
Fターム[4E090DA02]の内容
プレス機械の駆動及びプレスライン (3,037) | 加熱、冷却 (184) | 加熱、冷却手段 (108) | 抵抗発熱体によるもの (14)
Fターム[4E090DA02]に分類される特許
1 - 14 / 14
プレス機構及び接合装置
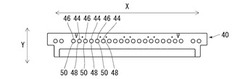
【課題】熱盤表面の加圧力の分布を一定の範囲内に収めることができるとともに、加熱・冷却に要する時間を短縮することができるプレス機構及び接合装置を提供する。
【解決手段】熱盤部40には、加熱手段44を導くために使用する加熱用穴部48と、冷却手段46を導くために使用する冷却用穴部50と、を含む複数の穴部が形成され、複数の穴部を構成する全ての穴部が熱盤部40の厚み方向に沿った同じ位置で、かつ熱盤部40の厚み方向に対して直交する方向に並んで設けられており、前記熱盤部を厚み方向に切断したときの穴部の断面積が全て同じ面積であり、かつ熱盤部40の厚み方向に対して直交する方向に隣接する穴部同士の中心間距離が同じ距離である。
(もっと読む)
プレス装置

【課題】 アルミニウム製のブロックの線膨張を利用することによって、粉塵等を生じることなく省電力でプレス成形を行うことができるプレス装置を提供する。
【解決手段】 上金型2が固定された上型ダイプレート4と、下金型3を前記上金型2に対して接近離反するように昇降移動させる昇降移動手段5と、該昇降移動手段5によって下金型3が上金型2に対して接近するように上昇した際に下金型3の下方へと移動可能な内部に複数のヒーター7を有するアルミニウム製のブロック6と、該ブロック6を支持するための支持板8と、を備えるプレス装置であって、ブロック6は、昇降移動手段5によって下金型3が上昇した際に該下金型3の下方へと移動し、複数のヒーター7によって加熱されて線膨張することにより下金型3を下方から押圧して成形材料のプレス成形を行う。
(もっと読む)
連続プレス装置
【課題】押圧フレームのグラファイトでもって対向ベルトの摺動面を均一な面圧で押圧しながら、対向ベルトをスムーズに移送する。
【解決手段】連続プレス装置は、対向ベルト5を背面5Bから押圧する押圧フレーム2と、対向ベルト5のベルト間隔を設定間隔とする位置決め機構1と、押圧フレーム2の摺動面に配置されたグラファイト3を加熱又は冷却する温度制御機構とを備える。連続プレス装置は、押圧フレーム2を、対向ベルト5の摺動面2Xと同一平面で位置決め機構1に連結しており、位置決め機構1が押圧フレーム2の上下位置を調整して、対向ベルト5のベルト間隔を設定間隔としている。連続プレス装置は、温度制御機構でグラファイト3を介して対向ベルト5を加熱又は冷却して、ワーク9を加圧加熱状態又は加圧冷却状態としながらプレス状態で移送する。
(もっと読む)
連続プレス装置
【課題】対向ベルトでワークを両面から挟んで、対向ベルトを効率よく加熱又は冷却しながらスムーズに移送する。
【解決手段】連続プレス装置は、対向ベルト5を背面5Bから押圧する押圧フレーム2と、対向ベルト5のベルト間隔を設定間隔とする位置決め機構1と、押圧フレーム2の摺動面に配置されたグラファイト3を加熱又は冷却する温度制御機構とを備える。位置決め機構1は、ストッパ機構11と逃げ機構12を有する第1の位置決め機構1Aと第2の位置決め機構1Bとを備え、ストッパ機構11が押圧フレーム2をストッパ位置に配置する状態で、第2の位置決め機構1Bがベルト間隔を設定間隔に保持してワーク9を加圧加熱又は加圧冷却状態で移送し、ワーク9が一定圧力以上で対向ベルト5を押し戻しする状態にあっては、第1の位置決め機構1Aの逃げ機構12でベルト間隔を設定間隔よりも拡開しながら、ワーク9を加圧加熱又は加圧冷却状態で移送する。
(もっと読む)
熱間等方圧加圧装置用の圧媒ガス浄化装置及び圧媒ガス供給回収装置
