
Fターム[4E087CA35]の内容
Fターム[4E087CA35]に分類される特許
1 - 20 / 59
歯車の製造方法
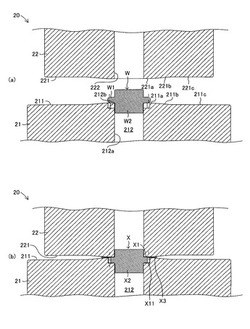
【課題】 より成形圧力が低減された冷間鍛造による歯車の製造方法を提供すること。
【解決手段】 外歯歯車Pの歯先円直径よりも大きい外径を有する大径部W1と大径部W1の径よりも小さい外径を有する小径部W2が形成された歯車素材Wを歯部成形ダイス21に載置し、歯部成形パンチ22で歯部成形ダイス21に載置された歯車素材Wの大径部W1を加圧して、大径部W1を歯型キャビティ部212bに押し込むことにより歯部X11を成形するとともに、加圧により流動する歯車素材Wの余剰部分が歯部成形パンチ22の型合わせ面221と歯部成形ダイス21の型合わせ面211との間の隙間を流れることによって歯部X11から径方向外方に延出するバリ部X3を形成する歯部成形工程と、バリ部X3を除去するバリ除去工程と、を含む、歯車の製造方法とすること。
(もっと読む)
軸肥大加工用スリーブ、軸肥大加工装置及びこれを用いた軸肥大加工方法

【課題】棒状のワークピースに対して軸肥大加工を施して肥大部を形成すると同時に、ワークピースの端部に対しても加工することができる軸肥大加工用スリーブ、軸肥大加工装置及びこれを用いた軸肥大加工方法を提供する。
【解決手段】金属製のワークピース2を軸線Aに沿って縮める方向に加圧し、前記軸線Aと交差する方向にエネルギを加えて前記ワークピース2の任意の部位を肥大させる際に、前記ワークピース2の端部を保持する軸肥大加工用スリーブ1であって、前記ワークピース2が挿入される穴部5aと、該穴部5aの任意の断面における少なくとも一部の内周面に形成され、前記穴部5a内に挿入された前記ワークピース2の外径よりも内側に形成されている一又は複数の縮径部13とを備えた。
(もっと読む)
スイング弁における弁体、その製造方法及びその弁体を備えた再熱蒸気止弁
【課題】スイング弁における弁体とスイングアームとの連結部位に十分な衝撃吸収性を持たせるようにする。
【解決手段】弁体20の素材である耐熱鋼の鋼塊100に対して、据込み及び鍛伸を施すことにより、該耐熱鋼の多角柱体130を得る多角柱体形成ステップS10と、多角柱体の端部をタップ鍛造して径小部140bと成し、この径小部と径大部140aとを有する段付体140を得る段付体形成ステップS20と、段付体における径小部を孔台500における孔510に挿入して、段付体をその軸方向Zに据込むことにより、突起付円盤体150を得る突起付円盤体形成ステップS30と、突起付円盤体における径小部150bから、突起部20bが形成され、且つ径大部150aから本体20aが形成されるように、突起付円盤体を加工成型する加工成型ステップS40とを備える。
(もっと読む)
鍛造材の製造方法
【課題】 据込鍛造時の変形量を素材長手方向の両側から調整することにより座屈の問題を解決し、尚且つ歩留りの向上や工数の低減することができる鍛造材を提供する。
【解決手段】 柱状素材の一方端の型押し部となる第1押え型と、前記柱状素材の他方端の型押し部となる第2押え型と、これらの押え型の間にあって柱状の型空間を有する中間型とを具備する金型セットにより、据込鍛造を行なう鍛造材の製造方法であって、前記中間型の型空間に加熱した柱状素材を挿入し、前記第1押え型を下方に配置し、前記第2押え型を上方に配置して、前記第2押え型側から前記柱状素材を軸方向に所定長さ据込圧下する第1据込鍛造工程を行い、次いで前記柱状素材とともに前記金型セットの上下を反転させ、前記第2押え型を下方に配置し、前記第1押え型を上方に配置して、前記第1押え型側から前記柱状素材を軸方向に所定長さ据込圧下する第2据込鍛造工程を行う鍛造材の製造方法。
(もっと読む)
複合部材の製造方法及び複合部材
【課題】第1部材の貫通孔に第2部材を貫通して固定した複合部材において、第2部材に対して第1部材を精度よく強固に固定できる複合部材及びその製造方法を提供する。
