
Fターム[4E090AA04]の内容
プレス機械の駆動及びプレスライン (3,037) | 加圧部材(型は除く) (480) | 回転部材 (66) | ローラ、リング部材 (42)
Fターム[4E090AA04]に分類される特許
1 - 20 / 42
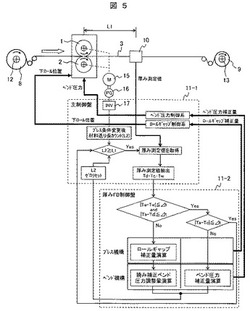
ロールプレス設備
【課題】
ロールのたわみを補正する機構を備えるロールプレス設備において、長期の連続加工でも高精度に(巾方向の全範囲において厚みを目標厚み範囲内に)圧縮加工することが可能なロールプレス設備を提供する。
【解決手段】
ロールのたわみを補正する機構を備えるロールプレス設備において、プレス加工された材料3の巾方向の複数個所で厚みを厚み計10により計測し、材料の巾方向の全範囲において目標厚み範囲内の厚さとなるように、複数個所での厚み測定値と目標厚みとの差の状態に応じて、ロールギャップの調整を行うプレス機構とロールのたわみを補正するベンド機構のフィードバック制御を単独又は組み合わせて行う。
(もっと読む)
ロールプレス設備

【課題】
ロールのたわみを補正する機構を備えるロールプレス設備において、低線圧でのロールプレスの際にも、製品厚みのばらつきを抑制することが可能なロールプレス設備を提供する。
【解決手段】
例えば、ベンドシリンダー5及びベンド軸受箱6から構成されるロールのたわみ補正を行う機構を備えるロールプレス設備において、上ロール1に対し上ロール1の自重を相殺する上方向に荷重をかける機構(プレロードシリンダー7)を、たわみを補正する機構とは別に設ける。
(もっと読む)
電極のプレス装置、電極の製造装置及び電極の製造方法
【課題】歪み量の少ない電極のプレス装置、電極の製造装置及び電極の製造方法を提供する。
【解決手段】実施形態にかかる電極のプレス装置は、表面に電極層が形成された第1の領域と、前記電極層が形成されていない第2の領域と、を有する電極シートを、圧縮するプレスユニットと、前記電極シートに対向配置され、前記電極シートの前記第1の領域に対向し前記電極シートから退避した退避面と、前記第2の領域に対向し前記電極シート側に突出した突出面と、前記電極シートのエッジ部に対向し前記突出面から連続的に前記電極シートから離間する方向に退避する逃げ面と、を有するストレッチ部材を備え、前記第2の領域に張力を与える、ストレッチユニットと、を備えたことを特徴とする。
(もっと読む)
電池用極板のロールプレス装置
【課題】電極箔にシワが発生することを抑制することが可能な電池用極板のロールプレス装置を提供する。
【解決手段】ロールプレス装置1は、ロールを複数備え、前記複数のロールを、前方側ロール11と後方側ロール12とで構成し、前方側ロール11と後方側ロール12とを、塗工部3・3・3に交互に千鳥状に配置して、前方側ロール11のロール部11aと後方側ロール12のロール部12aとを回転させることによって、電極箔2を搬送方向に搬送しながら各塗工部3をプレスし、後方側ロール12による電極箔2の搬送速度に対する、前方側ロール11による電極箔2の搬送速度から後方側ロール11による電極箔2の搬送速度を減じた値の割合が、プレス時における電極箔2の伸び率よりも大きくなるように、前方側ロール11による電極箔2の搬送速度と後方側ロール12による電極箔2の搬送速度との間に速度差を設ける。
(もっと読む)
タワミ防止用ロール受を備えたロール加圧装置
【課題】加圧ロールによる加工に際して当該加圧ロールに生ずるタワミを抑制し、品質の良好な加工品が得られるようにする。
【解決手段】本装置1は、上下フレーム4,5に回動自在にそれぞれ取り付けられた一対の加圧ロール2,3で、且つ、このうちの加圧ロール2が上フレーム4の上下動に従って上下方向に移動可能にされてこれら加圧ロール2,3の間に被加圧部材Fを通して当該被加圧部材Fを挟圧加工するもので、タワミ防止用ロール受11,12は、上下フレーム4,5に対し移動可能に取り付けられた半円形状の溝をなす内周面を有するロール受で、この内周面の最底部には当該ロール受11,12の長手方向に沿って略等間隔に空気噴出孔(流体噴出手段)が複数個設けられ、これら空気噴出孔を通して加圧ロール2,3との隙間に高圧空気を噴出し、かかる隙間に噴出された高圧空気は、この隙間の開口口から外部に排気される。
(もっと読む)
圧延方法および圧延装置
【課題】材料の送り方向と直交する方向に圧延して異形断面材を生成することによって、一回の圧延工程における材料の圧下率を大きくすることを可能にした圧延方法を提供するとともに、この圧延方法を採用することによってコンパクトな構成を可能にした圧延装置を提供する。
