
Fターム[4E087BA05]の内容
Fターム[4E087BA05]に分類される特許
1 - 20 / 41
金属ボタンの成形方法
【課題】金属ボタンの成形方法を提供する。
【解決手段】金属ボタンの成形方法は、下記ステップを備える。まず、殻体用金属材料を提供する。そして、殻体用金属材料に対してスタンピングを行って、薄い殻体と、収容部と、複数の第1の丸い角と、を有するボタン殻体を形成する。それから、金属充填用ブランクをボタン殻体の収容部に設置する。その後、鍛造圧力で金属充填用ブランクを押してボタン殻体の収容部に填充に充填させることで、中が詰まっている金属ボタンを形成する。
(もっと読む)
高強度−高剛性ベータチタニウム合金を製造する方法

【課題】引張伸びの特性に影響することなく機械的特性を向上させるベータチタニウム合金の製造方法を提供する。
【解決手段】ベータチタニウム合金にホウ素を導入することによって、TiB沈殿物を生成する工程;上記合金のベータ転移温度より高い温度において、上記TiB沈殿物を有するチタニウム合金を、均質化により熱処理する工程;上記ベータ転移温度より低い温度において、上記熱処理した合金を、熱金属加工する工程;上記ベータ転移温度より低い温度において、上記熱金属加工した合金を、溶体化処理により熱処理する工程;および、上記ベータ転移温度より低い温度において、上記溶体化処理した合金をエイジングする工程;を包含する、高強度、高剛性のベータチタニウムを製造する方法。
(もっと読む)
ボス成形治具およびボス成形方法
【課題】 本発明は、金属板にネジ付きのボス成形を行なうボス成形治具、およびボス成形方法に関するものである。
【解決手段】 本発明のボス成形治具は、円柱底面に開口する円筒形状の空洞を円柱と円筒の中心軸を合わせて形成し、円柱底面の縁部の円環の面を加工面として加工対象の金属材に押圧され回転するボス成形部と、ボス成形部の中空の中心軸に、ボス成形部とは回転および昇降自在に配置され、表面がネジ立てされた棒状のネジ成形部とを有する、よう構成する。
(もっと読む)
熱間および冷間での加工性に優れた高強度α+β型チタン合金及びその製造方法並びにチタン合金製品
【課題】ボルト、ナット等のファスナー類や、自動車エンジン周りの強度部品などの用途に最適な熱間・冷間加工性に優れたチタン合金を提供する。
【解決手段】質量%で、1.0〜3.5%のAl、0.5〜1.4%のFe、0.2〜0.5%のO、0.03%以下のNを含有し、残部Tiおよび不純物からなる室温での全伸びが22%を超えることを特徴とする、熱間加工性及び、冷間加工性に優れた高強度チタン合金、および、上記組成範囲のチタン合金をβ変態点−120℃からβ変態点−20℃の範囲に加熱保持して水冷相当の速度にて冷却することを特徴とする熱間加工性及び、冷間加工性に優れた高強度チタン合金の製造方法、および、上記高強度チタン合金に対し、熱間加工、あるいはさらに、冷間加工を行うことにより製造したボルト、ナットなどのファスナー、ならびに、コネクティングロッドやエンジンバルブなどの自動車エンジン周り部材などの強度部品。
(もっと読む)
ニアネットシェイプ鍛造のためのシステムと方法
【課題】ダイ温度がα−β温度範囲付近である必要がない、α−β温度範囲でのチタン及びチタン合金のニアネットシェイプ鍛造のための改良された方法を提供する。
【解決手段】チタンビレット12をα−β温度範囲内の温度に加熱し、チタンビレットの温度より約500°F低い温度を有する第1のダイ18中にチタンビレットを押し出す。チタン部品をニアネットシェイプ鍛造するためのシステム10は、α−β温度範囲内の温度を有するチタンビレット、及びチタンビレットと接触しているパンチ14を含んでいる。チタンビレットと近接してチタンビレットを受容する第1のダイは、チタンビレットの温度より約500°F低い温度を有する。
