
Fターム[4E087EC00]の内容
鍛造 (11,151) | ダイス、ダイ、ポンチの形状、構造 (938)
Fターム[4E087EC00]の下位に属するFターム
上型、下型ダイスからなるもの (125)
ポンチとダイスからなるもの (628)
分割型 (66)
インプレッション (32)
ダイセット (9)
カムダイス (21)
弾性体を有するもの (29)
背圧付与を行うもの (19)
Fターム[4E087EC00]に分類される特許
1 - 9 / 9
揺動鍛造装置及び揺動鍛造方法
【課題】筒状部を有するワークを対象として揺動鍛造を行うにあたり、金型の破損を招くことなく、かつ、筒状部の内周面に余肉が生じることなく、所望の形状へと成形する。
【解決手段】ワークWの筒状部Waの内周面Wbを成形するためのプラグ型20が、上型12及び下型14とは別体をなしている。そして、その中心軸が、下型14の鉛直方向中心軸Cvに対して芯合わせされた状態で、かつ、上型12に対する相対的な位置関係を、上型12の揺動回転運動に応じて変えて行きながら、ワークWと共に上型12に対し当接可能に、下方から支持されている。プラグ型20は上型12及び下型14のいずれにも強固に拘束されるものではないので、上型12の揺動回転運動に際して、プラグ型20に大きな曲げモーメントが生じることもない。
(もっと読む)
鍛造用金型

【課題】複雑な金型形状であっても成形孔内に閉じ込められたガスをスムーズに逃がし、欠肉の発生を抑えた寸法精度の良好な鍛造成形品を製造する。
【解決手段】成形時に鍛造金型の成形孔内に閉じ込められたガスを排出するためのガス抜き通路を有する鍛造用金型において、前記ガス抜き通路は、ガス流方向と垂直方向の断面積が異なる複数の段部を有し、前記成形孔壁面に臨む第1段部の開口部面積がこれに接続する第2段部の開口部面積より小さく、かつ、その開口部が型分割部からなる壁面又は一体型部からなる壁面に設けられ、前記第1段部の開口部面積より大きく、前記第2段部の開口部面積より小さい径を有する制御ピンが備えられているので、ガス抜き通路に進入した鍛造用素材が製品排出時に折れても、次の鍛造時にガスの圧力により次段まで押され、ガス抜き通路が塞がれることがない。
(もっと読む)
一又は二以上の凹みを備えた鋳造され鍛造される部品の製造方法
【課題】製造工程が少なく及び廉価のパーツの製造方法を提供することである。
【解決手段】一又は二以上の穴の開いた凹み1Cあるいは止まり穴の凹み1Cを含む鋳造プレフォーム1を形成する段階と、プレフォーム1を、該プレフォームの温度を一様に保持するトンネル炉に移動する段階と、鋳造プレフォーム1をプレス上に配備された圧造ダイに位置づける段階と、鍛造作業の前に、コマンドにより、一又は二以上の多方向ロッド2を鋳造プレフォーム1の凹み1Cあるいは空洞に一又は複数のロッド2を導入する段階と、形作られた凹み1Cの中にロッド2が一時的に位置付けられている間にロッド2を受けるプレフォーム1を所定の大きさにする段階と、上部鍛造ダイを持ち上げて鍛造されたプレフォーム1を自由にする段階と、凹み1Cに位置付けられたロッド2を引き出す段階と、鍛造されたプレフォーム1を取り外す段階とを実施する。
(もっと読む)
環状成形体の製造方法及び環状成形体
【課題】同一の素材からなり、部分的に特性の異なる環状成形体を製出することが可能な環状成形体の製造方法、この製造方法によって製造された環状成形体を提供する。
【解決手段】貫通孔を有する環状素体20にリング圧延を施すことによって成形される環状成形体の製造方法であって、前記リング圧延においては、環状素体20の内周側に配置されるマンドレルロール50と、環状素体20の外周側に配置されるメインロール40と、によって圧延を行う構成とされており、マンドレルロール50と環状素体20との接触部又はメインロール40と環状素体20との接触部の少なくとも一部に、マンドレルロール50又はメインロール40からの押圧力を軽減する押圧力軽減部を形成し、前記押圧力軽減部に相当する部分の結晶粒を他の部分の結晶粒よりも粗大にすることを特徴とする。