【解決手段】鋼材20の送り方向(X軸方向)と直交する方向(Y軸方向)に圧延ローラを転動させて、圧延ローラにより鋼材20を圧延するものであって、圧延ローラの一連の転動動作により圧延される部位の、鋼材20の送り方向における両端部に、圧延により生じた歪みを集約させる(即ち、歪み領域30bおよびくびれ部30cを形成する)。
(もっと読む)
圧接装置、積層シートの製造方法および積層シート
【課題】連続的に供給されるシートを効率良く、十分に加圧することができる圧接装置、積層シートの製造方法および積層シートを提供する。
【解決手段】圧接装置6は、樹脂組成物を担持または樹脂組成物が接合された薄板状の繊維基材を有し、連続的に供給されるシート9に圧接し、シート9の一方の面側に配置された第1のローラ611と、シート2の他方の面側に配置された第2のローラ612とを備えている。この圧接装置6は、第1のローラ611の外周面と第2のローラ612の外周面とがシート9を挟んでそのシート9に圧接し、第1のローラ611および第2のローラ612の外周面が、それぞれ、シート9に面接触するよう構成されている。
(もっと読む)
ロール成形装置
【課題】高い生産性を維持しつつ、凹凸模様その他の生産条件の管理について制約を受けにくくして、離型性を向上させることができるロール成形装置を提供する。
【解決手段】外周面に凹凸模様1を有するロール型2を備えて形成され、前記ロール型2を回転させてグリーンシート3の表面を押圧することによって前記表面に凹凸模様4を形成するようにしたロール成形装置に関する。前記ロール型2が中空状に形成され、前記ロール型2の外周面に前記ロール型2の内外に連通する無数の微細穴5が設けられている。前記ロール型2の外周面のうち前記グリーンシート3に接触している部分の微細穴5を通じて排気するように制御可能に形成されている。
(もっと読む)
ロールプレス装置
【課題】ロールプレス装置において、シート上の成型対象の厚みにばらつきが生じた場合であっても、成型対象を所望の厚みに成型可能とする。
【解決手段】第1ロール2と第2ロール3とを互いの回転軸方向に沿って反対方向に移動するロール移動手段を備える。
(もっと読む)
繊維強化樹脂シートの製造装置及びその製造方法
【課題】熱可塑性樹脂を強化繊維基材に良好に含浸することができる繊維強化樹脂シートの製造方法及びその製造装置を提供する。
【解決手段】シート状の強化繊維基材Fと、熱可塑性樹脂Pとを、一対のロール10,20間に導入し、一対のロールを回転させながら強化繊維基材Fに前記熱可塑性樹脂Pを含浸することにより、繊維強化樹脂シートSを製造する方法であって、一対のロール10,20として、金属製の主ロール10と金属製の押さえロール20とを用い、主ロール10に対して押さえロール20を押圧することにより、押さえロール20の周面が主ロール10の周面形状に倣うように押さえロール20の周面21を変形させながら、熱可塑性樹脂Pを強化繊維基材Fに含浸させる。
(もっと読む)
プレスロール装置およびプレス方法
【課題】
本発明は、装置が大型になるのを避けることができると共に、熱変動に起因するロール間距離の変動を容易に抑制することができるプレスロール装置およびプレス方法を提供することを目的とする。
【解決手段】
本発明に係るプレスロール装置10は、所定の距離で対向配置され、等速で反対方向に回転する2つのローラー20a、20bと、ローラーを回転可能に支持するベアリング30と、所定位置に保持され、ベアリング30を支持するハウジング40と、ハウジング40と熱的に接続され、ベアリング30で生成される熱量を取得し、取得した熱量との合計熱量が一定となる熱量を生成する熱量制御手段50と、を備える。
(もっと読む)
成形用ローラの製造方法
【課題】寸法精度の高い成形用ローラの生産効率を高めることができるローラの製造方法を提供する。
【解決手段】成形用ローラの製造方法は、円盤部材92の外周面93に、外周面93より内側に窪む窪み部94を複数個形成し、その窪み部94間に第一領域56を形成する第一領域形成工程と、窪み部94から回転周方向に沿って第一領域56に光を当てながら研削する光学式倣い研削により第一領域56に凹状部48を形成する凹状部形成工程と、凹状部42から外側に突き出るように入れ子部材110を窪み部94に固定し、入れ子部材110に第二領域58を形成する第二領域形成工程と、第一領域56の外周側から回転周方向に沿って第二領域58に光を当てながら研削する光学式倣い研削により第二領域58に凸状部48を形成する凸状部形成工程とを有する。
(もっと読む)
熱プレス装置及びそれを用いた昇華転写装置
【課題】時間的・経済的コストパフォーマンスに優れた熱プレス装置及びそれを用いた昇華転写装置を提供すること。
