
Fターム[4E087EC37]の内容
鍛造 (11,151) | ダイス、ダイ、ポンチの形状、構造 (938) | ポンチとダイスからなるもの (628) | ポンチ、マンドレル (129)
Fターム[4E087EC37]の下位に属するFターム
Fターム[4E087EC37]に分類される特許
1 - 20 / 20
鍛造プレス装置
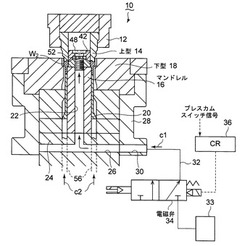
【課題】外周面に歯形を形成する被加工品を製造する鍛造プレス装置において、歯形形成型に滞留したボンデカスを、鍛造プレス装置の運転中に自動的に除去する。
【解決手段】二次プレス部10は、マンドレル(主軸)16、静止した下型18及び上下動する上型14で構成されている。マンドレル16に嵌合され、マンドレル16と下型18との間に固定された一次加工後のワークW1に対し、上型14が下降して二次加工する。下型18の内側面に歯形形成型19が形成され、二次加工後のワークW2の外周面に歯形Tが形成される。マンドレル16の内部に空気導通孔22が形成され、マンドレル先端部16aの先端面にスリット状溝40が形成されている。圧縮空気c1が空気導通孔22及びスリット状溝40を経由し、先端部16aの外側に噴射され、歯形形成型19の底面19aに滞留したボンデカスを吹き飛ばす。
(もっと読む)
鍛造中空段ピン加工用金型及び鍛造中空段ピン加工方法

【課題】金属板に対する中空段ピンの形成において、設計自由度をより向上させること。
【解決手段】ストリッパプレート12の下方に配置した金属板2を上方から押圧して、金属板2から下方へ突出した、先端側ほど内径及び外径が小さい多段で中空の中空段ピンSPの、一段目SP1を形成する一段目用パンチ14と、一段目SP1よりも内径及び外径が小さく、一段目SP1から下方へ突出する二段目SP2を形成する二段目用パンチ16を備え、二段目用パンチ16のうち二段目用パンチ第二挿通孔12bに挿通される二段目用押圧パンチ部16cの外径を、二段目SP2の内径と同一に形成し、二段目用パンチ第二挿通孔12bを、二段目用押圧パンチ部16cの下端面が、一段目SP1の上面のうち二段目SP2を形成する位置と対向するように形成する。
(もっと読む)
自在継手のヨークの製造方法
【課題】金型に加わる負荷の変動を小さくして、金型の寿命を長くするとともに、アーム部を接続する稜線部のバリの発生を抑制した自在継手のヨークの製造方法を提供する。
【解決手段】ヨーク素材2Aは、ダイス42の内周面421、マンドレル43の外周面431、432に拘束されて成形され、予備成形ヨーク素材2Bができる。予備成形ヨーク素材2Bには、結合筒部、孔部、アーム部、稜線部、面取り部、R面取りが予備成形される。この予備成形ヨーク素材2Bの成形完了時に、予備成形ヨーク素材2Bのアーム部の前端231とノックアウトピン44の先端441との間には、隙間が形成されている。従って、ヨーク素材2Aの体積の変動があっても、上金型3、下金型4に加わる負荷が変動せず、金型の寿命が向上する。
(もっと読む)
中空品の製造方法及び製造装置並びに中空品
【課題】素材を効率良く押し出して中空部を成形すると共に先端側及び後端側を容易に閉塞させること。
【解決手段】先端成形過程で、中心パンチ13、第1押出しパンチ14及び第2押出しパンチ15を共に組ダイス12に対し前進させて素材6を組ダイス12に押し出し、中空バルブ1の閉塞した先端を成形する。次に、中空部成形過程で、中心パンチ13を更に組ダイス12に対し前進させて組ダイス12との間に環状空間を形成し、その状態から第1押出しパンチ14を組ダイス12に対し前進させることにより、環状空間を介して素材6を中空状に押し出して中空部2を成形する。次に、後端閉塞過程で、中心パンチ13を組ダイス12に対し後退させて環状空間を消失させ、その状態から第2押出しパンチ15を組ダイス12に対し前進させることにより、素材6を肉寄せして中空バルブ1の後端を閉塞させる。
(もっと読む)
トリミング装置およびトリミング方法
【課題】鍛造材のバリをせん断除去する際に製品部に傷が生じず、また、バリのせん断除去後の製品部を回収する作業の機械化、自動化が容易なトリミング装置およびトリミング方法を提供する。
