
Fターム[4E084DA33]の内容
溶接用非金属材料(フラックス) (4,852) | フラックスの種類・用途 (363) | 心線(ワイヤ)表面処理用 (35)
Fターム[4E084DA33]に分類される特許
1 - 20 / 35
Ni基合金溶接金属、Ni基合金被覆アーク溶接棒
【課題】良好な耐割れ性及びビード外観を有するNi基合金溶接金属、及びこれを得るために使用され溶接作業性が良好なNi基合金被覆アーク溶接棒を提供する。
【解決手段】Ni基合金溶接金属中のCr、Fe、Mn、Ti、Si、Cu、N、Al、C、Mg、Mo、B、Zr、Nb+Taの含有量を適正に規定し、不可避的不純物中のCo、P及びS量を規制する。特に、Mnの含有量を適正な範囲で規定することにより、耐割れ性が高い溶接金属が得られ、B及びZrを規制成分として適正に規制することにより、ピット及びブローホール等の溶接欠陥の発生も抑制される。Ni基合金被覆アーク溶接棒については、フラックス成分としてのスラグ形成剤、金属弗化物及び炭酸塩の含有量を適正な範囲で規定し、フラックス中のMn、Nb+Ta及びFe量を規制することにより、溶接作業性が良好であり、良好なビード外観を有する溶接金属が得られる。
(もっと読む)
異材接合方法

【課題】鋼材とアルミニウム系材とを異材接合させた複合構造材の引張剪断強度を高く維持しつつ、ピール強度を高くすることができる異材接合方法を提供する。
【解決手段】CsFを20乃至60質量%含有し、残部が実質的にKAlFからなるフラックスを、単位面積当たりの塗布量を0.5乃至5mg/cm2として接合部側の鋼板表面に塗布し、Si:1.75乃至2.1質量%を含有し、残部がアルミニウム及び不可避的不純物からなるソリッドワイヤを供給しつつ、前記アルミニウム又はアルミニウム合金材と鋼材とを溶融溶接する。
(もっと読む)
溶接用銅めっきソリッドワイヤ
【課題】長時間の連続溶接を可能とするワイヤ送給性に優れた溶接用銅めっきソリッドワイヤを提供する。
【解決手段】炭酸ガスシールドアーク溶接に用いる溶接用銅めっきソリッドワイヤであって、表面に、潤滑油および固形潤滑剤が塗布されたものである。この溶接用銅めっきソリッドワイヤの表面に、付着している銅粉および鉄粉は、粉径が20μmを超えず、当該溶接用銅めっきソリッドワイヤ10kgあたり合計0.10g以下であり、表面に、当該溶接用銅めっきソリッドワイヤ10kgあたりで、前記潤滑油として動植物油または鉱物油:0.4〜2.0g、および前記固形潤滑剤として粒径0.1〜10μmの二硫化モリブデン:0.03〜0.15gが、付着していることを特徴とする。
(もっと読む)
マグネシウム溶接線の製造方法
【課題】表面清浄性に優れるマグネシウム溶接線、及びこの製造方法を提供する。
【解決手段】本発明溶接線は、純マグネシウム又はマグネシウム基合金からなる押出材などの母材に伸線加工を施した後、得られた伸線材の表面にシェービング加工を施して得られる。伸線後にシェービング加工を施すことで、伸線の際に利用する潤滑剤や被膜を効果的に除去すると共に、伸線加工中に生成された酸化物を効果的に除去することができる。そのため、得られた溶接線は、表面清浄性に優れる。伸線加工の潤滑剤には、洗浄や脱脂処理により除去が容易な油性潤滑剤や湿式潤滑剤を利用することが好ましい。
(もっと読む)
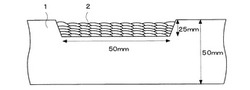
スパイラル鋼管の製造方法およびスパイラル鋼管
【課題】高い生産性が得られる内外面連続溶接を用いて効率よく製造でき、十分な靭性を有する溶接金属部を備えたスパイラル鋼管を提供する。
【解決手段】鋼帯1をスパイラル状に巻きながら鋼帯の幅方向端面同士を内外面のうち一方の面に対する溶接により先行溶接金属部4を形成した後、連続して他方の面に対する溶接により後続溶接金属部を形成し、所定の化学組成である溶接金属部を有する管状体5を形成する工程と、溶接金属部を1000℃以上1150℃以下に5秒以上20分以下の間加熱する加熱工程と、加熱工程の後、900℃から500℃の間の前記溶接金属部を平均冷却速度10℃/秒以上で冷却する工程と、溶接金属部を300℃以上600℃以下の温度で板厚25.4mm当たり5分以上90分以下の時間加熱保持して焼き戻し処理する工程とを備えるスパイラル鋼管の製造方法とする。