【課題】圧媒ガス中の酸素等の不純物を除去することができ、しかも実用に供することのできる新規な熱間等方圧加圧装置用の圧媒ガス浄化装置、及び、該圧媒ガス浄化装置を備え、従来に比べて圧媒ガスの廃棄量を大幅に低減することができる熱間等方圧加圧装置用の圧媒ガス供給回収装置を提供すること。
【解決手段】高圧容器10と、高圧容器10の外側に装着された冷却手段40と、高圧容器10内に設けられ、圧媒ガスの流路を形成する圧媒ガス流路形成部材50と、高圧容器10内に設けられ、前記圧媒ガス流路に沿って配置され、酸素親和性の強い金属からなる電気抵抗加熱ヒータ線60と、を備えた熱間等方圧加圧装置用の圧媒ガス浄化装置である。
(もっと読む)
積層装置、積層装置に用いられる加圧膜体および積層方法
【課題】サイクル時間の短縮、エネルギー消費の低下および、不良品発生の回避を通じて経済的な製造が保証される積層装置技術の提供。
【解決手段】載置盤4と発熱体51らなる加熱手段5とを装備した部材積層物を収容可能な少なくとも1つの積層チャンバ3が備えられており、積層チャンバ3内において載置盤4の上方には載置盤4に対して相対可動すると共に下側チャンバ空間31を上側チャンバ空間32から分離する可撓性加圧膜体2が気密に張設されて、下側チャンバ空間31が密閉ならびに排気、通気可能である。発熱体51が加圧膜体2と一体に形成されている。
(もっと読む)
熱プレス装置と熱プレス方法と熱プレスによるパターン転写方法
【課題】平プレス装置を用いて熱プレスをする際に、加熱時や冷却時に被プレス体を動かすことなく、必要時に加熱部と冷却部が分離するようにして、加熱加圧の後、短時間で冷却部を冷やすことができるようにする。
【解決手段】挟み込み部分6側から一方のプレス面7と冷却部8と冷却部8に離接可能な加熱部9とがこの順で配されて、一方のプレス面7と対向する他方のプレス面11との間で被プレス体12を挟み込みし、一方のプレス面7を、冷却部8と一体となった加熱部9からその冷却部8を介する熱伝導により加熱し、冷却部8からの加熱部9の分離により加熱部9から冷却部8への熱伝導を不能とした。
(もっと読む)
小型ホットプレス
【課題】空間を効率よく使用し、熱効率がよく、安全上の問題を克服するホットプレスを提供する。
【解決手段】この発明は、可搬の小型ホットプレスである。ホットプレス(20)は、プレスユニットが取付けられたフレーム(22)を含む。プレスユニットは、頂部プレート(34)、ボルスタプレート(32)、および底部プレート(30)を有する。頂部プレート(34)に上部プレスユニットが取付けられ、ボルスタプレート(32)に下部プレスユニットが取付けられる。下部プレスユニットは、プレスが閉鎖位置にあるときに上部プレスユニットと接触するように構成される。プレスは、フレーム(22)に取付けられた制御ユニット(60)をさらに含む。制御ユニット(60)は、プレス動作を手動または自動で制御するように構成される。加えて、プレスは、フレームに取付けられてプレス動作の運動を促進するように構成される油圧ユニットを含む。
(もっと読む)
プレス成形のための加熱装置および方法
【課題】 プレス成形前の被加工材の全体領域を、その平面形状にかかわらず、短時間に均一温度に加熱する。
【解決手段】 直方体の2枚の加熱プレート10、12が、互いに近づいたり遠ざかったりできるようにして、対向して配置される。被加工材14のプレス成形直前に、電極20A、20B、22A、22Bを通じて加熱プレート10、12のそれぞれに大電流が流され、加熱プレート10、12が、被加工材14の加熱予定温度より50℃から100℃程度高い温度まで均一に加熱される。続いて、加熱プレート10、12の間に被加工材14が置かれ、加熱プレート10、12が近づいて被加工材14の全領域の両面に密着してこれをサンドイッチし、被加工材14が変形しない程度の小さいか圧力をかけて、被加工材14を一定時間加熱する。誘導加熱または電熱線ヒータ加熱などで加熱プレート10、12を加熱してもよい。