(もっと読む)
チタン合金鍛造材の製造方法
【課題】材料特性の変動が長手方向及び肉厚方向のいずれの方向へも小さいとともに鍛造後の表面疵が少ないチタン合金鍛造材を、金型を加熱しなくとも製造する。
【解決手段】鍛造素材に与える歪速度が正弦波の周期で変化する機械駆動の高速鍛造機を用い、α+β型のチタン合金からなる鍛造素材に、(圧下前の鍛造素材の幅―圧下後の鍛造素材の幅)として規定される圧下量d(mm)と、圧下後の鍛造素材をずらして未圧下の部分を次パスで圧下する際のずらし量である送り量L(mm)と、1秒当たりの鍛造素材の圧下回数である圧下ピッチp(回/秒)と、(鍛造素材の表面積/鍛造素材の体積)として規定される放熱指数Aとが、4.0≦dLp/100A≦6.0を満足するように、圧下量d、送り量L及び圧下ピッチpのうちの少なくとも一つを制御しながら、自由鍛造を行う。
(もっと読む)
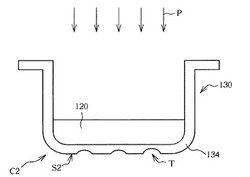
レーザ充填および適度なHIP圧縮成形によるチタンブレードの修理方法
本発明は、金属部品の修理方法で、損傷部品に前記金属の粉末を噴霧によって前記損傷部品を充填することによる修理方法であって、プロセスが、前記粉末を使用して前記損傷部品をレーザ充填するステップと、その後に、熱間等静圧圧縮成形するステップであって、前記熱間等静圧圧縮成形時に加えられる最高温度は前記金属の再結晶温度を超えないステップとを含むことを特徴とする方法に関する。 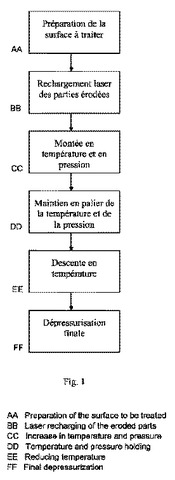 (もっと読む)
(もっと読む)
難加工性金属材料を多軸鍛造処理する方法、それを実施する装置、および金属材料
【課題】従来の降温多軸鍛造処理法に比べて、産業レベルでの適用により適したより簡便な工程で、難加工性材料に多量の歪みを導入することの可能な加工方法を提供する。
【解決手段】難加工性金属材料を多軸鍛造処理する方法であって、(a)難加工性金属材料からなる被加工体を準備するステップと、(b)前記被加工体を、相互に直交する3つの鍛造方向に沿って順次鍛造する処理を、1サイクル以上実施するステップと、を有し、前記ステップ(b)は、最大100℃以下の温度環境において、各1回の鍛造で導入される歪み量が0.01〜0.2の範囲となるように行われることを特徴とする方法。
(もっと読む)
チタン合金部品の応力緩和熱処理
【課題】チタン合金部品の応力緩和熱処理の提供。
【解決手段】本発明は、チタン合金部品の製造方法であって、上記部品の内部応力を緩和する熱処理を行い、当該熱処理では、「Tbt」で表されるβ変態(β転移)温度よりも高い温度「T1」で上記部品を保持し、上記部品がクリープ現象によって自由に変形することを特徴とする製造方法に関する。また、本発明は、上記製造方法を行うための工具にも関する。
(もっと読む)
金属加工方法及びボス形成冶具
【課題】美麗な外観が容易に得られ、且つ筺体との間の機械的強度が高いボスを形成できる金属加工方法及びボス形成冶具を提供する。
【解決手段】金属板30に加工冶具1を回転させながら押し当てて金属を塑性流動させ、加工冶具1の溝内に金属を進入させてボス(突起)31を形成する。加工冶具1の加工面の縁部には突出部1cを設ける。この突出部1cが壁となり、加工冶具1の側方に移動しようとする金属が押し戻される。その結果、バリや金属板30の裏面に窪みが発生することが抑制される。