(もっと読む)
ガスシールドアーク溶接用ワイヤ
【課題】 長尺のライナを使用し、かつ屈曲箇所の多い場合においても短時間から長時間の溶接に至るまで良好なワイヤ送給性およびアークが安定した溶接を行うことができるガスシールドアーク溶接用ワイヤを提供する。
【解決手段】 ガスシールドアーク溶接用ワイヤ表面長手方向に不連続な長溝をワイヤ円周方向に複数有し、該長溝内に二硫化モリブデンがワイヤ10kg当り0.01〜0.50g固着されており、さらに常温で液体である潤滑油の1種以上からなる送給潤滑剤がワイヤ10kg当たり0.1〜2.5g付着していることを特徴とする。また、長溝内にワイヤ10kg当たり四弗化エチレンがF換算値で0.003〜0.05g固着されていることも特徴とするガスシールドアーク溶接用ワイヤ。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】 長尺のライナを使用し、かつ屈曲箇所の多い場合においても短時間から長時間の溶接に至るまでワイヤ送給性が良好でチップ摩耗が少なく、アークが安定した溶接を行うことができるガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 ガスシールドアーク溶接用フラックス入りワイヤ表面長手方向に不連続な長溝をワイヤ円周方向に複数有し、該長溝内にワイヤ10kg当り二硫化モリブデンが0.2〜2.0gおよび炭酸石灰がCa換算値で0.05〜0.4g固着されており、さらに常温で液体である潤滑油の1種以上からなる送給潤滑剤がワイヤ10kg当たり0.1〜2.5g付着していることを特徴とする。また、長溝内にワイヤ10kg当り四弗化エチレンがF換算値で0.05〜0.5g固着されていることも特徴とするガスシールドアーク溶接用フラックス入りワイヤ。
(もっと読む)
フラックス入り溶接ワイヤ
【課題】フラックス入り溶接ワイヤの真円度が確保され、前記細径となっても、溶接施工時に巻き戻して繰り出されるワイヤの溶接機への供給性に悪影響を及ぼさず、供給性が良くなる、フラックス入り溶接ワイヤを提供することを目的とする。
【解決手段】帯鋼1の長手方向の端部同士を順次突き合せて溶接により接続し、長尺の帯鋼を素材として製造された細径フラックス入り溶接ワイヤ3aであって、素材帯鋼1における鋼板の剪断の際に発生したかえり2、2の向きを、各帯鋼1の上方に向けた上で帯鋼1の長手方向の端部同士が接続されており、溶接ワイヤ3aの外皮とされた帯鋼1のシーム部分5において、かえり2、2が溶接ワイヤ3aの外側に向かって存在しないか、存在するかえり2、2の向きが溶接ワイヤ3aの内側に向いていることとする。
(もっと読む)
ガスシールドアーク溶接方法
【課題】遅れ割れを防止すると共に予熱温度を低下させて溶接工程全体の作業効率を向上させることができるガスシールドアーク溶接方法を提供する。
【解決手段】引張強さが570N/mm2以上又は溶接割れ感受性指数PCMが0.24%以上であり、板厚が16mm以上である鋼板500をガスシールドアーク溶接する。コンタクトチップ100は、その基端部側に設けられた導電性の給電部110と、先端側に設けられ非導電性で送出ワイヤを案内するガイド部120とを有する。ガイド部120は、コンタクトチップ100の先端から5乃至70mmまでの範囲に設けられる。ワイヤ突出長Lは30mm以下である。溶接ワイヤ300は1mmあたりの電気抵抗が80μΩ以上である。
(もっと読む)
サブマージアーク溶接による、金属基体の表面被覆方法
【課題】均一被覆が得られるサブマージアーク溶接法の提供。
【解決手段】単数または複数の消耗電極ワイヤーすなわち電極コードを用い、サブマージアーク溶接法によって金属基体の表面を被覆する方法である。合金元素として12〜35重量%のCrを含む、予め合金化された、水によるアトマイズ金属粉末を、前記消耗電極ワイヤーすなわち電極コードの外側に磁気的に付着させて溶融浴に供給することを含み、前記金属基体がロールであることを特徴とする。
