溶接金属を提供する。
【解決手段】溶接金属は、C:0.01〜0.10質量%、Si:0.7質量%以下、Mn:0.5〜3.0質量%、Ti:0.05〜0.50質量%、Al:0.02〜0.10質量%、O:0.03〜0.10質量%、Mg:0.0002〜0.01質量%、P:0.03質量%以下、S:0.02質量%以下、N:0.002〜0.01質量%、B:0.0003〜0.005質量%、を含有し、残部がFe及び不可避的不純物からなり、かつ、前記溶接金属に含まれる円相当直径が0.5〜5.0μmのTi−Al−Si−Mn−Mg系酸化物を構成する金属元素の比率が、Ti:30〜70原子%、Al:30〜70原子%、Si:15原子%以下、Mn:15原子%以下、Mg:10原子%以下、の範囲内である。
(もっと読む)
高張力鋼用フラックス入りワイヤ
【課題】全姿勢で高能率な溶接が可能で、且つ、低温靭性および耐割れ性に優れた、耐力690MPa以上の高張力鋼溶接用フラックス入りワイヤを提供する。
【解決手段】本発明は、ワイヤ全質量に対する質量%で、C:0.03〜0.10%、Si:0.1〜0.4%、Mn:1.0〜3.0%、Ni:1.0〜3.5%、Al:0.06〜1.5%を含有し、Cr:0.1〜1.0%、Mo:0.1〜1.0%、Nb:0.01〜0.05%、V:0.01〜0.05%の1種又は2種以上を含有し、且つフラックスに、TiO2:2.5〜7.5%、SiO2:0.1〜0.5%、ZrO2:0.2〜0.9%、Al2O3:0.1〜0.4%、弗素化合物の1種又は2種以上のF換算値の合計:0.01〜0.4%を含有し、残部は、Fe、アーク安定剤および不可避不純物からなり、ワイヤの全水素量が15ppm以下であることを特徴とする。
(もっと読む)
ガスシールドアーク溶接方法
【課題】遅れ割れを防止すると共に予熱温度を低下させて溶接工程全体の作業効率を向上させることができるガスシールドアーク溶接方法を提供する。
【解決手段】引張強さが570N/mm2以上又は溶接割れ感受性指数PCMが0.24%以上であり、板厚が16mm以上である鋼板500をガスシールドアーク溶接する。コンタクトチップ100は、その基端部側に設けられた導電性の給電部110と、先端側に設けられ非導電性で送出ワイヤを案内するガイド部120とを有する。ガイド部120は、コンタクトチップ100の先端から5乃至70mmまでの範囲に設けられる。ワイヤ突出長Lは30mm以下である。溶接ワイヤ300は1mmあたりの電気抵抗が80μΩ以上である。
(もっと読む)
薄鋼板の隅肉アーク溶接方法
【課題】 溶接速度80cm/min超150cm/min以下でも、溶接止端部形状が良好で、溶接継手の疲労特性を向上させることのできる、薄鋼板の隅肉アーク溶接方法を提供する。
【解決手段】 本発明は、1.6〜6mm厚の鋼板の隅肉アーク溶接を、フラックス入りワイヤを用いた溶接速度80cm/min超150cm/min以下のガスシールドアーク溶接で行う際、前記鋼板とアーク溶接用フラックス入りワイヤとを、{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるように組み合わせることを特徴とする。
(もっと読む)
1 - 20 / 47
[ Back to top ]