【解決手段】第1部材11に第2部材12より大きい貫通孔13を設けて貫通孔13に第2部材12を貫通させ、貫通孔13内の第2部材12に圧縮応力を生じさせつつせん断応力を繰り返し生じさせることで第2部材12を部分的に肥大化し、第2部材12の肥大部位が貫通孔13に圧接することで第2部材12の周囲に第1部材11を固定する方法であり、貫通孔13には、小径孔部23と大径孔部24と小径孔部23及び大径孔部24間に環状の孔内面段差部26と、を設け、第2部材12には、小径軸部33と大径軸部34と小径軸部33及び大径軸部34間に孔内面段差部21に対向する環状の軸外面段差部22と、を設け、孔内面段差部21と軸外面段差部22とを圧接させつつ第2部材12を肥大化する。
(もっと読む)
プレスによる寸法圧縮加工方法及び増厚加工方法
【課題】プレスを用いて所定の部位の寸法を圧縮もしくは増厚する寸法圧縮加工方法及び増厚加工方法を提供する
【解決手段】本発明に係るプレスによる寸法圧縮加工方法によれば、第1のプレス工程により減少した長さ寸法(L2)を維持したまま、対象部位5の平坦化を行うことができる。従って、対象部位5を平坦としながら長さ寸法を単純に圧縮することができる。また、本発明に係るプレスによる増厚加工方法によれば、圧縮領域26の材料を圧縮領域26以外の領域28に塑性流動させることができる。これにより、圧縮領域26以外の特定の領域28の増肉、増厚を図ることができる。
(もっと読む)
歯形部品の製造方法、歯形部品の製造装置、歯形部品
【課題】成形型の寿命の向上を図ることができる歯形部品の製造方法、歯形部品の製造装置、歯形部品を提供すること。
【解決手段】本発明の一態様は、円柱状の素材10をもとに成形型を用いて製造するデフピニオンギヤ12の製造方法において、素材10の外周面22の一部を拘束しつつ素材10の中央部分27に対し軸方向に向かって荷重を加えて素材の構成材料を外側に向かって流動させて素材10の外側部分43に傘歯車部11を形成する時に、素材10の外周面22の拘束域を減らしつつ、素材10の中間部分45の構成材料を材料逃げ部32に向かって軸方向に流動させて突起部46を形成し、荷重が最も大きくなった時に、傘歯車部11と歯形成形型16との間および突起部46と歯形成形型16との間に空間33,47を設けておくこと、を特徴とする。
(もっと読む)
軸肥大加工方法
【課題】薄いフランジ状の肥大部を棒状のワークピースに一体として形成することができ、且つ肥大部の強度も確保することができる軸肥大加工方法を提供する。
【解決手段】金属棒材のワークピースが配置されるべき基準線に沿って互いに接離可能な一対のホルダユニットが離間した状態で、ワークピースの両端をそれぞれ一対のホルダユニットで保持する保持プロセスと、一対のホルダユニットを基準線に沿って互いに近接する方向に相対的に押し込み、ワークピースを軸方向に縮める方向に加圧する圧縮プロセスと、ワークピースの軸線と交差する方向にエネルギを加え、該エネルギを加えた部位にワークピースよりも大径の肥大部を形成する肥大プロセスとを含む、第1工程と、肥大部を焼鈍する焼鈍工程と、第1工程と同様のプロセスを含む第2工程であって、肥大プロセスにて、肥大部にエネルギを加える第2工程とを備えた。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度が付与された部分と、切削加工性を向上させるために降伏強度が抑えられた部分とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材を、TVC+50℃以上、1350℃以下となるように加熱する加熱処理工程と、前記被加工材の高強度化させる部分について、1000℃以上、前記加熱処理工程における加熱温度以下とし、かつ、前記被加工材の低強度化させる部分について、AC3点以上、950℃以下として、熱間鍛造を行い、当該熱間鍛造により当該低強度化させる部分の相当歪量を0.2以上とする熱間鍛造工程と、800℃から600℃までの平均冷却速度が、前記高強度化させる部分について、0.5℃/s以上、2.0℃/s以下とし、かつ、前記低強度化させる部分について、1.0℃/s以下となるように、前記被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
クランクシャフトの製造装置およびクランクシャフトの製造方法
【課題】簡単な構成で、クランクシャフトを容易に且つ確実に精度よく製造する。