(もっと読む)
γチタン−アルミニウム−母合金から鍛造片を製造する方法
【課題】γチタン−アルミニウム−母合金から鍛造片を製造する方法において、チタン−アルミナイド材料の困難で費用のかかる処理を改善する。
【解決手段】円柱状又は棒状原材料が、1つ又は複数の段階で、形成すべき鍛造片が体積集中を示す個所において、通電又は誘導により、断面にわたって1150°より高い温度に加熱され、力の作用により変形特に据込み鍛造変形されこうして長さ範囲にわたって異なる断面積を持つ鍛造素材が製造され、この素材が1つ又は複数の後続段階で、変形温度への加熱後特に鍛造型において最終変形される。
(もっと読む)
工作物を加熱成形する方法及び放熱を減少する手段
【課題】公知の方法の欠点を克服する工作物の新しい変形方法を提示する。
【解決手段】金属又は金属化合物から成る工作物又は原材料を、鍛造又は圧延のような体積変形により1000℃以上の温度で高温成形する方法において、最初の段階において工作物の表面が、酸化物相、添加剤、接着剤又は結合剤から成る被覆手段で少なくとも部分的に覆われ、被覆が硬化され、それから後続段階において、変形温度まで工作物又は原材料の十分な加熱による加熱が行われ、それから工作物又は原材料が成形手段の所へ搬送され、成形手段により成形体又は圧延製品に加工されるか又は鍛造されるか又は圧延される。
(もっと読む)
ゴルフクラブヘッドの鍛造方法及びそのための金型
【課題】廃品の量を抑えることができる上、鍛造素材の加熱時間も製造過程にかかるコストも削減できる鍛造方法及びそのための金型を提供する。
【解決手段】鍛造素材を加熱する鍛造素材の加熱工程と、前記加熱した鍛造素材を、それ自体の、鍛造により目的物を形成するためのキャビティを外側に連通させている隙間が設けてある金型に置く鍛造素材置き工程と、前記隙間から前記鍛造素材に圧力を掛け、該鍛造素材を、前記金型のキャビティ内に充満するように塑性変形させる鍛圧工程とからなる鍛造方法。
(もっと読む)
チタン合金熱機械的部品の鍛造方法
本発明は、熱機械的部品を鍛造する方法であって、βトランザス温度Tbを有するチタン合金で製造されるビレットを提供するステップと、ブランクが完成される鍛造操作を実行する前に、βトランザス温度Tbより低い温度T1で前記ビレットのブランクを鍛造する少なくとも1つのステップを実行するステップと、ブランクが完成される鍛造操作を実行する前に、βトランザス温度Tbより高い温度T2で前記ブランクを最終鍛造するステップを実行するステップとを含む。ブランク鍛造ステップの前記鍛造操作は、前記ビレットのいずれの点においても最小変化率より大きい変形を達成することを特徴とする。本発明は、タービンエンジンの回転部品に有用である。 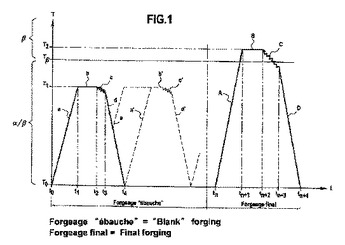 (もっと読む)
(もっと読む)
初期β鍛造によってチタン部品を製造する方法
本発明は、チタン合金部品を製造する方法に関し:部品の温度が実質的に均一になるまで部品を温度T1に加熱して、続いて部品の初期鍛造の操作を行い、続いてただちに部品を周囲温度まで焼戻すことと、部品を温度T2に加熱して、続いて温度T2までの部品の最終鍛造のための操作を行い、続いてただちに部品を焼戻すこととを含み、最終鍛造操作は、部品にこの最終形状を与えることが可能であり、温度T1は前記合金のβ−トランサス温度より高く、温度T2はβ−トランサス温度よりも低く、β−トランサス温度より上での部品の加熱が、温度T1への加熱のみであり、初期鍛造は最終鍛造に先行し、前記初期鍛造は、部品の温度が実質的に均一になれば行われ、本方法は、初期鍛造の直後の焼戻しが150℃/分より高い速度で行われ、初期鍛造の間の変形率は0.7より大きいことを特徴とする。 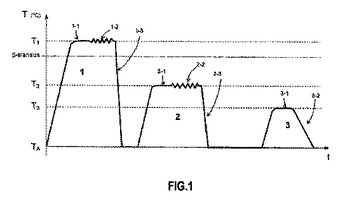 (もっと読む)