【解決手段】下型2と、上型3と、押え型4と、押圧手段6と、昇降手段5とを備える鍛造材1の製品部1aからバリ1bをせん断除去するトリミング装置10であって、下型2は、鍛造材1の形状に沿って型面2aから突出して鍛造材1を載置する載置面2bを備え、押え型4は、載置面2bとで鍛造材1を挟持して押圧手段6により鍛造材1の製品部1aを押圧する押圧部4aを備え、上型3は、押圧部4aにより製品部1aが押圧された際に、押え型4から離間して降下するように配置され、かつ、上型3は、押圧部4aの外側を降下して載置面2bとの段差により鍛造材1のバリ1bをせん断除去するエッジ部3dに刃3eを有する抜き穴3cを備えることを特徴とする。
(もっと読む)
ラックバー、プレス加工装置及び中空ラックバーの製造方法
【課題】中空鋼管に平坦部を形成するためにパンチで押し付けた場合であっても、異形に変形したり、型が割れる等の不具合を防止すること。
【解決手段】水平方向に開くとともに、前記中空鋼管が挟持される左右型31,32と、左右型31,32の上部に配置され、上方からの押圧力を前記左右型を閉める方向への押圧力に変換するテーパ面31b,32b及び41a,41bと、左右型31,32に挟持された中空ラックバー10の上部に平坦部11aを形成するパンチ43と、パンチ43を上下動させる押圧機構52と、押圧機構52と独立して上下動し、テーパ面31b,32b及び41a,41bを介して押圧する固定加圧機構51とを備えている。
(もっと読む)
パンチによる打ち抜き方法及び打ち抜き用パンチ
【課題】パンチの歯部の耐久性を効果的に向上させ得る,パンチによる打ち抜き方法を提供することを目的とする。
【解決手段】パンチPによりワークWを打ち抜いてワークWに貫通孔3を形成する,パンチによる打ち抜き方法において,パンチPによりワークWを打ち抜くときは,パンチPの少なくとも歯部16を実質上中実にしておき,ワークWの打ち抜き後,ワークWからパンチPから離脱させるときは,歯部16を実質上中空にすることで,歯部16をワークWから受ける反力により縮径させる。
(もっと読む)
中空ラック軸の製造方法および製造装置
【課題】ねじれ角、ピッチ等の変化が大きなバリアブルステアリング装置用の中空ラック軸にも対応可能な中空ラック軸の製造方法および製造装置を提供する。
【解決手段】ラック歯11の諸元が一律でない中空ラック軸10を、成形型20およびマンドレル30を用いて塑性加工により製造する中空ラック軸の製造装置において、成形型のラック歯成形部位に対応する位置に着脱可能な着脱部20を有し、着脱部を取外した状態で、所定のラック歯に対してその一部を切除する加工工具25を備えた。
(もっと読む)
転がり軸受用軌道輪の製造方法
【課題】転がり軸受用外輪を造る過程で、材料の一部に亀裂や割れが発生する事を防止して、材料の歩留りを確保できる製造方法を実現する。
【解決手段】フランジ部33aの外径側半部に、金属材料の流れ速度の差を利用して、円すい筒状の外輪用中間素材部59を形成する。その後、この円すい筒状の外輪用中間素材部59を、直径を縮めつつ円筒状に塑性変形させて、上記転がり軸受用外輪を造る為に適正である、円筒状の外輪用素材部40aを形成する。
(もっと読む)
芯金及び中空ラックバー
【課題】中空素材の歯形成面と反対側に位置する背面側のR形状の作りこみを歯成形と同時に行うととともに、短尺型であっても中空部内での倒れを防止して円滑な加工を行うこと。
【解決手段】パイプPの中空部の最小断面領域よりも小さい最大断面領域を有する棒材11と、棒材11の軸方向に設けられ、金型側に配置される突起部21〜23とを備え、棒材11の突起部21〜23とは反対側に位置する背面部には、パイプPを外周面側から案内するための案内部材との摺動面に対応する範囲にわたって外周押圧面14が形成されている。
(もっと読む)
芯金セット
【課題】圧入時に必要な荷重を極端に大きくすること無く、また折損を防止することができる芯金セットを提供する。