【解決手段】予備成形された粗形材10のジャーナル部となる部分jを保持するジャーナル部保持型30と、ピン部となる部分pを保持するピン部保持型31と、ジャーナル部保持型30とピン部保持型31とを摺動可能に拘束するケース32と、粗形材10をその軸方向に加圧してウエブ部となる部分wをジャーナル部保持型30とピン部保持型31との間で潰して所定の厚さに所定のピッチで成形する軸方向加圧手段33とを備え、ジャーナル部保持型30とピン部保持型31の少なくとも一方は、ケース32の内周面に対して軸方向に移動可能に摺動する軸方向スライド41と、軸方向スライド41に保持されてケース32の径方向に移動可能に摺動する径方向スライド42とを備えている。
(もっと読む)
軸肥大加工用ホルダ、軸肥大加工装置及びこれを用いた軸肥大加工方法
【課題】棒状のワークピースに対して軸肥大加工を施して肥大部を形成すると同時に、ワークピースの端面に対しても加工することができる軸肥大加工用ホルダ、軸肥大加工装置及びこれを用いた軸肥大加工方法を提供する。
【解決手段】金属棒材のワークピース2を軸線に沿って縮める方向に加圧し、前記軸線と交差する方向にエネルギを加えて前記ワークピース2の任意の部位を肥大させる際に、前記ワークピース2の端部を保持する軸肥大加工用ホルダ1であって、前記ワークピース2が入り込む穴部5と、該穴部5の底面に形成されている突起部6とを備えた。
(もっと読む)
軸の肥大嵌め方法及び該方法により製造される回転体
【課題】結合力が確実に向上する軸の肥大嵌め方法および該方法に製造される回転体を提供する。
【解決手段】金属製の軸10を被嵌合部材20の挿通孔21に挿通して、軸10を挿通孔に嵌め合わせた状態で、軸10をホルダ41,42にて保持し、保持した状態の基準軸線CL上にて回転させるとともに、嵌め合わせた部分を該基準軸線CLに対して屈曲することにより軸10の径を増大させることにより、被嵌合部材20と軸10とを固定する肥大嵌め方法である。挿入孔の内周面に、予め溝22を形成しておき、軸10を肥大させたときに、肥大部13が溝22内に食い込むようにする。この方法により製造された回転体。
(もっと読む)
鉄筋端部の加工方法及び装置
【課題】 鉄筋の端部に目的とする拡径部及びネック部を成形することができる鉄筋端部の加工方法を提供することにある。
【解決手段】 型鍛造可能な温度より常に低い温度の箇所を取り外し可能にクランプ5で保持した鉄筋10の型鍛造可能に加熱された被加工部分を含む端部を、開閉可能に複数に分割される金型6のキャビティ60の鉄筋の外径より若干大きな内径の小径部61から鉄筋10の被加工部分を拡径する大径部62に挿入した状態で鉄筋10に対して金型6を位置決めした後に、ダイス7で大径部62内の鉄筋10の端面を押圧してこの鉄筋10の被加工部分をキャビティ60の大径部62、小径部61と大径部62の間の段部と小径部61の間の境がR状に形成されたR部63及び小径部61の内壁に押し付けて鉄筋10の端部に拡径部を成形するとともにこの拡径部を形成する段部であるネック部と鉄筋10の境をR状に成形する。
(もっと読む)
ワーク鍛造方法
【課題】鍛造装置が小型化でき、ノックアウトストロークを短くすることができるワークの鍛造方法を提供することを課題とする。
【解決手段】トライ工程で、棒状ワーク23の上方突出長さLと押力Fの相関関係を見出し、量産工程で、上型パンチ24の押力Fを、相関に当てはめて部分型36の上面51から棒状ワーク23の上端52までの長さLを決定し、量産に供する棒状ワーク23の上方突出長さLが、前工程で得られた部分型36の上面51から棒状ワーク23の上端52までの長さLに適合する部分型36を選択し、選択された部分型36を用いて鍛造を実施する。
【効果】ワークが長尺であっても、ワークの上端が部分型の上面に対して所望の高さ上回るだけなので、上型パンチを下げて鍛造を実施しても材料が下型からこぼれることなく鍔部が形成される。
(もっと読む)
ボルト加工方法
【課題】パイプクランプなどに使用されるボルトナットのナットをインパクトレンチで弛緩操作したとき、当該ナットがボルトのねじ軸部から抜け外れるのを確実に防止すると共に当該ナットのインパクトレンチでの締結操作も容易にする。
【解決手段】ナット5がねじ軸部8の一端(遊端8a)から螺嵌されたボルト4Aの、前記ねじ軸部8の一端(遊端8a)からナット抜け止め用膨出頭部12を形成する領域Aだけ離れたねじ軸部8を、ねじ溝に嵌合して軸心方向の相対移動不能の状態に挟持するねじ軸部クランプ11により保持し、ねじ軸部8の他端を支持しない状態で前記ねじ軸部8の一端(遊端8a)を軸心方向に加圧することにより、前記領域A内のねじ軸部8bを軸心方向に圧縮してナット抜け止め用膨出頭部12を一体形成する。
