
Fターム[4E087EC38]の内容
鍛造 (11,151) | ダイス、ダイ、ポンチの形状、構造 (938) | ポンチとダイスからなるもの (628) | ポンチ、マンドレル (129) | 形状 (72)
Fターム[4E087EC38]に分類される特許
1 - 20 / 72
中空状動力伝達シャフト
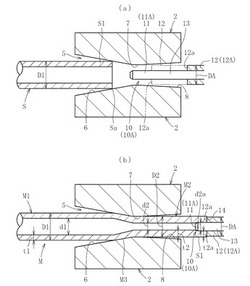
【課題】絞り加工において、絞り加工部の増肉を図りつつ、製品の振れを抑制する中空状動力伝達シャフト、ドライブシャフトアッセンブリー、プロペラシャフトアッセンブリーを提供する。
【解決手段】中空素材をダイスに送り込むことによる塑性加工の縮径によって成形された中空状動力伝達シャフトである。中空素材の送り込み開始端部に拘束治具の挿入軸部を挿入して送り込み開始端部内径を拘束しつつ素材を縮径させる。
(もっと読む)
内歯ヘリカルギア製造用マンドレル、内歯ヘリカルギア製造装置、及び、内歯ヘリカルギアの製造方法

【課題】内歯が形成されたギア部に隣接してストレート部が設けられた内歯ヘリカルギアを高精度、高歩留まりで製造できる内歯ヘリカルギア製造用マンドレル、並びに、これを用いた内歯ヘリカルギア製造装置及び内歯ヘリカルギア製造方法を提供する。
【解決手段】歯型が外周面に設けられた円板状のマンドレル部と、その上面側又は下面側に設けられスペーサ部14とを備えた内歯ヘリカルギア製造用マンドレル10aを円筒形の素材60aに挿入し、ダイス30及びパンチ40により素材60aを径方向に圧縮する。プレス後、マンドレル10aを抱き込んだ素材60aをダイス30内に残したまま、パンチ40のみを後退させる。次に、内歯ヘリカルギア製造用マンドレル10bを円筒形の素材60bに挿入した状態で、ダイス30及びパンチ40により素材60bを径方向に圧縮すると同時に、マンドレル10aを抱き込んだ素材60aをダイス30から押し出す。
(もっと読む)
ネジ山付留め具のための渦巻型駆動システム
【課題】ネジ山付留め具を駆動するシステムであって、従来技術によるものよりも相反する特性が妥協されることがより少なくしながらも、ネジ山付留め具用の駆動システムの望ましい特性の多くのものを確保できるシステムを提供する。
【解決手段】ネジ山付留め具10のためのスパイラル状の駆動システムであって、留め具10の頭部側の端16のどが係合できる表面を含むものであり、ドライバーにより係合できる表面の少なくとも1つは応力の大きな領域が発生するリスクを減少させるために駆動荷重をドライバーと留め具との間の広範囲の境界部分に分散させながらトルク伝達を最大にするような形状になったスパイラルの一部分により画成される。
(もっと読む)
芯金及び中空ラックバー
【課題】中空素材の歯形成面と反対側に位置する背面側のR形状の作りこみを歯成形と同時に行うととともに、短尺型であっても中空部内での倒れを防止して円滑な加工を行うこと。
【解決手段】パイプPの中空部の最小断面領域よりも小さい最大断面領域を有する棒材11と、棒材11の軸方向に設けられ、金型側に配置される突起部21〜23とを備え、棒材11の突起部21〜23とは反対側に位置する背面部には、パイプPを外周面側から案内するための案内部材との摺動面に対応する範囲にわたって外周押圧面14が形成されている。
(もっと読む)
転がり軸受、転がり軸受の加工方法及び加工装置
【課題】保持溝の内側面が膨出変形することなく、保持溝の側縁に高強度の爪を形成することができるようにすること。
【解決手段】リテーナ12に形成された複数の保持溝13にローラ15が保持されたローラベアリングを加工する場合、保持溝13の内面に受け金23を当てた状態で、リテーナ12の表裏両面をパンチ24,25により同時に圧潰する。これにより、保持溝13の内外の両側縁20にローラ15の脱落を防止するための爪18,19を形成する。