(もっと読む)
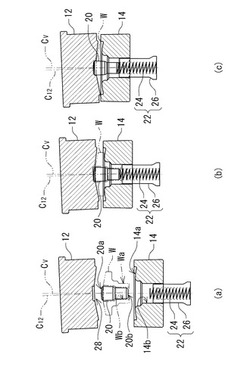
フランジ付きハウジング部材の成形方法及び装置
【課題】フランジ付きハウジング部材であっても、全体にわたり十分精度を確保でき、コスト的にも作業性の面でも有利なフランジ付きハウジング部材の成形方法及び装置を提供する。
【解決手段】ランジ付きハウジング部材である成形素材Wを保持するパンチ10が設けられた側にサイジングダイ20も設けた状態で、パンチ10の対向位置に設けられたしごき用加圧手段30によりサイジングダイ20を加圧してしごき加工を行なうことを特徴とする。
(もっと読む)
フランジ付きハウジング部材の成形方法及び装置
【課題】フランジ付きハウジング部材であっても、全体にわたり十分精度を確保でき、コスト的にも作業性の面でも有利なフランジ付きハウジング部材の成形方法及び装置を提供する。
【解決手段】フランジ付きハウジング部材である成形素材Wを保持する第1の型D1(パンチ10)の上部に第2の型D2を設け、第2の型D2を作動させるしごき用加圧手段30と、実際にしごき加工を行う型本体21とを別体となるように外周支持部材33により支持すると共に、第1の型D1側に設けられ型支持手段40により型本体21を昇降移動させる構成とし、成形素材Wの胴部1とフランジ予備成形部Fとの境界部に型本体21を位置合わせして、成形素材Wのフランジ予備成形部Fを加圧しフランジ部Faの形成と、型本体21による成形素材Wの胴部1のしごきを行なうことを特徴とする。
(もっと読む)
シャフトの製造方法及びその製造装置
【課題】中実丸棒の両端を同時に絞り加工することによりシャフトを製造し、工程数を削減し製造時間の短縮を図ったシャフトを得る。
【解決手段】シャフト製造装置10は、両端が開口された円柱状の第1キャビティ14を有する第1絞り金型12と、一端が開口された円柱状の第2キャビティ34とを有する第2絞り金型32を備え、第1絞り金型12に形成された第1テーパ部20と第1キャビティ14の軸線方向とのなす角度が、第2絞り金型32に形成された第2テーパ部40と第2キャビティ34の軸線方向とのなす角度よりも大きく形成されている。このシャフト製造装置10を用いて、第1開口部16、第3開口部36に挿入された中実丸棒60の両端部を第1テーパ部20及び第1成形ランド部18並びに第2テーパ部40及び第2成形ランド部38によって絞り成形することにより、所望のシャフトを製造することができる。
(もっと読む)
鍛造用金型
【課題】 従来の鍛造用金型では、当該金型に別途設けられているエア抜き用の排気穴に生じるバリを抑制することはできない。エア抜き用の排気穴に外部からの圧縮空気を供給した場合でも、単に圧縮空気を供給しただけでは、バリ抑制はできたとしても、素材とキャビティとの間に溜まったエアが、該排気穴に逃げ込むことが阻害されて、エア溜まりの影響による欠肉を防止するといった本来の目的を達成できなくなる。
【解決手段】 荒地素材11を配置するキャビティ2aが形成されたダイス2と、該ダイス2のキャビティ2aに対向配置されるパンチ5とを備えた鍛造用金型1であって、前記ダイス2には、その一端がキャビティ2aに連通するエア抜き穴8が形成されており、該エア抜き穴8の他端は、金型外部に対して閉塞している。
(もっと読む)
疲労強度向上に優れた金属の衝撃塑性加工処理用工具及び方法
【課題】 金属端部に存在する角部の疲労強度を向上させる衝撃塑性加工用工具および加工方法を提供する。
【解決手段】 頭部8から先端面に向けて徐々に外径が拡径される拡径状の衝撃塑性加工処理用工具において、先端5面は滑らかな曲面からなり、頭部8から先端5面に至るまでの側面の形状が指数関数形となるように拡径されてなる。このとき、頭部8から先端面に至るまでの側面2の形状が指数関数形となるように拡径されていてもよいし、先端面の曲率半径の最適化を図るようにしてもよい。
(もっと読む)
1 - 9 / 9
[ Back to top ]