(もっと読む)
ガスシールドアーク溶接用ワイヤ
【課題】 長尺のライナを使用し、かつ屈曲箇所の多い場合においても短時間から長時間の溶接に至るまで良好なワイヤ送給性およびアークが安定した溶接を行うことができるガスシールドアーク溶接用ワイヤを提供する。
【解決手段】 ガスシールドアーク溶接用ワイヤ表面長手方向に不連続な長溝をワイヤ円周方向に複数有し、該長溝に二硫化モリブデンがワイヤ10kg当り0.005〜0.20g固着されており、さらに常温で液体である潤滑油の1種以上からなる送給潤滑剤がワイヤ10kg当たり0.5〜3.0g付着していることを特徴とする。また、送給潤滑剤にワイヤ10kg当たり二硫化モリブデンを0.005〜0.25g、リン脂質を0.008〜0.10gさらに有することも特徴とするガスシールドアーク溶接用ワイヤ。
(もっと読む)
ガスシールドアーク溶接用ワイヤ
【課題】 長尺のライナを使用し、かつ屈曲箇所の多い場合においても短時間から長時間の溶接に至るまで良好なワイヤ送給性およびアークが安定した溶接を行うことができるガスシールドアーク溶接用ワイヤを提供する。
【解決手段】 ガスシールドアーク溶接用ワイヤ表面長手方向に不連続な長溝をワイヤ円周方向に複数有し、該長溝に二硫化モリブデンがワイヤ10kg当り0.005〜0.20g固着されており、さらに油脂またはエステルの1種以上の基油に硫黄含有量が5〜20質量%の硫化油脂、硫化エステル、硫化脂肪酸または硫化オレフィンの1種または2種以上を11〜80質量%含有し、その他不可避不純物からなる送給潤滑剤がワイヤ10kg当たり0.5〜3.0g付着していることを特徴とする。
(もっと読む)
溶極式パルスアーク溶接方法
【課題】スパッタの発生量を十分に小さくすることができる溶極式パルスアーク溶接方法を提供する。
【解決手段】 電極ワイヤの先端と母材間に周期的なパルス電流を供給してパルス毎にアーク放電を生じさせる溶極式パルスアーク溶接方法において、上記パルス電流のパルス立下り領域での電流変化速度を700A/ms以上に設定するとともに、電極ワイヤの表面に塗布した植物油中のカリウム含有量を、ワイヤ10kg当たり5mg以上でかつ50mg以下に設定する。
(もっと読む)
炭酸ガス溶接用ソリッドワイヤ
【課題】狭開先施工においても十分な溶け込みが得られ、強度及び靭性等の機械的性能が優れた溶接金属が得られる炭酸ガス溶接用ソリッドワイヤを提供する。
【解決手段】C:0.03乃至0.10質量%、Si:0.67乃至1.00質量%、Mn:1.81乃至2.50質量%、S:0.006乃至0.018質量%、Ti:0.100乃至0.150質量%、B:0.0015乃至0.0070質量%、めっき分含むCu:0.10乃至0.45質量%以下を含有し、パラメータPBS及びPMTがPBS≦10、PMT≦32を満足し、P:0.020質量%以下、Nb:0.04質量%以下、V:0.04質量%以下、Al:0.04質量%以下に規制し、残部Fe及び不可避的不純物である。PBS=[B]×[S]×105、PMT=[Mn]×[Ti]×102
(もっと読む)
ガスシールドアーク溶接用めっきなし鋼ワイヤ
【課題】 長尺のライナを使用し、かつ屈曲箇所の多い場合においても短時間から長時間の溶接に至るまでワイヤ送給性が良好でチップ摩耗が少なく、アークが安定した溶接を行うことができるガスシールドアーク溶接用めっきなし鋼ワイヤを提供する。
【解決手段】 ガスシールドアーク溶接用めっきなし鋼ワイヤ表面に油脂またはエステルの1種以上の基油に硫黄含有量が5〜20質量%の硫化油脂、硫化エステル、硫化脂肪酸または硫化オレフィンの1種以上を15〜60質量%、二硫化モリブデンを8〜30質量%、油溶性高分子化合物の1種以上を5〜15質量%含有し、その他不可避不純物からなる送給潤滑剤がワイヤ10kg当たり0.5〜3.0g付着していることを特徴とする。
(もっと読む)
ガスシールドアーク溶接用銅めっきワイヤ