【解決手段】本発明による昇華転写装置は、加熱部に設けられた導体板をコイルの電磁誘導により発熱させることにより対象物の加熱を行う構成としたものである。コイルに流れる電流を制御することにより、導体の温度を瞬時にコントロールすることができることから、作業毎に予熱を行う必要がなくなり、作業中においても導体板を常に加熱しておく必要がなくない。これにより、熱プレス及び昇華転写の作業効率を向上させることを可能とした。
(もっと読む)
プレスロール成形装置
【課題】プレスロール成形装置において、ロール移動方向への金型の移動作業を簡便化する。
【解決手段】ロール5の移動方向へ金型3をスライド可能なスライド手段8を備える。
(もっと読む)
プレスロール成形装置
【課題】プレスロール成形装置において、材料片の位置ズレを抑制し、正確に材料片を成形する。
【解決手段】ロール5の移動方向と交差する方向への材料片Xの移動を規制するガイド手段8を備える。
(もっと読む)
二次電池用電極材のロールプレス機
【課題】高速、長時間運転をしても軸受部の機械的摩擦熱により生じるロールの熱変形を防止して、加工精度の高い二次電池用電極材の連続圧縮加工を可能にするロールプレス機を提供する。
【解決手段】ロールプレス機は、一対の加圧ロール11a,11b間に連続シート状の二次電池用電極材を通して連続圧縮加工する。加圧ロールの軸受14を収納保持する軸受箱13に熱媒体を流通させてロール軸受の熱を奪う冷却構造を有する。
(もっと読む)
電池用の電極部材の加圧装置
【課題】電池用の電極部材を製造する際に使用されるロールプレス装置のプレスローラを小型化できるようにする。
【解決手段】芯材91に活物質92が塗布された電極部材90を加圧するロールプレス装置1であって、外周表層21と、外周表層21の内側の樹脂製の中間層22とを含む一対のプレスローラ11および12を含む装置1を提供する。それぞれのプレスローラ11および12の外周表層21は中間層22よりも硬く、外周表層21および中間層22は一対のプレスローラ11および12により電極部材90が挟み込まれるニップ29の部分およびその前後で変形する。
(もっと読む)
製品を加工する装置および方法
連続的に供給されてくる製品を加工する装置(10)は、第1回転軸線(19)を中心に回転可能な第1ローラ(18)と、第1回転軸線(19)に平行な第2回転軸線(39)を中心に回転可能な第2ローラ(20)とを有している。加工隙間(16)が第1ローラ(18)と第2ローラ(20)との間に形成されている。装置は、加工隙間(16)の公称寸法をインライン調整する調整手段(30)をさらに有し、調整手段は、第1回転軸線(19)および/または第2回転軸線(39)の位置を変位させる少なくとも1つの圧電素子(30)を有する。 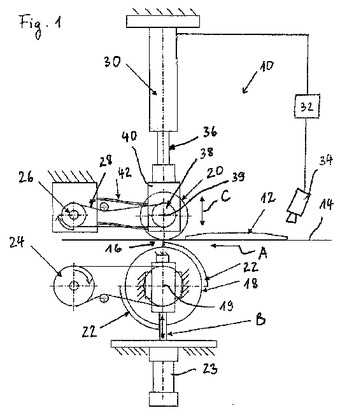 (もっと読む)
(もっと読む)
Z折りハガキ圧着装置
【課題】 Z折りハガキ圧着機に於いて、複雑な加圧コントロール装置を削除し、かつ加圧ローラー同士の衝突のくり返しによる機械的ダメージとぶつかり音を減少させる装置を提供する。
【解決手段】 凹設することによって形成される隙間3を設けた上加圧ロール1と下加圧ロール2の上加圧軸4と下加圧軸5を左右両側でボルト4と5で締め付け固定することを特徴とする。
(もっと読む)
形状適合性導電シートを有するセンサの付いた工業用ロール
工業用ロールは、外面および内腔を有する実質的に円筒状のコアと、コアの外面を周方向に覆っているポリマーカバーと、検出システムと、を備えている。検出システムは、カバー内に少なくとも部分的に埋設されており、ロールの運転パラメータを検出し、運転パラメータに関する信号を供給するように構成されている、複数のセンサと、センサに操作可能に関連付けられており、センサによってもたらされる信号を処理するようになっている、プロセッサと、を備えている。複数のセンサの各々は、基板の上面に重なっている第1の電極および基板の底面に重なっている第2の電極であって、第1の電極は、基板の上面を覆っており、第2の電極は、基板の底面の一部のみを覆っており、これによって、基板の底面および側面に隣接して、間隙を形成している、第1の電極および第2の電極と、第1の電極と基板の側面とに付着されており、基板の底面から第1の方向に離れて延在している第1の導電材料シートと、第2の電極に付着されており、基板の底面から第2の方向に離れて延在している第2の導電材料シートであって、第2の方向は、第1の方向と逆になっている、第2の導電材料シートと、を備えている。 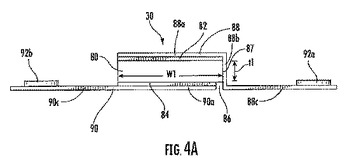 (もっと読む)
(もっと読む)
1 - 20 / 42
[ Back to top ]