(もっと読む)
車両用ハブユニットの加工具及び車両用ハブユニット
【課題】車両用ハブユニットの車両インナ側の軸方向端面にスプライン歯を形成するための加工具の歯型と、これによって加工されるスプライン歯との双方の耐久性をバランス良く確保する。
【解決手段】車両用ハブユニットの車両インナ側の軸方向端面にスプライン歯を塑性加工するための複数の歯型50が中心軸回りに円環状に形成されている加工具であって、前記歯型50の付け根部には、前記スプライン歯の側面と頂面との間にアール部を転写するアール転写部52が設けられており、前記アール転写部52の半径Ri,Roは、前記中心軸を中心とする径方向に関して徐々に変化している。
(もっと読む)
圧造金型
【課題】安価で簡易な構成で、圧造工具の疲労破壊を抑制し、長時間の連続使用を可能とし、高強度素材のねじ圧造用工具寿命の向上を可能とする。
【解決手段】圧造工具30の内部に、圧造工具30の押圧部30aの弾性変形を積極的に促進し、加圧軸方向へのたわみにより、圧造および除荷時の圧造工具先端の十字穴成形部の疲労破壊部に作用する応力振幅を低減させる円筒状の溝空間50または複数の穴空間を、圧造工具の押圧部30aの押圧部端面30a1から圧造工具内部へ加圧軸と平行に形成した。また、円筒形状の溝空間50または複数の穴空間に、溝空間50または複数の穴空間と同形状の充填材料51を挿入し、圧造工具の押圧部30aの弾性変形を積極的に促進し、たわみにより圧造および除荷時の圧造工具先端の十字穴成形部の疲労破壊部に作用する応力振幅を抑制させる。
(もっと読む)
歯車成形装置及び方法
【課題】小さな成形荷重によって、外周角部の歯面形状が安定した外歯歯車を成形することができる歯車成形装置及び方法を提供すること。
【解決手段】歯車成形装置1においては、内周パンチ4の先端を外周パンチ3の先端よりも深くダイス成形穴21内に挿入し、かつ内周スリーブ6の先端を外周スリーブ5の先端よりも深くダイス成形穴21内に挿入して、鍛造空間11を形成する。鍛造空間11において、外周パンチ3及び内周パンチ4によって素材80を加圧し、この素材80の一部をダイス内周歯22へ流動させて、外歯歯車8を成形する。内周パンチ4の先端部の外周面には、素材80の一部を流動させるためのパンチ側逃し溝41が、その周方向の複数箇所に形成してある。
(もっと読む)
ボス成形治具およびボス成形方法
【課題】 本発明は、金属板にネジ付きのボス成形を行なうボス成形治具、およびボス成形方法に関するものである。
【解決手段】 本発明のボス成形治具は、円柱底面に開口する円筒形状の空洞を円柱と円筒の中心軸を合わせて形成し、円柱底面の縁部の円環の面を加工面として加工対象の金属材に押圧され回転するボス成形部と、ボス成形部の中空の中心軸に、ボス成形部とは回転および昇降自在に配置され、表面がネジ立てされた棒状のネジ成形部とを有する、よう構成する。
(もっと読む)
ラックバーおよびその製造方法
【課題】自動車用のステアリング装置に使用されるラックバーにおいて、軽量化を図ると同時にピニオン歯の耐久強度を高める。
【解決手段】このラックバー6は、所定の基準円SCに対応する外径を有する円筒状のバー本体11と、ピッチ平面PPに沿って形成されたラック歯12とを備えている。ラック歯12の歯幅L1は、基準円SCがピッチ平面PPによって切り取られた弦の長さL2より広い。ラックバー6全体が中空状であるため、ラックバー6が軽くなる。ラックバー6と噛み合うピニオン軸の歯元応力が減少し、ピニオン歯の耐久強度が高まる。
(もっと読む)
鍛造用金型
【課題】等速ジョイント外輪部材の後方押出し成形に用いられる鍛造用金型において、従来よりも長寿命の鍛造用金型を提供すること。