【解決手段】芯金10は、パイプ材Pの中空部の最小断面領域よりも小さい最大断面領域を有する棒材11と、棒材11に突設され、1番からM番にかけてその最大突起量が漸次大きくなるように設定された突起部22と、NをM以下の整数としたとき、突起部22の最大突起量は、(N−2)番と(N−1)番との差より、(N−1)番とN番との差が小さく設定されている。
(もっと読む)
中空ラックバーの製造方法及び製造装置
【課題】芯金に対する回り止めの信頼性を高めて、加工不良及び装置にダメージを与えることを抑制しつつ中空ラックバーを製造する方法を提供する。
【解決手段】歯型14cを有した金型13に、両端が開口されるとともに歯型14cによりラックが形成される加工壁部5を有した鋼管1A(中空素材)を保持する。鋼管1Aにその一端開口2を通って挿脱される第1の芯金押棒31と、鋼管1Aにその他端開口を通って挿脱される第2の芯金押棒35とで、金型13に対して第1の芯金押棒31が挿脱される側に配置された芯金25を挟持し、この芯金25を少なくとも第1の芯金押棒31で回り止めする。この回り止めし状態のままで、両芯金押棒31,35により芯金25を鋼管1A内に一端開口2から導入する。次いで、芯金25を第1の芯金押棒31で回り止めしつつ鋼管1A内に圧入した後、この芯金25を第2の芯金押棒35で押戻す。それにより、歯型14cに接した加工壁部5の肉を鋼管1Aの内側から外側に塑性流動させて歯型14cに応じたラックを形成する。
(もっと読む)
中空ラックバーの製造方法及び製造装置
【課題】芯金を移動させるための駆動部を小規模にできて小形化を図れる中空ラックバーの製造方法を提供する。
【解決手段】歯型を有した金型13に、両端が開口されるとともに歯型によりラックが形成される加工壁部を有した鋼管1A(中空素材)を保持する。鋼管1Aにその一端開口を通って挿脱される第1の芯金押棒31と、鋼管1Aにその他端開口を通って挿脱される第2の芯金押棒35とで、金型13に対して第1の芯金押棒31が挿脱される側に配置された芯金25を挟持する。この挟持状態を維持したまま両芯金押棒31,35を、単一の駆動部43により連動させて同方向に往復移動させることで、芯金25を第1の芯金押棒31で鋼管1A内に圧入した後、この芯金25を第2の芯金押棒35で押戻す。それにより、歯型に接した加工壁部の肉を鋼管1Aの内側から外側に塑性流動させて歯型に応じたラックを形成する。
(もっと読む)
筒状塑性加工体の製造方法
【課題】塑性加工によるラック歯成形工程中において、歯成形工程中の曲がりの発生を容易に矯正できると共に、仮に曲がりが発生した場合においても特別の矯正工程を要することなく、工程内で容易に矯正できる筒状塑性加工体の製造方法を提供する。
【解決手段】筒体(ワークW)の外周上の平面部6に対し、筒体軸と略直交する方向に雄型1を押し込んで中心方向に変位させた後、筒体内部にマンドレル7A〜Cを押し込み、平面部6の裏面6aをしごいて当該部分の筒体Wの肉厚を雄型1方向に塑性変形させ、筒体Wの外周面の一部に雄型1に対応する表面形状を成形する。この際、平面部6の裏面をマンドレル7A、7Bでしごいた後、さら加工対象部6と反対側の筒体内周面をもマンドレル7Cでしごく。
(もっと読む)
中空ラックバーの製造方法及び製造装置
【課題】金型構造の複雑化を伴うことなく、ラックが成形された中空素材を金型の上型から離すことができる中空ラックバーの製造方法を提供する。
【解決手段】下向きの歯型14cを有する上型14及び下型15を備えた金型13に、歯型14cによりラックが形成される加工壁部を一端部に寄った部位に有した鋼管(中空素材)1Aを、この鋼管の他端側部位を金型13の側方に突出させて保持する。次に、鋼管1A内に圧入される芯金25により、加工壁部の肉を鋼管1Aの内側から外側に塑性流動させて歯型14cに応じたラックを形成する。この後、ラックが成形された鋼管1Aを金型13の型開き状態で上型14から離型させた上で、鋼管1Aを金型13から取出す。前記離型を、金型13の外部に設けられて金型13から突出された鋼管1Aの突出部位1Abに上方から当たる離型部材42を用いて実施する。
(もっと読む)
クロスグルーブ型等速自在継手用ケージの製造方法
【課題】内径面側の切削加工を省略できて、生産性に優れ、製造コストの低減を図ることが可能なクロスグルーブ型等速自在継手用ケージの製造方法を提供する。