(もっと読む)
プレス成形のための加熱装置および方法
【課題】 プレス成形前の被加工材の特定の部分領域を、その平面形状にかかわらず、短時間に加熱する。
【解決手段】 2枚の加熱プレート70、72が、互いに近づいたり遠ざかったりできるように対向配置される。加熱プレート70、72の主面に凸部76A、76B、76C、78A、78Bが存在する。被加工材74のプレス成形直前に、加熱プレート70、82が、通電加熱、誘導加熱または電熱線ヒータなどの方法で、被加工材74の加熱予定温度より50℃から100℃程度高い温度まで均一に加熱される。続いて、加熱プレート70、72の間に被加工材74が置かれ、加熱プレート70、72が被加工材74をサンドイッチする。凸部76A、76B、76C、78A、78Bが被加工材74のプレス加工予定の部分領域だけに密着し、その部分領域を選択的に加熱する。
(もっと読む)
プレスロール装置およびプレス方法
【課題】ウェブ幅方向の厚みばらつきを是正できるプレスロール装置を提供する。
【解決手段】非水電解液二次電池用電極の製造過程で金属製ウェブ上に活物質を塗布して乾燥させたものを互いに平行配置された2つのプレスロール12,14間を連続的に通過させてプレスするプレスロール装置10において、前記プレス工程の進行中に発生する前記プレスロール12,14の局所的熱膨張変形を補正するための予熱ロール50,52を設けたことを特徴とする。
(もっと読む)
真空プレス硬化装置および方法
【解決課題】短時間で真空状態を作りながら、確実に均一な厚みでプレス硬化処理することが可能な、軽量小型の真空プレス硬化装置を提供することを目的とする。
【解決手段】下固定枠と上移動枠とを当接させることによって
真空あるいはガス雰囲気チェンバを形成し、該チェンバ中の受台上に配した被加工品に対して加熱加工処理をする真空プレス硬化装置であって、サーボ機構およびサーボ機構制御装置を用いて、該プレス板を下降させてプレス板を受台上に設置した被加工品に当接させ、受台の上面に対してプレス板の下面を平行に維持しつつ、該プレス板駆動装置によってプレス板を下降させて受台の上面に設置した被加工品をプレス硬化処理する、真空プレス硬化装置。
(もっと読む)
樹脂成形システムおよび樹脂成形方法
【課題】 大掛りなプレス装置を用いずに、複数の樹脂成形品を各加熱成形板間で同時に加熱加圧成形することができる樹脂成形システムおよび樹脂成形方法を提供する。
【解決手段】 少なくとも3枚以上重ねられた加熱成形板14の各加熱成形板14間において複数の樹脂成形品S2を同時に成形する樹脂成形システム11において、加熱成形板14間において複数の樹脂成形品S2を同時に成形する樹脂成形プレス装置12と、重ねられた状態の加熱成形板14を樹脂成形プレス装置12の外部で開閉する成形板開閉装置13と、樹脂成形プレス装置12と成形板開閉装置13との間で、重ねられた状態の加熱成形板14を移動させる移動装置15を設ける。
(もっと読む)
ラミネート装置
被ラミネート体をラミネートするラミネート装置であって,ダイアフラムによって仕切られた上チャンバと下チャンバを有し,前記下チャンバにはヒータ盤が設けられ,前記ヒータ盤の上に載置される被ラミネート体を押圧するための膨張自在なダイアフラムを備え,前記ダイアフラムはブチルゴムからなる。
前記ブチルゴムの配合組成は,例えば,ハロゲン化ブチル100〜0重量部,レギュラーブチル0〜100重量部,酸化マグネシウム1〜5重量部,カーボンブラック5〜100重量部,パラフィン系オイル0〜20重量部,酸化亜鉛1〜5重量部,樹脂加硫剤1〜20重量部,加工助剤0〜10重量部である。本発明によれば,ダイアフラムの寿命が延び,低コストで被ラミネート体を製造できる。 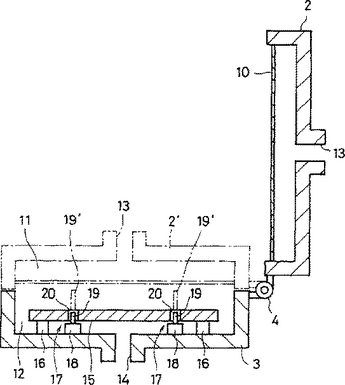 (もっと読む)
(もっと読む)
1 - 14 / 14
[ Back to top ]