【解決手段】周方向に所定の間隔で設けられ、中心軸X方向に沿って鍛造用金型10の先端まで延在する複数の凸部11a,11b,11cと、複数の凸部11a,11b,11cの間に設けられ、中心軸X方向に沿って先端まで延在する複数の溝部12a,12b,12cと、凸部11a,11b,11cと溝部12a,12b,12cとの境界部に設けられ、中心軸X方向に沿って先端まで延在する複数の鍔部13a〜13cと、を側面25に備える鍛造用金型10である。先端部の側面25には、外方に突出するランド面21が全周に亘って設けられ、鍔部13a〜13cにおけるランド面21は、中心軸X方向に対して傾斜した傾斜面のみで構成されている。
(もっと読む)
自動車用ドアヒンジの製造方法
【課題】鋼製の丸棒から熱間鍛造、パンチング等により、高い強度の自動車用ドアヒンジの製造を、安価な費用で行うことができるようにするものである。
【解決手段】鋼製の丸棒を熱間鍛造により取付部と、腕部と、水平断面が円形状の柱状部7aとを備えた鍛造品33aを成形するとともに、前記柱状部7aに軸心を貫通してヒンジ用ピンを挿入する軸孔6を特殊なダイス52aとパンチ51とを用いてパンチングで形成する際に、前記パンチ51が加工始端側から所定寸法までは形成される孔部が抜きカスとならずに前記柱状部7aが外方に膨出し、前記パンチ51が前記所定寸法から加工終端までは形成される孔部が抜きカスとなって排出される隙間を前記ダイス52aに形成して、前記軸孔6の高さを孔径の2倍以上に形成できるようにしたことにより十分な強度がありながら、製造費用の低減を図った自動車用ドアヒンジの製造方法である。
(もっと読む)
十字パンチ
【課題】パンチの磨耗を抑制して長寿命化させることが可能な十字パンチを提供すること。
【解決手段】成形用部材の一端部に十字穴を形成する十字パンチであって、成形用部材の一端部の形状に対応する底面部11aと、底面部11aから十字形状をなして突出する十字状部と、十字状部の先端から錘状をなして突出する頂点Pを有する頭頂部としての十字矢先端部11bと、を備え、十字矢先端部11bの高さ方向と直交し、十字矢円錐部11cと十字矢先端部11bとの境界を通過する平面が、頂点と境界とを通過し頂点と境界との距離が最小である直線となす角度が0.0°〜25.0°である。
(もっと読む)
減速ギヤ及びその製造方法並びに電動パワーステアリング装置
【課題】成形が容易で耐久性に優れた減速ギヤおよびその製造方法を提供すること。
【解決手段】ウォームと噛み合わせるための減速ギヤ31であり、鍛造により成形されている。減速ギヤ31の各歯部32は、互いに対向する一対の歯面34,35を有している。歯面34,35は、基準の歯形形状として、はすば歯形形状をなす主体部36,38と、歯面34,35の一部(ウォームとの歯当たり領域に相当する)に形成されウォームホイール歯形形状をなす凹部37,39とを有している。鍛造金型の歯形成形部として、はすば歯形形状とウォームホイール歯形形状とを合算した形状を用いる。
(もっと読む)
十字軸継手の製造方法およびその製造方法に用いるパンチ
【課題】パンチの欠け発生を防止して、パンチの長寿命化を図り得るようにした十字軸継手の製造方法を提供する。
【解決手段】パンチ10は、軸受カップの底面に押圧して放射方向に延びる複数の油溝を形成するものであり、放射方向に延び外周側に向かうにつれて幅広となる複数の凸条部11を有する。凸条部11の内周側端部は、隣接する凸条部11の内周側端部とリング状の内側繋ぎ部12により繋がっており、凸条部11の外周側端部は、隣接する凸条部11の外周側端部とリング状の外側繋ぎ部13により繋がっている。これにより、凸条部11の内周側端部および外周側端部の両端部の強度が高められている。
(もっと読む)
成形用工具、成膜装置および成膜方法
【課題】成形用部材の圧造の繰り返しに対する耐久性を有する成形用工具、この成形用工具を製造する成膜装置および成膜方法を提供すること。