(もっと読む)
鍛造用金型装置
【課題】 多段鍛造の場合の工程数の削減や鍛造成形荷重の低減を図り、プレス能力の小さなプレス機械においても従来と同等以上の加工精度で機械部品を製造することが可能な鍛造用金型装置を提供する。
【解決手段】 鍛造用金型装置1は、油圧シリンダ50の油圧を上げてフローティング型81を押し上げて保持した状態で、上型90をフローティング型81に近づけて素材101を押圧して1段目の段差を形成し、油圧シリンダ51の油圧を逃がしてフローティング型81の下面を下段型86の上面に当接させた状態で、上型90をフローティング型81に近づけて素材101を押圧して2段目の段差を形成し、引き続き上型90をフローティング型81に近づけて素材101をさらに押圧し、上型90の下面とフローティング型81の上面とで形成された隙間に素材101の材料の一部を分流させてフランジを形成する。
(もっと読む)
軸肥大加工方法
【課題】 軸材への加熱を伴う軸肥大加工方法において、軸材からの保持部への放熱冷却を伴うような高温条件下での軸肥大変形挙動及び変形機構を明らかにして、最適な軸材への加熱を伴う軸肥大加工方法を提供する。
【解決手段】 ワークを加熱することにより流動する軸肥大加工条件である圧縮応力とワークの温度及び軸肥大加工回転回数の最適条件を、σc/σy(σc:圧縮応力、σy:ワークの各温度における降伏応力)の値を任意に定めると共に、ワークに作用させたい圧縮応力又は軸肥大加工開始時のワークの温度を定めることで、ワークの温度に対する最適な圧縮応力又は圧縮応力に対する最適なワークの温度の条件を得ると共に、軸肥大加工回転回数Nの最適な条件を算出し、更に、ワークの初期掴み幅l0を算出し、少なくともそれらの最適な軸肥大加工条件をもって軸肥大加工をワークに施すようにする。
(もっと読む)
竪型プレスの鍛造装置
【課題】竪型プレスの上下方向押圧力を水平方向押圧力に変換する際のエネルギー効率を高く維持しつつ必要な鍛造ストロークや鍛造圧を確保する。
【解決手段】垂直姿勢に配設されて竪型プレスの圧下力を受けるラムシリンダ31と、水平姿勢に配設されて作動液流路35の他端に連通し、作動液の液圧を受けてワークWを鍛造するラムシリンダ32とを備える。ハウジング1内に、ラムシリンダ31を垂直姿勢で上下動可能に保持するシリンダ室34と、ラムシリンダ32を水平姿勢で水平動可能に保持するシリンダ室33と、ラムシリンダ32との間でワークWの両端を挟持するワーク支持部12と、ワークWを挿置する鍛造金型2を収納する収納空間13とを設けるとともに、作動液流路35をシリンダ室33,34の間に設ける。
(もっと読む)
電気加熱鍛縮機用電極およびその周辺部材
【課題】長寿命の電気加熱鍛縮機用電極およびその周辺部材を提供する。
【解決手段】Wが75〜98質量%、NiCoおよびFeの合計量が1〜15質量%で、そのうちFeとCoの計はNiとの合計量の0〜30%、Crが1〜20質量%および不可避的不純物からなる組成を有し、W粒子の長軸径の平均が5μm以上の焼結合金よりなり、さらに、Wの10質量%以下が、WおよびCrを除く周期律表第4族A、5族Aおよび6族Aに属する遷移金属の1種または2種以上で置換された、上記焼結合金からなり、これにより、耐酸化性および高温機械的特性を向上させる。
(もっと読む)
スタッドボルト及びスタッドボルトの製造方法
【課題】スタッドボルトが立設された被締結部材と、他の被締結部材とを好適に締結することが可能なスタッドボルト及びスタッドボルトの製造方法を提供することを目的とする。
【解決手段】スタッドボルト1は、被締結部材の一方の面に対向する座面12を含む頭部10と、頭部10と一体をなし、被締結部材を貫通する貫通孔に挿入され、被締結部材の他方の面の側において立設する軸部30とを備える。軸部30は、ボルト部32と、頭部10とボルト部32との間で軸部30の外周に形成された環状鍔部34と、頭部10と環状鍔部34との間で軸部30の外周に形成された第一環状溝36と、環状鍔部34とボルト部32との間で軸部30の外周に形成された第二環状溝38とを含む。第一環状溝36の第一溝底径φ1は、環状鍔部34の外径φ2より小径で、第二環状溝38の第二溝底径φ3は、ボルト部32の外径φ4及び環状鍔部34の外径φ2より小径である。
(もっと読む)
1 - 20 / 59
[ Back to top ]