(もっと読む)
超音波処置装置、並びに、超音波処置装置用超音波プローブ及びその製造方法
【課題】超音波処置装置用超音波プローブをチタン材の素材から形成するのに好適な製造方法を提供する。
【解決手段】超音波処置装置用超音波プローブの製造方法は、チタン材で形成されている棒状の素材58を準備する準備工程と、素材58の少なくとも一端側を減面成形金型52を用いて減面成形する減面成形工程と、を具備することを特徴とする。
(もっと読む)
チタン材料およびその製造方法
【課題】従来に比べ、強度に優れたチタン材料を提供すること。比較的簡単に強度に優れたチタン材料を得ることが可能な製造方法を提供すること。
【解決手段】常温、常圧でα相とω相とが混在しているチタン材料とする。ω相の割合は、1〜99質量%の範囲内にあると良い。上記チタン材料は、準備したチタン材料(純チタン、αチタン合金、α+βチタン合金)に対して、1.5GPa以上の圧力下で加工歪0.5以上の塑性加工を施すことにより得ることができる。上記塑性加工時におけるチタン材料の表面温度は700℃以下であると良い。
(もっと読む)
TiAl基合金及びその製造方法並びにそれを用いた動翼
【課題】耐酸化性に優れ、且つ、高温強度の高い熱間鍛造TiAl基合金及びその製造方法を提供する。
【解決手段】Al:(40+a)原子%と、Nb:b原子%とを含有し、残部がTi及び不可避的不純物からなるTiAl基合金であって、前記a及びbが以下の式(1)及び(2):
0≦a≦2 (1)
3+a≦b≦7+a (2)
を満たすTiAl基合金。Al:(40+a)原子%と、Nb:b原子%とを含有し、更にV:c原子%、Cr:d原子%、及びMo:e原子%から選択される1種以上の元素を含有し、残部がTi及び不可避的不純物からなるTiAl基合金であって、前記a乃至eが以下の式(3)乃至(9):
0≦a≦2 (3)
3+a≦b+1.0c+1.8d+3.8e≦7+a (4)
b≧2 (5)
c≧0 (6)
d≧0 (7)
e≧0 (8)
c+d+e>0 (9)
を満たすTiAl基合金。
(もっと読む)
破断分割型コンロッド、内燃機関、輸送機器および破断分割型コンロッドの製造方法
【課題】破断工法によって容易に分割可能で、且つ、再組み性に優れたチタン合金製の破断分割型コンロッドおよびその製造方法を提供する。
【解決手段】本発明によるコンロッドは、α+β型チタン合金から形成され、ロッド本体10と、ロッド本体10の一端に設けられた大端部30とを備え、大端部30が破断分割された破断分割型コンロッドである。ロッド本体10の組織は、等軸α組織であり、大端部30の破断面Fの組織は、針状α組織である。
(もっと読む)
TiAl金属間化合物基合金の成型方法、及び、当該成型方法により成型した成型物
【課題】酸化による損耗を招くことなく、酸化層や母材変質層の除去並びに軟化熱処理を必要とせず、ニアネット成型が可能なTiAl合金の成型方法を提供する。
【解決手段】TiAl金属間化合物基合金の成型方法であって、Mn(マンガン)又はV(バナジウム)を含有する板状のTiAl金属間化合物基合金を真空又は不活性雰囲気下にて1150℃以上1250℃以下に所定の時間保持した状態でホットプレス装置により型材を用いてホットプレスして凹状に成型することを特徴とするTiAl金属間化合物基合金の成型方法。
(もっと読む)
1 - 20 / 41
[ Back to top ]