【解決手段】成形対象部材を圧造し、成形対象部材を所定形状に成形する成形用工具1であって、所定形状に対応する凸形状をなして表面が硬質膜で覆われ、基端面からの突出角度が異なる複数の斜面からなる側面部(第1斜面11bおよび第2斜面11c)と、側面部の先端に位置する頭頂部11aとを有する成形部11と、成形部11の土台をなす基部12と、を備え、側面部における硬質膜の最小膜厚の最大膜厚に対する膜厚比を0.7以上とすることによって、圧造の繰り返しに対する耐久性を向上する。
(もっと読む)
鍛造加工用パンチ
【課題】ワークに穴部を陥没形成する際に前記穴部の開口近傍に面取り部を形成するための面取り部成形部を有する鍛造加工用パンチの耐久性を向上させる。
【解決手段】パンチ56は、ワークに有底穴を陥没形成するための有底穴成形側端部86と、鍛造加工装置に支持される支持側端部84とを有する。これら端部84、86の間には、面取り部成形部90と、面取り部成形部90の支持側端部84側の終点に連なる等幅部92と、湾曲部98a〜98cとが設けられる。湾曲部98a〜98cは、等幅部92から縮幅した縮幅部94と、この縮幅部94から拡幅する拡幅部96とを含む。等幅部92の支持側端部84側の終点に対し、該等幅部92に比して幅方向の寸法が小さい縮幅部94が連なるため、面取り部成形部90の前記終点から等幅部92の前記終点に至るまでの部位は、有底穴成形側端部86及び縮幅部94から隆起した凸部形状となる。
(もっと読む)
内歯ギア製造用マンドレルおよびそのマンドレルを使用した内歯ギア製造方法と製造装置
【課題】高精度な内歯ギアを鍛造により低コストで製造できるようにする。
【解決手段】テーパ状の縮径部9が形成されたダイス6をプレス装置5に配設し、該プレス装置に環状パンチ14を設け、歯型2が形成されたマンドレル1が環状パンチに保持され、縮径部9上に環状の歯車素材Wをセットして環状パンチおよびマンドレルを進出させることにより、マンドレルを歯車素材内に挿入するとともに環状パンチにより該歯車素材を軸方向に押圧し塑性変形させることにより該歯車素材を該マンドレルを抱き込んで歯型内に侵入させ、それに従いマンドレルが押圧部から離脱し、該マンドレルを円筒形空孔7内に残したまま環状パンチを後退させて該環状パンチに新たなマンドレルを保持させ、先にセットされた歯車素材上に新たな歯車素材W′をセットしてから該環状パンチおよび該マンドレル1′を再進出させることにより、先にセットされた歯車素材をさらに塑性変形させる。
(もっと読む)
成形型
【課題】内部に冷却用の流路やヒートパイプのような中空構造を設けると型の肉厚が薄くなり成形に伴う加工圧に対する強度が不足する恐れがある小型の雄型の成形型において、冷却性が良く強度低下のない成形型を提供すること。
【解決手段】成形型1の外周部を構成する外周部材2と成形型1の内部を構成する内部部材3を別部材とし、外周部材2の熱伝導率と線膨張率が、内部部材3の熱伝導率と線膨張率より小さな部材の組み合せとし、工作物成形時の温度において、外周部材2の内径寸法を内部部材の外径寸法より小さくした構造とする。
(もっと読む)
プレス加工装置
【課題】受圧板における磨耗劣化の発生を少なくできるプレス加工装置を提供する。
【解決手段】本発明は、パンチ3の基端側を受圧板5の受圧面51で支持した状態で、パンチ3の先端部31をワークWに押圧させるプレス加工装置を対象とする。受圧板5の受圧面51に、パンチ支持台部6が突出するように形成されるとともに、そのパンチ支持台部6に、パンチ3の基端面32に接触するパンチ支持面61が設けられる。パンチ支持面61の大きさが、パンチ3の基端面32の大きさ以下に設定される。
(もっと読む)
1 - 20 / 72
[ Back to top ]