【課題】 長尺のライナを使用し、かつ屈曲箇所の多い場合においても短時間から長時間の溶接に至るまで良好なワイヤ送給性およびアークが安定した溶接を行うことができるガスシールドアーク溶接用銅めっきワイヤを提供する。
【解決手段】 ガスシールドアーク溶接用銅めっきワイヤ表面に油脂またはエステルの1種以上の基油に硫黄含有量が5〜20質量%の硫化油脂、硫化エステル、硫化脂肪酸または硫化オレフィンの1種または2種以上を15〜60質量%、二硫化モリブデンを8〜30質量%、油溶性高分子化合物の1種以上を5〜15質量%含有し、その他不可避不純物からなる送給潤滑剤がワイヤ10kg当たり0.5〜3.0g付着していることを特徴とする。
(もっと読む)
ガスシールドアーク溶接方法
【課題】厚鋼板を狭開先(すなわち開先角度50°以下)で突合せ溶接する際に安定した溶け込みが得られ、初層の高温割れを防止し、かつ溶接ビードの外観が良好なガスシールドアーク溶接方法を提供する。
【解決手段】溶接トーチをオシレートさせながら溶接を行なうガスシールドアーク溶接方法において、オシレートの溶接線に平行な成分が10〜45mmの範囲内で毎分30〜150回オシレートさせながら開先角度50°以下のガスシールドアーク溶接を行なう。
(もっと読む)
ガスシールドアーク溶接用銅めっきソリッドワイヤ
【課題】 軟質で長尺のコンジットケーブルを使用して長時間溶接する場合においても、ワイヤ送給性が良好で、かつ、チップの摩耗が少なくアークが安定なガスシールドアーク溶接用銅めっきソリッドワイヤを提供する。
【解決手段】 ガスシールドアーク溶接用銅めっきソリッドワイヤにおいて、めっき厚さが0.3〜1.1μmのワイヤ表面にワイヤ10kg当たり常温で液体の潤滑油を0.3〜1.5gおよびカリウムを0.004〜0.25g有し、金属粉および金属粉以外の固形分の付着量が合計で0.30g以下であることを特徴とする。また、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.005〜0.25g、リン脂質を0.008〜0.10g含むことも特徴とする。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤおよび亜鉛めっき鋼板とステンレス鋼板の溶接方法
【課題】 耐食性が良好で、ブローホールやピットの発生が極めて少なく、溶接作業性が良好なステンレス鋼溶接用フラックス入りワイヤおよび亜鉛めっき鋼板とステンレス鋼の溶接方法を提供する。
【解決手段】 金属外皮内にフラックスを充填してなるガスシールドアーク溶接用フラックス入りワイヤにおいて、金属外皮およびフラックス中にワイヤ全質量に対して質量%で、C:0.01〜0.05%、Si:0.10〜0.45%、Mn:0.2〜1.0%、Cr:13〜20%、Nb:0.5〜1.0%、Cu:0.01〜0.3%、Al:0.2〜0.8%、Ti:0.1〜0.8%を含有し、残部はFeおよび不可避的不純物からなることを特徴とする。また、前記ガスシールドアーク溶接用フラックス入りワイヤを用いて亜鉛めっき鋼板または亜鉛めっき棒鋼とステンレス鋼板の重ね継手、T継手またはフレア継手溶接を行うことも特徴とする。
(もっと読む)
ソリッドワイヤ
【課題】溶接のコストアップを最小限に抑えつつ、ワイヤの送給安定性、耐溶落ち性、耐アンダカット性、耐割れ性に優れ、スラグおよびスパッタが発生しにくく、且つ、母材と同等以上の溶接金属の硬度を有し、脆弱破壊を起こさないソリッドワイヤを提供する。
【解決手段】Cを0.020〜0.100質量%、Siを0.25〜1.10質量%、Mnを1.20〜1.65質量%、Pを0.008〜0.017質量%、Sを0.045〜0.150質量%、Oを0.0050質量%以下、Nを0.0050質量%以下で含有し、且つ、P×(O+N)×105≦15を満足し、残部がFeおよび不純物からなり、当該不純物が、Tiを0.15質量%以下、Bを0.0050質量%以下、さらに、Cr、Ni、Al、Nb、V、Zr、LaおよびCeの少なくとも一種をそれぞれ0.20質量%以下で含有してなるソリッドワイヤ。
(もっと読む)
1 - 20 / 35
[ Back to top ]