【解決手段】外周面30に膨出部32を有するマンドレル31に短円筒状素材22を外嵌する。短円筒状素材22の外径側に配設される成形ロール36の凹周溝35とマンドレル31の膨出部32とで、短円筒状素材22を挟んだ状態で短円筒状素材22をその軸心L5周りに回転させる。マンドレル31の膨出部32にてケージ内径面12となる素材内径面20bを成形するとともに、成形ロールの凹周溝にてケージ外径面11となる素材外径面20aを成形する。
(もっと読む)
クラウニング内歯ギヤの金型装置
【課題】 内歯をクラウニング内歯に成型できるクラウニング内歯ギヤの金型装置を得る。
【解決手段】 コレット(27)と、該コレット(27)の軸心部に嵌合する第2マンドレル(22)とにより内歯ギヤ(14)が嵌合する環状の第2成型空間を形成し、前記第2マンドレル(22)の外周に軸方向中心部の歯厚が軸方向両端部の歯厚よりも薄くなるクラウニング成型歯(24)を円周方向に所定ピッチで設け、コレット(27)の外周面に下方が大径となる円錐面(27a)を介して環状のコレット押え(28)を摺動可能に嵌合させ、該コレット押え(28)の外周を第2コンテナ(29)に上下摺動可能に嵌合させ、コレット押え(28)を下方に移動させる第2パンチ(35)を設ける。
(もっと読む)
クラウニング付歯形の鍛造成形装置
【課題】1工程でクラウニング付歯形を成形し得るとともにダイスを交換することなく、クラウニング加工量を変化させることができるようにする。
【解決手段】クラウニング付歯形の鍛造成形装置は、ダイス37を支持するダイスホルダ34と、ダイス37に向けて軸方向に移動自在のインナーパンチ45とを有し、ダイスホルダ34にはダイス37の外側に嵌合させる駆動リング53が配置されている。インナーパンチ45の外側にはダイス37に対して軸方向に移動自在にアウターパンチ43が装着され、アウターパンチ43は駆動リング53を介してダイス37の軸方向両端部を径方向に弾性収縮変形させる。これにより、歯車素材10の各歯の歯面にはクラウニングが成形される。
(もっと読む)
鍛造装置におけるパンチの倒れ防止装置
【課題】成形時にパンチの倒れを防止することにより、同心度の高い製品が成形できる鍛造装置におけるパンチの倒れ防止装置を得る。
【解決手段】ベース側に設けたダイ(3)と、ラム側に設けたパンチ(17)との間にワーク(20)を介装し、前記パンチ(17)を前記ダイ(3)方向に移動させてワーク(20)を加圧成形する鍛造装置において、前記ダイ(3)の外周側と前記パンチ(17)の外周側とのうち、一方にテーパー状の雌ガイド(8a)を、他方に該雌ガイド(8a)に圧入するテーパー状の雄ガイド(18a)を設け、前記パンチ(17)がワーク(20)を加圧成形する際に、前記雌ガイド(8a)と雄ガイド(18a)とを互いに圧入させ、該圧入部により前記パンチ(17)のダイ(3)に対する直角度を保持する。また、パンチがワーク(20)を加圧成形する際における雄ガイド(18a)の雌ガイド(8a)に対する圧入率は1%以下とする。また、雌ガイド(8a)及び雄ガイド(18a)のテーパー角度は3度以下とする。
(もっと読む)
穿孔工具を製造するための管状のブランク、ブランクの製造方法および穿孔工具の製造方法
本発明は、穿孔工具を製造するための管状のブランク(22)であって、切屑溝(12)と冷媒管路とが形成される非切削成形可能な成形部(26)を有し、完成した穿孔工具に、工作機械に締め付け固定させるためのシャンクと、刃を備えた穿孔工具ビット部(20)とを装着可能な前記管状のブランクに関する。強度および成形に対する条件に適合させるため、管状のブランク(22)は、成形部(26)のシャンク側の端部に配置され、成形部(26)と一体に結合される締め付け固定部(16)を有し、その管壁厚は成形部(26)の領域での管壁厚よりも厚い。本発明は、ブランクの製造方法および穿孔工具の製造方法にも関わる。 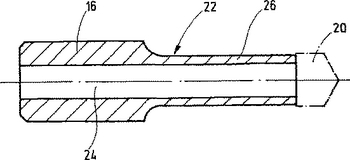 (もっと読む)
(もっと読む)
1 - 20 / 20
[ Back to top ]